Изобретение относится к инструментальной отрасли и предназначено для изготовления алмазно-абразивного инструмента с торцовой рабочей поверхностью,содержащего зерна, ориентированные относительно рабочей поверхности инструмента.
Цель изобретения - повышение качества и производительности обработки хрупких неметаллических материалов.
Инструмент с торцовой рабочей поверхностью содержит закрепленные в связке абразивные зерна с соотношением длины к ширине в диапазоне 1,5-2,5. Зерна имеют различную ориентацию по отношению к рабочей новерхности инструмента. При этом зерна с различной ориентацией расположены зонами, равными по протяженности, плавно переходяшими одна в другую и обра- зуюшими цикл, содержаший зоны с неориентированными зернами, ориентирован- ны.ми под остры.м углом к рабочей поверхности, ориентированными под прямым углом
и ориентированными под острым углом, а число циклов в рабочей новерхности инс1 румента находится в диапазоне 15- 25.
Если число чередований цик. юв менее 15 -17, то большая протяженность неориентированных или ориентированных участков не позволяет достичь цели, качество обработки хуже, топология микрогеометрии отлична от лучших параметров. Если число чередований циклов больше 23--25, то инструмент уподобляется просто инструменту с ориентированными зернами.
Таким образом, оптимальное число повторяющихся циклов чередования участков с различной ориентацией для алмазно-абразивного инструмента диаметром 150-200 мм находится в интервале 18-20. Причем длины участков с ра.зличной ориентацией равны .между собой, т. е. рабочая поверхность разбита как бы на три участка с равной длиной, но зерна на них неориентированы, ориентированы перпендикулярно
СП
о 4; о
00
piiGo ieii по(()сти инструмента и ориентированы 110,1 углом к рабочей поверхности. 11ри :(Т()1 угол ориентации меняется от нуля ,10 прямого, плавно возрастая.
