ел
о
со
00
см
3150
Изобретение относится к деревооб- рабатывакЛдей пром,1шленности, в частности к оборудованию для производства древесных листовых материалов.
Цель изобрете гия - повышение качества прессования древесных материалов .
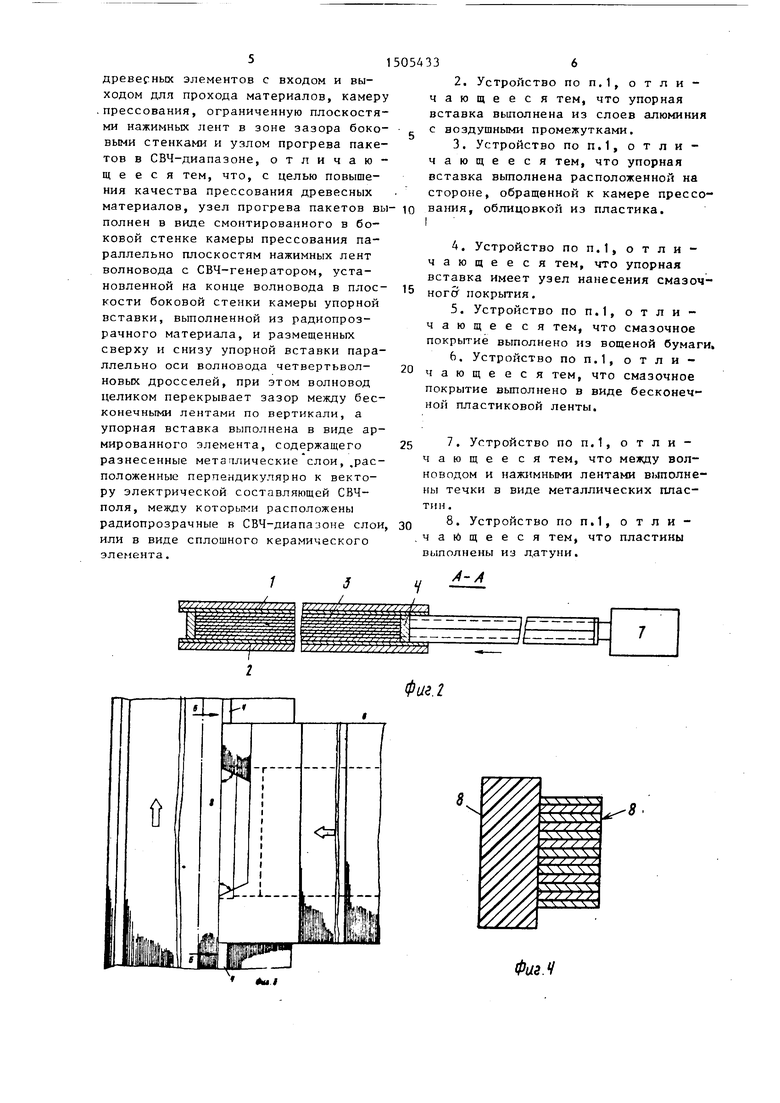
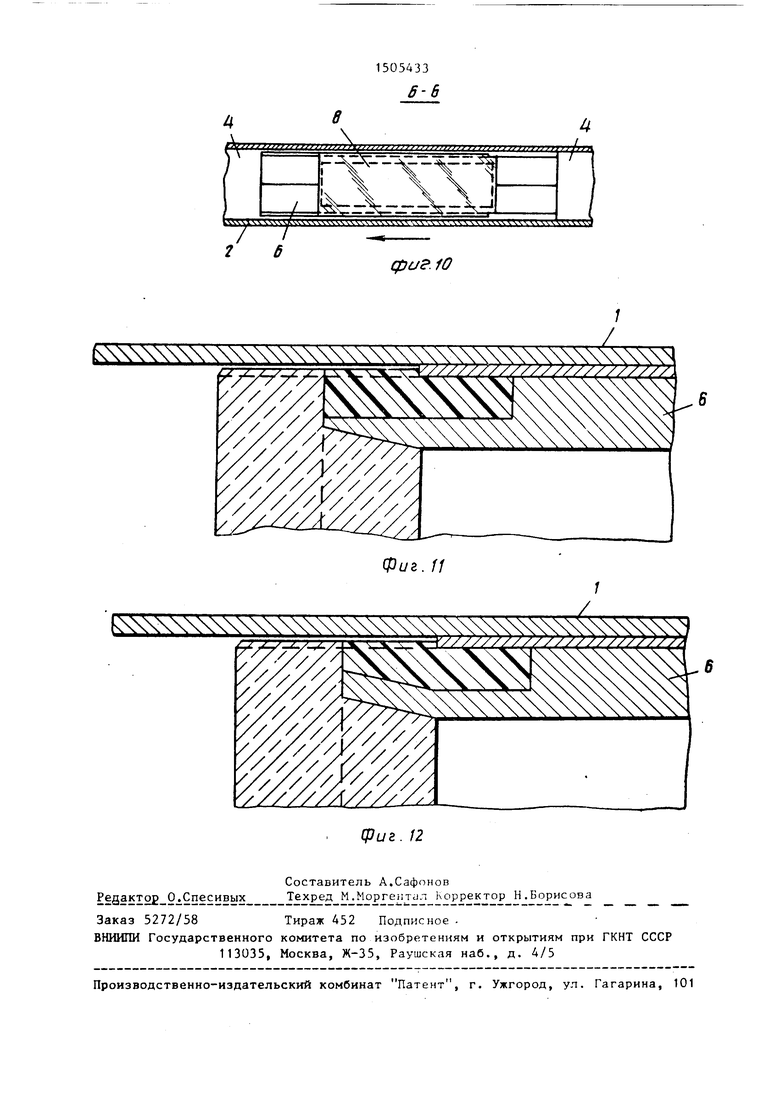
На фиг.1 изображена схема устройства непрерывного прессования, вид сбоку; на фиг.2 - разрез А-Л на фиг,1; на фиг.З - схема зоны прессования устройства, вид сверху; на фиг.4 - вставка с параллельными металлическими пластинами; на фиг.5 - схема узла нанесения смазочного покрытия, пид сверху; на фиг.6 - то же, с форсунками; на фиг. 7 - то же, в виде бесконечной пластиковой ленты; jHa фиг.8 - схема четвертьволнового дросселя с керамической вставкой, вид сбоку; на фиг.9 - схема упора с узлом; на фиг.10 - разрез Б-Б на фиг.З; на фиг. 11 - схема четвертьволнового дросселя; на фиг.12 - то же, поперечный разрез.
Устройство непрерывного прессования древесных материалов включает верхнюю 1 и нижнюю 2 бесконечные металлические нажимные ленты, в сред- ней части которых расположена камера 3 прессования с боковыми стенками 4 и узлом прогрева пакетов 5 в СВЧ- диапазона, выполненным в виде смонтированного в боковой стенке 4 ка- меры 3 прессования параллельно плоскостям нажимнь1х лент 1 и 2 волновода 6 с CB I-генератором 7 и установленной на конце