Известны способы снятия фасок по профи.тям зубьев на торцах зубчатых колес в индивидуальном и мелкосерийном нроизводстве. Эти операцни осуществляются с применением пальцевых или трубчатых фрез, а также летучими резцами.
Особенностью описываемого способа яв.тяется то. что в качестве и 1струмента применяется конусная фреза, ось которой расположена наралле.пьно оси изделия. Во время работы ф)еза перемещается по .тинии симметрии впадины об)абатываемого ко.теса и вдо.ть своей осн. снимая по контуру профиля зуба фаску равномерной ширины.
При обработке прямозубых колес фаска наносится одновременно па профилях двух соседних зубьев.
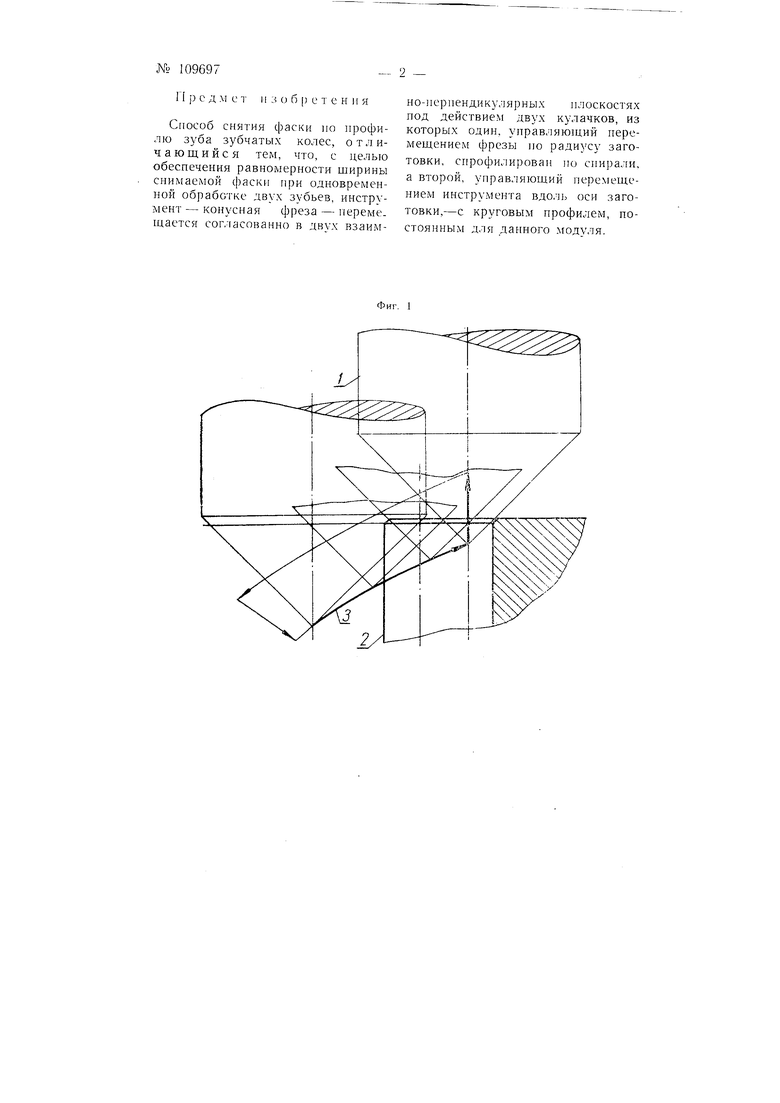
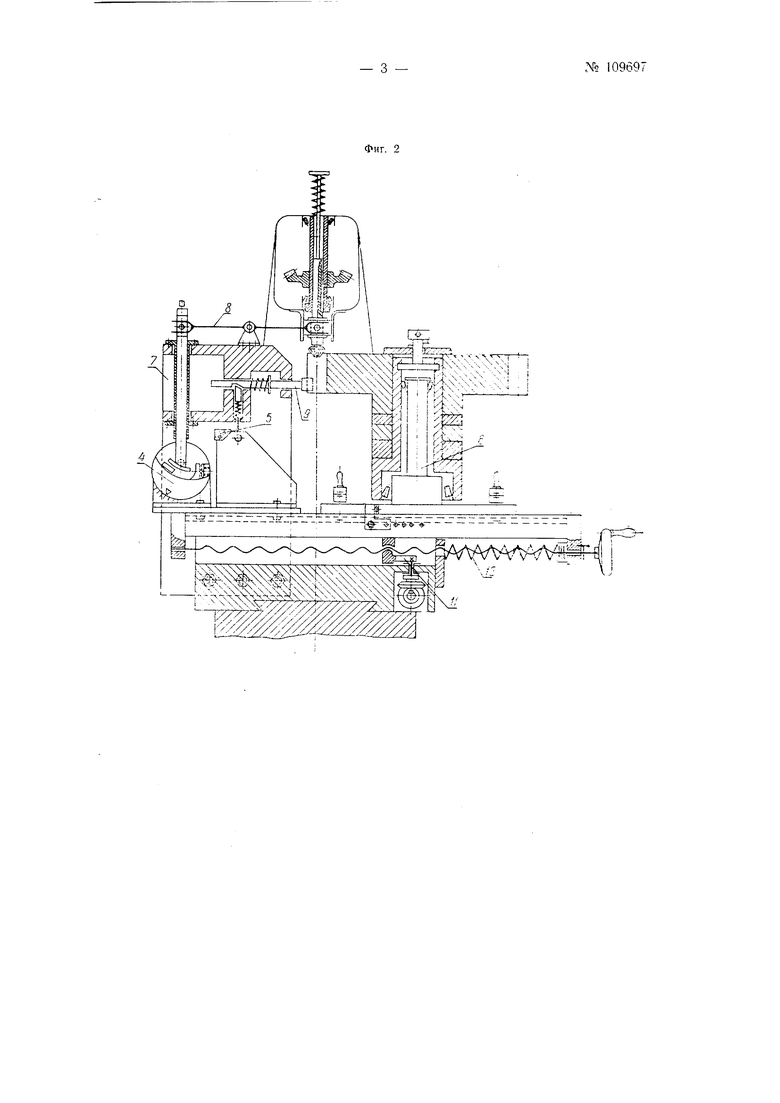
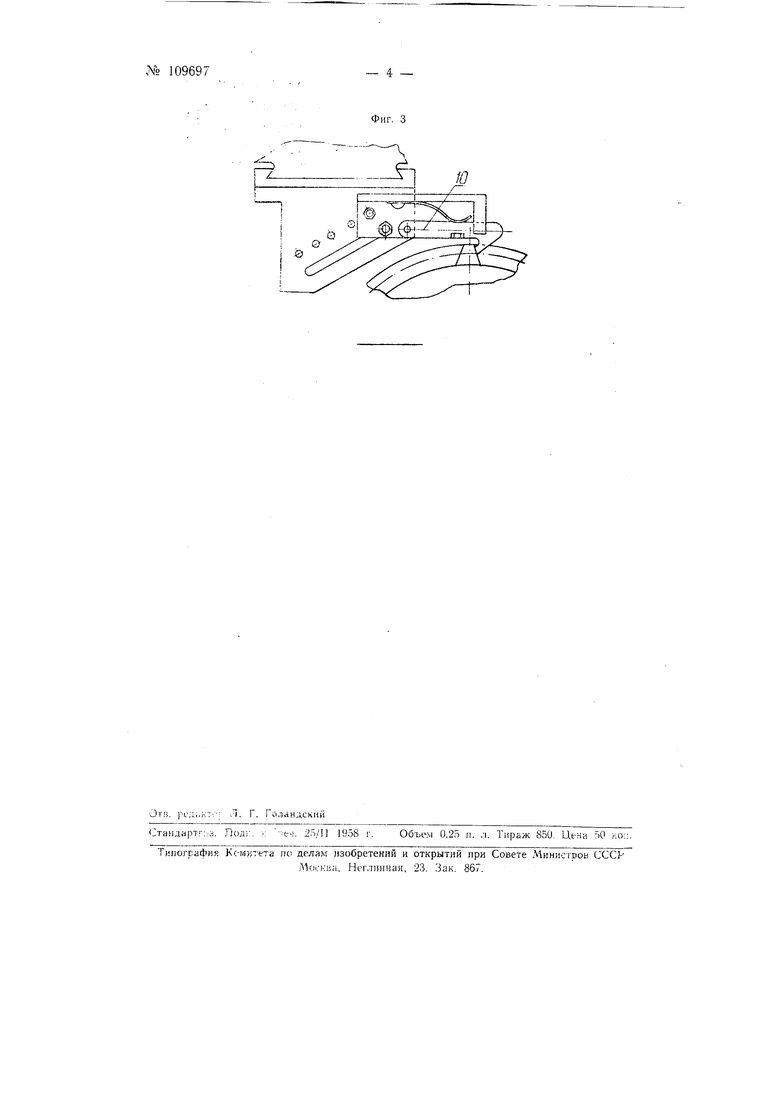
На фиг. 1 показана схема установки и перемещения инструмента относительно изделия; па фиг. 2- схема устройства приспособления к вертикально-фрезерному станку для снятия фасок на зубьях колес; на фиг. 3-схема устройства для поворота изделия.
Инструмент / помещается во внадине между зубьями обрабатываемого колеса 2 и в 1езультате перемещения по линии симметрии впадины колеса, а также вдоль его оси, описывает своей верщиной траекторию, показанную стрелкой 5.
На столе станка кренятся: поворотный копир 4 с кротовым профилем, кронштейн с плоским ку.тачком 5 и приспособление для устаповки обрабатываемой заготовки 6.
На поперечных салазках станка прнкренляются: кронщтейн 7. несущий рычажное устройство 8 для переА ещения под действием поворотного копира 4, инструмента 1. фиксатор изделия 9 и собачка 10 для поворота изделия.