Отношение ;|.лнны / к ширине b зерен ,и1тся в диапазоне 1,2 2,5. Если зерна, имеют 1/Ь в нре,има. 2 3, то они легко ориентируются вдоль длинной оси. В случае важна роль участков с частичной (слабой) ориентацией, r;ie зерна, имеющие соотношение L/b в дианазоме 1,5-2,5 (зерна с большим соотношением труднее получить, при работе они быстрее разрушаются и слабее закрепляются в связке), ориентируются вдоль силового поля, меняя направления длинных осей от 9 до 90° относительно рабочей поверхности круга. Ес.1И в инструменте использовать зерна, г,ае не выдерживается такое соотноп1ение, то затру,,- няется получение зон с ориентированными зернами, идея ориентации сама по себе нро- па,1ает и не достигается в циклах веерообразного расположения ориентированных зерен в чере;1.ук)1цихся но рабочей новерх- пости участках.
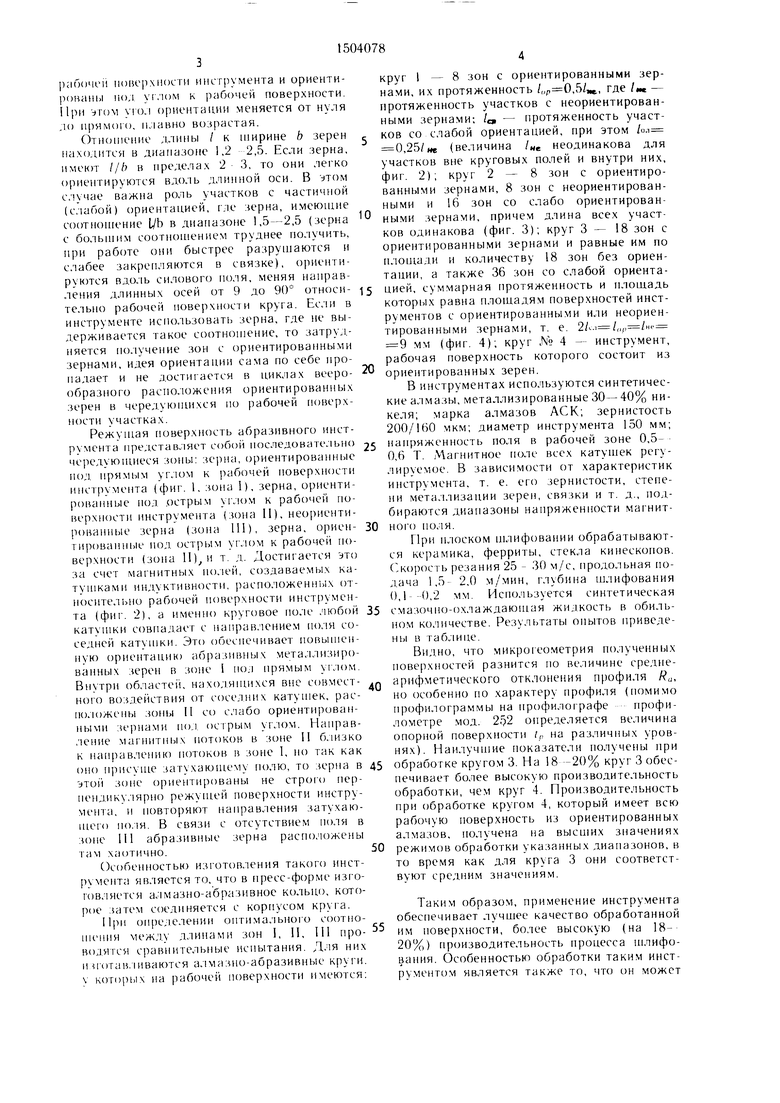
Режущая поверхность абразивного инструмента пре,1ставляст собой последовательно чере,тую1цнеся зоны: зерна, (ориентированные под прямым углом к рабочей поверхности инструмента (фиг. 1, зона 1), зерна, ориентированные под .острым уг.юм к рабочей поверхности инструмента (зона 11), неориентированные зерна (зона 111), зерна, ориентированные под острым углом к рабочей поверхности (зона 11) и т. д. Достигается ато за счет магнитных iio.ieii, создаваемых катушками индуктивности, расположенных относительно рабочей поверхности инструмента (фиг. 2), а именно круговое по.те , 1Юбой катуп1ки совпад.ает с направлением по, 1Я соседней катушки. Это обеспечивает повышенную ориентацию абразивных металлизированных зерен в зоне 1 no;i прямым углом. Внутри облаете, находящихся вне совместного воздействия от соседних катушек, рас- по.южены зоны II со слабо ориентированными зернами пол, ocipbiM углом. Направление магнитных иотоков в зоне II близко к направлению потоков к зоне 1, но так как оно присуще затухающему полю, то зерпа в это11 зоне ориентированы не строго перпендикулярно режущей поверхности инструмента, 11 повторяют направления затухающего П0.1Я. В связи с отсутствием поля в зоне 111 абразивные зерна расположены там хаотично.
Особенностью изготовления такого инструмента являетея то, что в пресс-форме изготовляется алмазно-абразивное кольцо, которое затем с()е,аиняется с корпусом круга.