волновода 6 в плоскости боковой стенки 4 камеры 3 упорной вставки 8, выполненной из радиопрозрачного материала, и размещенных сверху и снизу упорной вставки 8 параллельно оси волновода 6 четвертьволновых дросселей 9, при этом упор- ная вставка 8 может быть выполнена из слоев алюминия с воздушными промежутками и снабжена узлом нанесения смазочного покрытия, который, Б свою очередь, выполнен в виде бес- конечной пластиковой ленты.
Четвертьволновые дроссели 9 обеспечивают физическое контактирование волновода 6 с нажимными лентами в точке, расположенной на расстоянии, равном 1-4 длины волны от входа в дроссель 9,
Четвертьволновые дроссели 9 имеют суммарную длину ./2 волны для предел5
О 5
0 5 0 5 Q
5
ного снижения возможности дугообразо- вания в точке фактического контактирования волноводов 6 с нажимными лентами 1 и 2 и предотвращения разрушения, причем каждый волновод 6 используется с двумя дросселями 9, по одному сверху и снизу.
Упорная вставка 8 может быть выполнена в виде керамического материала или армированного элемента, содержащего разнесенные металлические слои, расположенные нормально к вектору электрической составлякщей СВЧ-поля, между которыми расположены радиопрозрачные в СВЧ-диапазоне слои, а также в виде расположенной на стороне, обращенной к камере 3 прессования облицовки из Пластика.
Работа устройства осуществляется следующим образом.
