ел
о ел
СО
Изобретение относится к контактной точечной электросварке и может использоваться в полупроводниковой технологии для получения электрических контактов.
Цель изобретения - повышение проводимости контактного соединения металл- арсенид галлия и металл-германий,
На чертеже изображен предлагаемый инструмент, общий вид.
Инструмент для контактной точечной сварки содержит центральный 1 и наружный 2 электроды и слой диэлектрика 3. Центральный электрод 1 выполнен из графитового стержня с шлифованной рабочей поверхностью. Наружный электрод 2 выполнен в виде консольно закрепленной плоской латунной пластины, изогнутой в рабочей части, образующей рабочую часть, в которой имеется отверстие 4, соосное с осью, центрального электрода 1. Наружный 2 и центральный 1 электроды верхней частью закреплены в держателе 5 при помощи болтов 6 и зажимной пластины 7.
Инструмент для контактной точечной сварки используется следующим образом.
Навеску вплавляемого металла размером 1x1 мм 2 устанавливают на поверхность пластины из арсевида галлия или германия и опускают на нее инструмент под необходимым давлением (8 кгс/мм). Через электроды- 1 и 2 нропускают и.мпульс тока длительностью 0,5 с.
Вплавление металла в арсенид галлия происходит вследствие локального нагрева в зоне центрального электрода 1 и приложенного усилия сжатия.
Нредлагаемый инструмент может использоваться для получения контактов на основе металлов, образующих низкотемпературные эвтектики или хороню растворимых в интервале температур 200-450°С, например индий, олово, свинец, галлий, золото и сплавы на их основе, используемые для электрических контактов с арсеьщдом галлия и германием. Цри использовании предлагаемого инструмента вплавление металла в по- лунроводник происходит по нлощади, определяемой формой его торцовой части стержневого электрода 1, при равномерном иагре- ве всей ее поверхности. Наразитное сопротивление в это.м случае отсутствует и контактное сопротивление определяется величиной нереходного сопротивления металл -но-, лунроводник, которое при оптимальных режимах: темнература вплавления 300-400°С, контактное дав. гение 8 кгс/м и время 0,5 с сварки, обладает высокой проводимостью, т.е. высокого качества.
Вплавляемый метал; не схватывается с электродом, так как центральный электрод изготовлен из графита.
0
5
0
5
0
5
0
5
0
5
Графит не взаимодействует с рядом металлов Jn,Sn,Ni,Al и не окисляется при температурах до 700°С. Выплеск металла под электродом исключен за счет искользования шлифованной рабочей поверхности графитового электрода с микровпадинами глубиной iO-20 мкм. Наличие микроуглублений уменьшает касательные напряжения в металле, возникающие в результате смещения металла под поверхностью электрода, и снижает пластическое течение металла под электродом. Это снижение деформаций обуславливает отсутствие выплеска металла под таким э;гектродом.
Коаксиальное соединение торцовых частей электродов и применение разнородных материалов графита и латуни с различным удельным сопротивлением и коэффициентом теплопроводности позволяет локализовать тепловое воздействие тока в области графитового электрода. Латунь имеет высокий коэффициент тепловодности и хорошо рассеивает тепло в области, примыкающей к зоне вплавления. Ноэтому вплавляемый металл не схватывается с электродами.
Применение консольного крепления плоской латунной пластины, изогнутой в рабочей части, образуюнгей основание, расположенное коаксиально с центральным электродом, приводит к снижению механических напряжений в приконтактной области увеличивающих сопротивление контактов, а также к уменьшению инерционности наружного электрода.
Применение пред;1агаемого инструмента позволяет создать локальную зону вплав- ления металла в полупроводниковую пластину, ограниченную торцовой частью- центрального графитового электрода, с оптимальной температурой нагрева и контактным усилием для получения электропроводных контактов и исключить схватывание металла с электродом и выплеск металла из зоны вплавления вследствие применения центрального электрода из графита. Кроме того, конструкция исключает появление паразитных сопротивлений, увеличивающих сопротивление контактов и ухудшающих их качество, вследствие применения конструкции наружного электрода, создающей мини- мальньш температурный нагрев и контактное усилие вне зоны вплавления.
