393
дисперсионно твердеющего никелевого сплава К-монель, включающем горячую, деформацию, закалку, подготовку поверхнрсти, холодную деформацию, старение, правку-полировку, обточку или шлифовку и окончательную правку-полировку, холодную деформацию осуществляют волочением со степенью деформации 8-30%, после которой производят правку-полировку.
Использование холодного волочения с последующей правкой-полировкой позволяет осуществить однократную обточку с минимальным съемом 0,30,6 мм по диаметру прутка, а сама правка-полировка,- производимая после волочения, снижает уровень остаточных напряжений, предотвращая тем самым трещинообразование на прутках после старения.
Технологический процесс изготовления прутков состоит из горячей прокатки заготовки в интервале 11504
закалки с 870-950°С; травления, подготовки к волочению; холодного волочения на цепных станах с обжатием 8-30% с припуском на обточку под готовый размер 0,3-0,6 мм; правки-полировки на агрегатах типаЛ/ЯРН80/110, старения при 580620 0 в течение 2-6 ч; правки-полировки; обточки на обточно-полировальных агрегатах WDH-50 со съемом 0,3-0,6 мм за один проход; правкиполировки . I
Холодное волочеуие прутков производят с обжатиями от 6 до 35% с припуском на обточку под готовый размер.
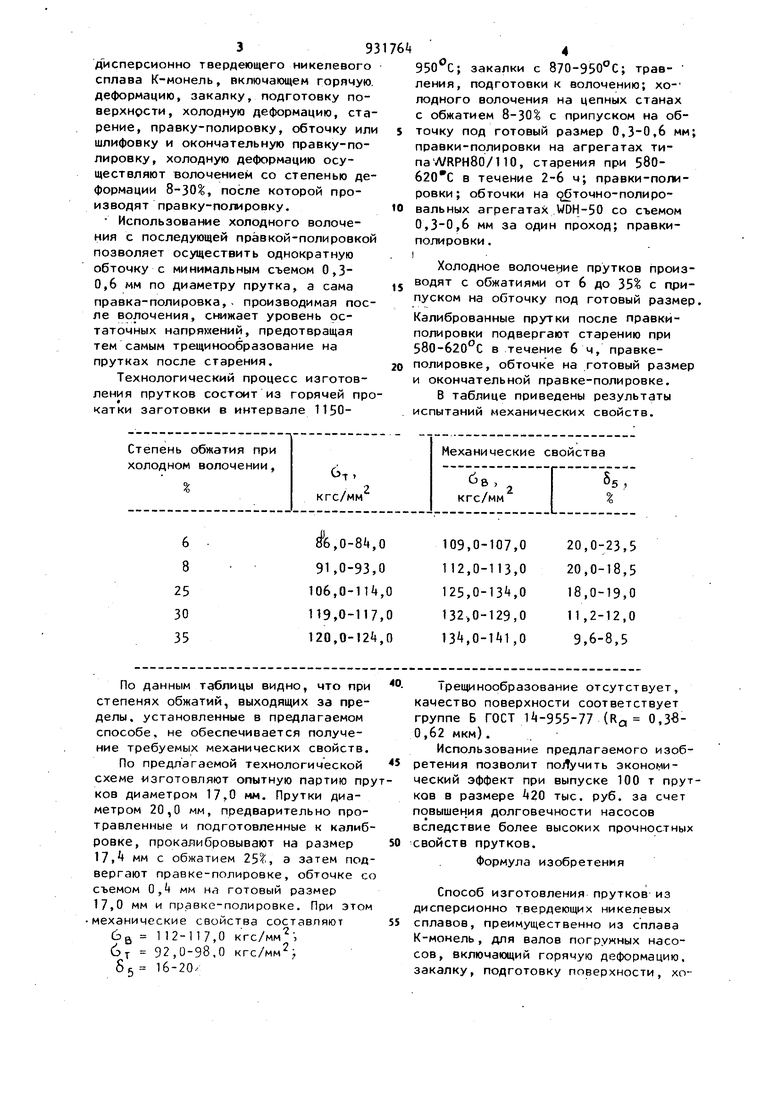
Калиброванные прутки после правкиполировки подвергают старению при 580-б20с в течение 6ч, правкеполировке, обточке на готовый размер и окончательной правке-полировке. В таблице приведены результаты испытаний механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прутков из дисперсионно-твердеющих никелевых сплавов | 1989 |
|
SU1677088A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 2012 |
|
RU2507022C2 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМОВОЙ БРОНЗЫ | 2002 |
|
RU2239670C2 |
| АУСТЕНИТНО-ФЕРРИТНАЯ СТАЛЬ С ВЫСОКОЙ ПРОЧНОСТЬЮ | 2013 |
|
RU2522914C1 |
| Способ изготовления калиброванных прутков из аустенитных нержавеющих сталей | 1978 |
|
SU722966A1 |
| Способ изготовления прутков из бронзы БрХ08 | 2023 |
|
RU2807260C1 |
| Способ изготовления прутков из титана и сплавов на его основе | 2024 |
|
RU2840551C1 |
| Способ производства труб | 1978 |
|
SU727286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2395356C1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2537675C2 |
По данным таблицы видно, что при степенях обжатий, выходящих за пределы, установленные в предлагаемом способе, не обеспечивается получение требуемых механических свойств.
По предлагаемой технологической схеме изготовляют опытную партию пруков диаметром 17,0 мм. Прутки диаметром 20,0 мм, предварительно протравленные и подготовленные к калибровке, прокаяибровывают на размер 17, мм с обжатием 25%, а затем подвергают правке-полировке, обточке со съемом О, мм на готовый размер 17,0 мм и правке-полировке. При этом механические свойства составляют
бц 1 12-117,0 кгс/мм ,
6т 92,0-98.0 кгс/мм ; Sf, 16-20/
фещинообразование отсутствует, качество поверхности соответствует группе Б ГОСТ 1А-955-77 (RQ 0,3«0,62 мкм).
Использование предлагаемого изобретения позволит поЛучить экономический эффект при выпуске 100 т прутков в размере 20 тыс. руб. за счет повышения долговечности насосов вследствие более высоких прочностных свойств прутков.
Формула изобретения
Способ изготовления прутков из дисперсионно твердеющих никелевых сплавов, преимущественно из сплава К-монель, для валов погружных насосов, включающий горячую деформацию, закалку, подготовку поверхности, хо5931761 6
лодную деформацию, старение, правку-полнительно производят плавку-пополировку, обточку или шлифовку иjwpoBky.
окончательную правку-полировку.Источники информации,
отличающийся тем. что,принятые во внимание при экспертизе с целью упрощения технологии изго- s jl .Установление основных парзмет ов
товления и повышения производитель-производства прутков из сплава К-моности, холодную деформацию осуществ- ,нель валов погружных насосов,
ляют волочением со степенью деформа-Отчет по теме If 21-7б-389 Гипроции 8 - 30%, после которой до- -цветметобрабртка. М., 1978, с. ,