Отверждаемые пакеты древесных материалов подают между верхней 1 и нижней 2 бесконечными металлически- ми нажимными лентами, которые постепенно подпрессовывают пакеты и уже после их подпрессовки перемещают последние к камереоЗ прессования - к узлу прогрева пакетов 5 с содержанием влаги 5-20% по весу, где пакеты подвергают воздействию электромагнитной СВЧ-энергией от 100 до 10000 МГц, при этом пакет нагревается до температуры отверждения связующего, коли- чествб которого принимают равным 1-10% от сухого веса древесины, и при использовании феноальдегидных смол температуру древесных материалов устанавливают равной 100-170 С, причем при линейной скорости перемещения пакета 0,15-15 м/мин и давлении прессования пакета равным 28- 70 кг/см или более, после которого спрессованный древесный материал выгружают и цикл повторяют.
Устройство обеспечивает повьщ1ение качества древесного материала за счет равномерного прогрева пакета.
Формула изобретения
1. Устройство непрерывного прессования древесных материалов, включающее верхнюю и нижнюю бесконечные металлические нажимные ленты с зазором между ними, предназначенным для сжатия находящихся между лентами отверждаемых пакетов из осмоленных
древесных элементов с входом и выходом для прохода материалов, камеру .прессования, ограниченную плоскостями нажимных лент в зоне зазора боковыми стенками и узлом прогрева пакетов в СВЧ-диапазоне, отличающееся тем, что, с целью повышения качества прессования древесных материалов, узел прогрева пакетов вы- ю вания, облицовкой из пластика.
2.Устройство ПОП.1, отл чающееся тем, что упорн вставка выполнена из слоев алю с воздушными промежутками.
3.Устройство по П.1, отл чающееся тем, что упорн вставка выполнена расположенно стороне, обращенной к камере п
полнен в виде смонтированного в боковой стенке камеры прессования параллельно плоскостям нажимных лент волновода с СВЧ-генератором, установленной на конце волновода в плос- кости боковой стенки камеры упорной вставки, выполненной из радиопрозрачного материала, и размещенных сверху и снизу упорной вставки параллельно оси волновода четвертьвол- новых дросселей, при этом волновод целиком перекрывает зазор между бесконечными лентами по вертикали, а упорная вставка выполнена в виде армированного элемента, содержащего разнесенные метаалические слои,,расположенные перпендикулярно к вектору электрической составляющей СВЧ- поля, между которыми расположены радиопрозрачные в СВЧ-диапазоие слои или в виде сплошного керамического элемента.
вания, облицовкой из пластика.
336
2.Устройство ПОП.1, отличающееся тем, что упорная вставка выполнена из слоев алюминия с воздушными промежутками.
3.Устройство по П.1, отличающееся тем, что упорная вставка выполнена расположенной на стороне, обращенной к камере прессоI
А. Устройство по П.1, отличающееся тем, что упорная вставка имеет узел нанесения смазоч ногсг покрытия.
5.Устройство по П.1, отличающееся тем, что смазочное покрытие выполнено из вощеной бумаг
6.Устройство по П.1, отличающееся тем, что смазочное покрытие вьтолнено в виде бесконечной пластиковой ленты.
7.Устройство по П.1, отличающее ся тем, что между волноводом и нажнмнь ми лентами выполнены течки в виде металлических пластин .