При О11ре, 1елении оптимального соотношения между длинами зон 1, 11, III про- водягся сравнительные испытания. Для них и (готав.ишаются алмазно-абразивные круги у KOTopiiix на рабочей поверхности имеются;
0
5
0
5
0
5
0
5
0
5
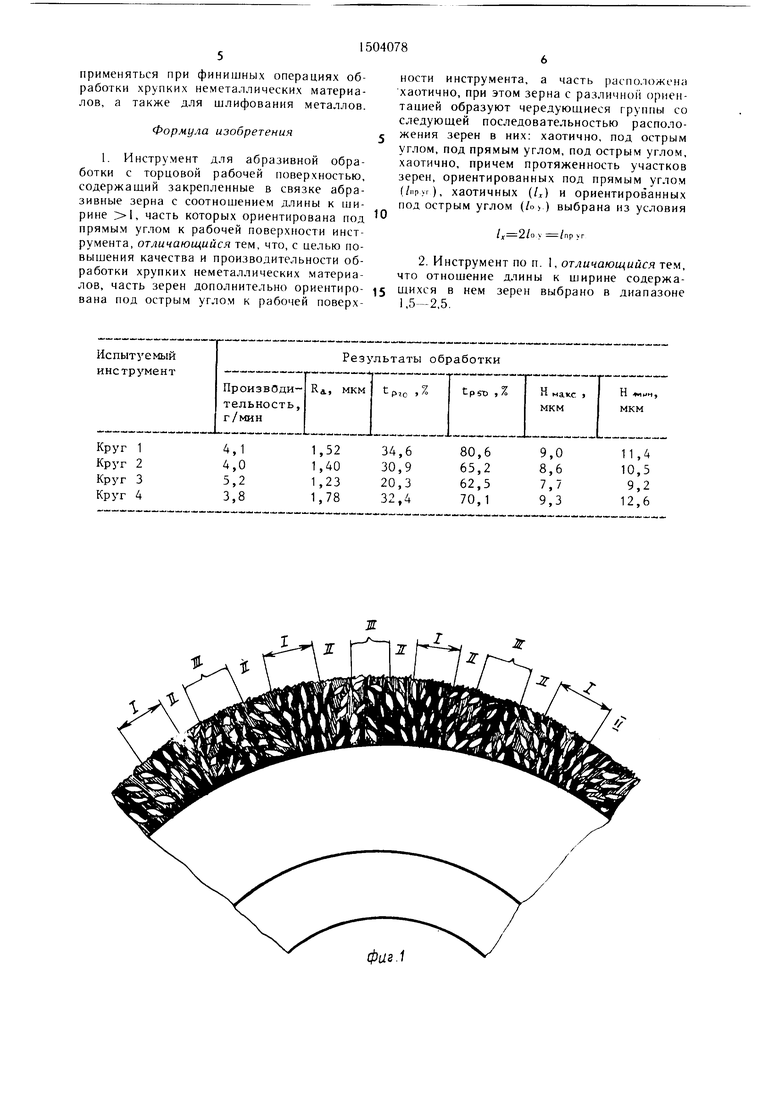
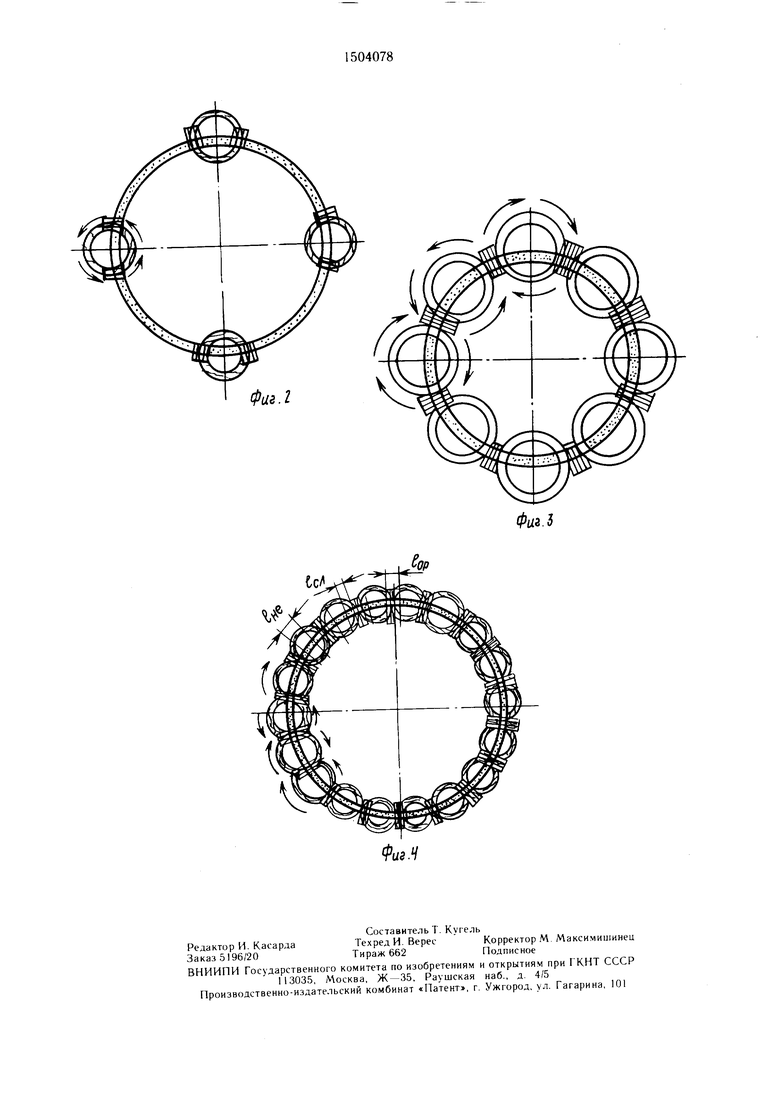
круг 1 - 8 зон с ориентированными зернами, их протяженность ,5/«e., где /м - протяженность участков е неориентированными зернами; /„ - протяженность участков со слабой ориентацией, при этом /o.i 0,25/не (величина /«е неодинакова для участков вне круговых нолей и внутри них, фиг. 2); круг 2 - 8 зон с ориентированными зернами, 8 зон с неориентированными и 16 зон со слабо ориентированными зернами, причем длина всех участков одинакова (фиг. 3); круг 3 - 18 зон с ориентированными зернами и равные им по нлоп1ади и количеству 18 зон без ориентации, а также 36 зон со слабой ориентацией, суммарная протяженность и площадь которых равна площадям поверхностей инструментов с ориентированными или неориен- тироваь1ными зернами, т. е. 2/.,, 9 мм (фиг. 4); круг № 4 - инструмент, рабочая поверхность которого состоит из ориентированных зерен.
В инструментах используются синтетические алмазы, металлизированные 30-40% никеля; марка алмазов АСК; зернистость 200/160 мкм; диаметр инструмента 150 мм; напряженность поли в рабочей зоне 0,5- 0,6 Т. Л агнитное ноле всех катушек регулируемое. В зависимости от характеристик инструмента, т. е. его зернистости, степени мета.члизации зерен, связки и т. д., подбираются диапазоны напряженности магнитного поля.