Формула изобретения
Инструмент для контактной точечной сварки, .содержащий центральный и наружный электроды, торцовые рабочие части которых расположены коаксиально, и диэлектрик, размещенный между электродами, отличающийся тем, что, с целью повыщения проводимости контактов соединения металл- арсенид галлия и металл-германий, централь150571956
ный электрод выполнен из графитового стер- сольно закрепленной латунной пластины, жня с шлифованной рабочей поверхностью, изогнутый свободный конец которой образу- а наружный электрод выполнен в виде кон- ет рабочую часть.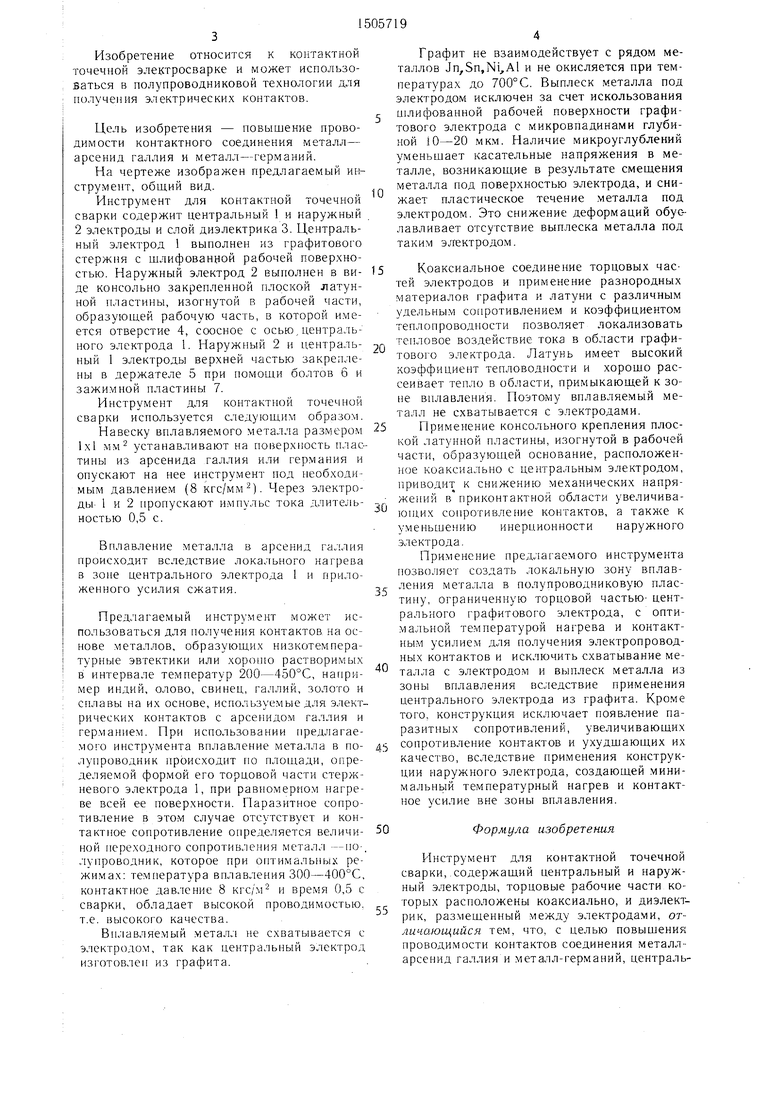
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
SU1823715A1 |
| Способ изготовления полупроводниковых приборов на основе кремния | 1985 |
|
SU1273224A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1992 |
|
RU2031479C1 |
| Способ получения омических контактов к арсениду галлия | 1991 |
|
SU1817159A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТУННЕЛЬНЫХ ДИОДОВ | 1972 |
|
SU324943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМАНИЕВЫХ ПЛАНАРНЫХ р_„_р-ТРАНЗИСТОРОВ | 1971 |
|
SU293533A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1992 |
|
RU2029413C1 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОСЛОЙНОГО ОМИЧЕСКОГО КОНТАКТА ФОТОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ (ВАРИАНТЫ) | 2009 |
|
RU2391741C1 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОСЛОЙНОГО ОМИЧЕСКОГО КОНТАКТА К ПРИБОРУ НА ОСНОВЕ АРСЕНИДА ГАЛЛИЯ | 2014 |
|
RU2575977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1993 |
|
RU2061278C1 |
Изобретение относится к контактной точечной электросварке и может использоваться в полупроводниковой технологии для получения электрических контактов. Цель изобретения - повышение проводимости контактного соединения металл-арсенид галлия и металл-германий. Инструмент содержит внутренний электрод 1, выполненный из графитового стержня, и наружный электрод 2, выполненный из консольно закрепленной латунной пластины. Пластина имеет изогнутый свободный конец, образующий рабочую часть. Применение инструмента позволяет создать локальную зону вплавления металла. Отсутствуют схватывание металла с электродом и выплеск металла из зоны вплавления, исключается появление паразитных сопротивлений. 1 ил.
| Назаров Г | |||
| В | |||
| Сварка и пайка в микроэлектронике | |||
| - М.: Советское радио, 1969, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
| Евтифеев П | |||
| И | |||
| и др | |||
| Термокомпрессионная и односторонняя контактная сварка деталей малых толщин | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