Рабочее движение стола осуществ.1яетс;т спира/ьным ку.тачком У/, обратное-от пружииы 12. При обратном движении стола под действием кулачка 5 фиксатор 9 выводится из изделия, и оно собачкой 10 поворачивается па один зуб.
Пред м с т i I 3 (J б () е т е н 11 я
Способ снятия фаски но профилю зуба зубчатых колес, отличающийся тем, что, с целью обеспечения равномерности ширины снимаемой фаски при одновреыенHoti обработке двух зубьев, инструмент - конусная фреза - перемещается сог.тасованно в ДВУХ взаимно-перпендикулярных плоскостях под действием двух кулачков, из которых один, унравляющий переамещением фрезы по радиусу заготовки, спрофилирован по спирали, а второй, управляющий перемещением инструмента вдол); оси заготовки,-с круговым профилем, ностояпным для данного модуля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания цилиндрических колес | 1960 |
|
SU134546A1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
| Станок для закругления торцев зубьев зубчатых колес | 1991 |
|
SU1794602A1 |
| Способ зубофрезерования цилиндрических зубчатых колес | 1961 |
|
SU150738A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС СО СНЯТИЕМ ФАСОК НА ИХ ТОРЦАХ | 2007 |
|
RU2343048C1 |
| СТАНОК ДЛЯ НАСЕЧКИ ЗУБЬЕВ ПИЛ | 1971 |
|
SU289875A1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических зубчатых колес | 1991 |
|
SU1816575A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Многооперационный зубообрабатывающий автомат | 1991 |
|
SU1808530A1 |