При плоском шлифовании обрабатываются керамика, ферриты, стекла кинескопов, (жорость резания 25 - 30 м/с, про;1ольная подача 1,5- 2,0 м/мин, глубина шлифования О,--(),2 мм. Используется синтетическая смазочноохлаждаюп1ая жидкость в обильном количестве. Результаты опытов приведены в таблице.
Видно, что микрогеометрия нолученных поверхностей разнится по величине сре,чне- арифметического отклонения профиля Ra, но особенно по характеру профиля (помимо профилограммы на нрофилографе профи- лометре мод. 252 опре,т,еляется величина опорной поверхности ,, на различных уровнях). Наилучн1ие показатели нолучены при обработке кругом 3. На 18-20% круг 3 обеспечивает более высокую производительность обработки, чем круг 4. Производительность при обработке кругом 4, который имеет всю рабочую поверхность из ориентированных алмазов, получена на высших значениях режимов обработки указанных ,1иапазонов, в то время как для круга 3 они соответствуют сре,1ним значениям.
Таким образом, применение инструмента обеспечивает лучшее качество обработанной им поверхности, более высокую (на 18- 20%) нроизводительность процесса шлифования. Особенностью обработки таким инструментом является также то, что он может
применяться при финишных операциях обработки хрупких неметаллических материалов, а также для шлифования металлов.
