Известны способы зубофрезерования цилиндрических зубчатых колес червячной фрезой с подачей заготовки в нааравлении перпендикулярном ее оси и параллельном плоскости разворота фрезерного суппорта.
Недостатком указанных способов зубофрезерования является зависимость параметров червячных фрез (инструмента) от ширины нарезаемой заготовки.
Применение предлагаемого способа дает возможность устранить указанный недостаток за счет того, что фрезерному суппорту сообщают Е конце периода врезания дополнительную подачу вдоль оси заготовки.
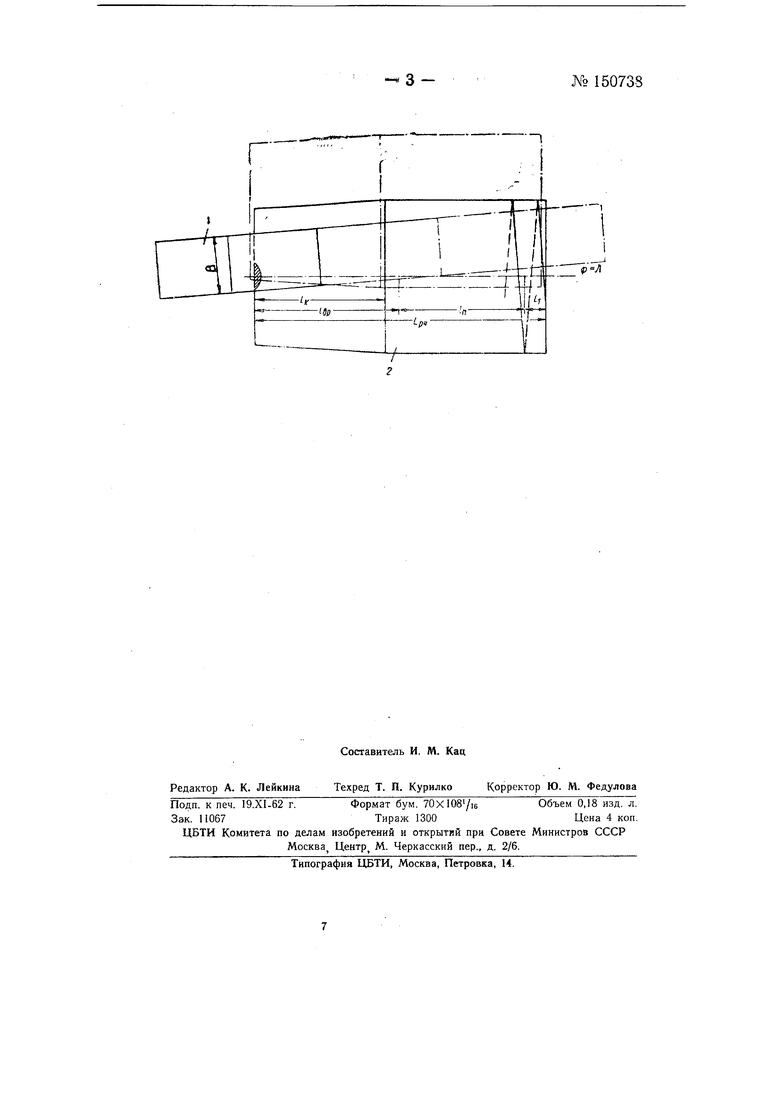
На чертеже изображена схема обработки колес, иллюстрирующая осуществление предлагаемого способа.
По Предлагаемому способу применена комбинированная схема относительных движений заготовки У и фрезы 2, что обеспечивает возможность изменения начального положения фрезы таким образом, что врезание заборного конуса (или цилиндрической части фрезы) будет происходить не в кромку, а в цилиндрическую часть заготовки выше (ниже) тордовой плоскости заготовки на 5-10 мм, что обеспечивает наиболь-Шую равномерность (мягкость) врезания и возможность применения псвыщенных режимов; возможность свободно выбирать раз.меры фрезы (длину, диаметр, заходность) из конструктивных и экономических соображений, что позволяет успешно использовать предлагаемый способ для штучной обработки как косозубых, так и -в особенности прямозубых колес; возможность осуществления независимых приводов боковой и вертикальной -подачи (с соответствующим доворотом заготовки от этих приводов с помощью дифференциалов для обеспечения правильного зацепления основного червяка фрезы с нарезаемой заготовкой). Это позволит изменять величину подач в процессе нарезания с те.м, чтобы, допустим, увеличивая боковую подачу, быстрее выводить из-под нагрузки режу№ 150738- 2 шне кромки фрезы, подверженные наибольшей нагрузке, или наоборот, замедлять боковую лодачу там, где заведомо режущие кромки недогружаются.
При относительно больших углах установки фрезы (косозубые колеса) изменение величины, допустим, боковой подачи приведет также и к изменению толщины срезаемых слоев, на которую :в свою очередь можно повлиять путем соответствующего изменения вертикальной подачи.
При нарезании прямозубых колес, когда угол установки фрезы мал (- 4), изменение боковой подачи практически не изменяет толщину срезаемых слоев, а приводит только к изменению скорости удаления режущих кромок фрезы из-под нагрузки, как в период врезания, так и в период профилирования.
Указанная возможность становится особенно важной При нарезании штучных заготовок зубчатых колес с небольшой шириной обо ц.:;. Югп (т - модуль), для которых практически отсутствует ус ,ановившийся период фрезерования. Врезание, при котором удаляется иногда более 50% металла, непосредственно происходит в период выхода фрезы, т. е. в течение всего времени нарезания непрерывно изменяются условия резания и равномерность фрезерования.
В этих условиях применение независимых регулируемых приводов боковой и вертикальной подач дает возможность влиять на полноту и характер износа участков червячной фрезы по ее длине изменением кинематических параметровпроцесса во время резания и, применительно к зубофрезерованию цилиндрических зубчатых колес, является новым принципом достижения наиболее полного и равномерного использования режущих возможностей инструмента, позволяющим лоднять режимы и производительность процесса- В начале врезания, характеризующемся, при всех способах относительно наибольшей неравномерностью фрезерования, сохраняется неподвижное с жестким креплением положение фрезерного суппорта, которому в конце врезания сообщают дополнительную подачу вдоль оси заготовки.
Предмет изобретения
Способ зубофрезерования цилиндрических зубчатых колес червячной фрезой с подачей заготовки в направлении перпендикулярном ее оси и параллельном плоскости разворота фрезерного суппорта, о т л ич а ющ и и с я тем, что, с целью исключения зависимости параметров червячных фрез от щирины заготовки, фрезерному суппорту в конце периода врезания сообщают дополнительную подачу вдоль оси заготовки.
л
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОФРЕЗЕРНЫЙ СТАНОК | 1971 |
|
SU303154A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Способ нарезания цилиндрических колес | 1960 |
|
SU134546A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ | 1968 |
|
SU217916A1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| Способ снятия фаски по профилю зуба у зубчатых колес | 1955 |
|
SU109697A1 |