8.Устройство по П.1, о т л и - чающееся тем, что пластины выполнены из датуни.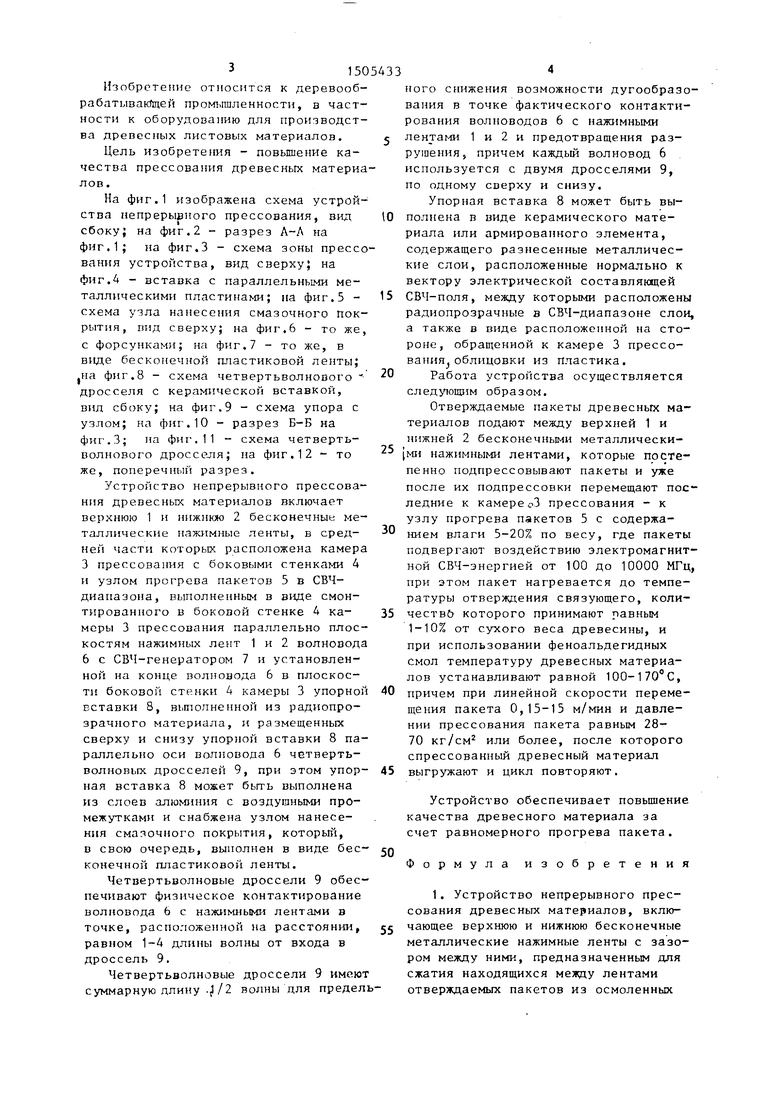
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВЧ-ОБРАБОТКИ СЫПУЧИХ ПРОДУКТОВ ИЛИ МАТЕРИАЛОВ | 2011 |
|
RU2479954C1 |
| УСТАНОВКА СВЧ-ОБРАБОТКИ ПРОДУКТОВ ИЛИ ПРЕДМЕТОВ | 2010 |
|
RU2446639C1 |
| СПОСОБ СВЧ-СУШКИ ДЛИННОМЕРНЫХ ЛЕСОМАТЕРИАЛОВ, ПРЕДПОЧТИТЕЛЬНО БРЕВЕН, БРУСЬЕВ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424479C2 |
| УСТРОЙСТВО ДЛЯ СВЧ-КОНВЕКТИВНОЙ СУШКИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 1998 |
|
RU2141179C1 |
| УСТАНОВКА ДЛЯ СВЧ-ОБРАБОТКИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 1994 |
|
RU2126606C1 |
| УСТРОЙСТВО РАЗОГРЕВА ВЯЗКИХ ДИЭЛЕКТРИЧЕСКИХ ПРОДУКТОВ ПРИ ИХ ТРАНСПОРТИРОВКЕ ТРУБОПРОВОДАМИ | 2010 |
|
RU2439863C1 |
| СВЧ-установка для разжижения вязких продуктов | 1990 |
|
SU1746943A1 |
| МИКРОВОЛНОВАЯ ПЕЧЬ И СПОСОБ ОПТИМИЗАЦИИ ЕЕ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ | 2003 |
|
RU2253193C2 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2051253C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ СЫПУЧИХ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2281447C1 |

Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение качества прессования древесных материалов. Устройство включает верхнюю 1 и нижнюю 2 бесконечные металлические нажимные ленты с расположенной в средней их части камерой прессования 3 с боковыми стенками 4 и узлом прогрева пакетов 5 в СВЧ-диапазоне. На конце волновода 6 установлена упорная вставка, выполненная из радиопрозрачного материала. Сверху и снизу упорной вставки параллельно оси волновода 6 размещены четвертьволновые дроссели. Отверждаемые пакеты древесных материалов подают между верхней 1 и нижней 2 бесконечными металлическими нажимными лентами к камере прессования 3 - к узлу прогрева пакетов 5, после чего пакет удаляют и цикл повторяют. 7 з.п. ф-лы, 12 ил.
АИ/
Фиг.2
8
Фиг./
(риЭ.9
фиг 10
Фиг. ff
| Патент США № 4020311, кл | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| Патент США Р 4186044, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