Формула изобретения
. Инструмент для абразивной обработки с торцовой рабочей поверхностью, содержащий закрепленные в связке абразивные зерна с соотношением длины к ширине 1, часть которых ориентирована под прямым углом к рабочей поверхности инструмента, отличающийся тем, что, с целью повышения качества и производительности обработки хрупких неметаллических материалов, часть зерен дополнительно ориентиро- вана под острым углом к рабочей поверхности инструмента, а часть расположена хаотично, при этом зерна с различно ориентацией образуют чередуюшиеся группы со следующей последовательностью расположения зерен в них: хаотично, под острым углом, под прямым углом, под острым углом, хаотично, причем протяженность участков зерен, ориентированных под прямым углом (/|Фуг), хаотичных (/) и ориентированных под острым углом (/о ) выбрана из условия
/д.2/ОЛ /П
Р УГ
2. Инструмент по п. I, отличающийся тем, что отношение длины к ширине содержащихся в нем зерен выбрано в диапазоне
1,5-2,5.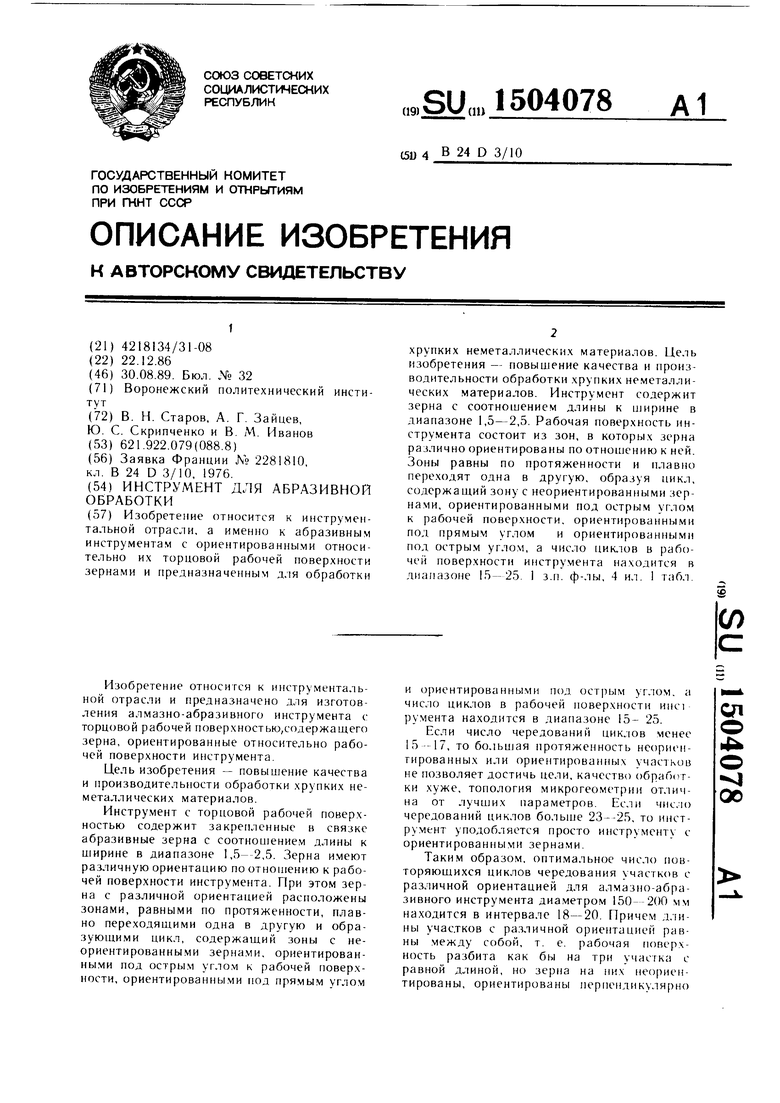
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| Инструмент для отделочной обработки зубчатых колес | 1978 |
|
SU891278A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
Изобретение относится к инструментальной отрасли, а именно к абразивным инструментам с ориентированными относительно их торцовой рабочей поверхности зернами и предназначенным для обработки хрупких неметаллических материалов. Цель изобретения - повышение качества и производительности обработки хрупких неметаллических материалов. Инструмент содержит зерна с соотношением длины к ширине в диапазоне 1,5-2,5. Рабочая поверхность инструмента состоит из зон, в которых зерна различно ориентированы по отношению к ней. Зоны равны по протяженности и плавно переходят одна в другую, образуя цикл, содержащий зону с неориентированными зернами, ориентированными под острым углом к рабочей поверхности, ориентированными под прямым углом и ориентированными под острым углом, а число циклов в рабочей поверхности инструмента находится в диапазоне 15-25. 1 з.п.ф-лы, 4 ил.
tL
фиг.1
tc/
| ПНЕВМАТИЧЕСКАЯ ФЛОТАЦИОННАЯ МАШИНА | 2004 |
|
RU2281810C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
