Известны зубофрезерные станки с упрощенной кинематической схемой, для изготовления только мелкомодульных прямозубых цилиндрических зубчатых колес, имеющие в цепи деления универсальпый двойной шарнир, соединяющий фрезерный шпиндель с гитарой деления. Подача режущего инструмента вдоль оси изделия перпендикулярно к ней осуществляется за счет углового расположения универсального двойного шарнира с промежуточным телескопическим валиком. В результате при непараллельности осей выходных валиков шарнира из-за разворота фрезерного шпинделя на угол наклона червячной фрезы возникают значительные кинематические погрешности, особенно при болыних модулях иарезаемой шестерни.
Станки оиисаиной конструкции не могут быть использоваиы для нарезания косозубого зубчатого колеса. При высоких скоростях становятся значительными динамические погрешности. Ограничиваются возможности уведичепия массы шп1-:иделя фрезы и его жесткости. Для иолучения жесткой и беззазорной конструкции необходимо увеличивать массу универсальиого шарнира, так как иа него неносредственно действуют силы резания.
Предлагаемый зубофрезерный станок для нарезания мелкомодульиых прямозубых и косозубых колес отличается иростой кинематической схемой цени деления, обеспечивающей диагональиое бездифференциальное зубофрезерование способом обката, исключает кинематические погрешности цепи деления, позволяет расширить диапазон нарезаемых модулей, увеличить скорости обработки, долговечность элементов цепи деления и инструмента.
Для зтого делительная цепь выполнена короткой, с зубчатой цилиндрической передачей от гитары деления на фрезерный шпиндель. Для диагональной подачи при нарезанни шестерни иснользуется качательное движение фрезериого суппорта около оси гитары деле11ИЯ, а разворот на угол наклона спирали червячной фрезы и зуба шестерни осуществляется узлом шпинделя изделия. Одновременно с нодачей вдоль зуба происходит дополиитсльная осевая нодача червячной фрезы, комненсирующая дополнительный разворот нрн качании зубчатого колеса на фрезерном шпинделе около зубчатого колеса па входном валу гитары делення.
После установки выходных валов универсального шарнира на угол наклона спирали червячной фрезы и угол наклона иарезаемого колеса применяют относительное установочное неремещение узлов, связанных с выходными валами передачи, а затем устанавливают шпиндель фрезы и шпиндель изделия на расстояние, соответствуюш,ее диаметру изделия.
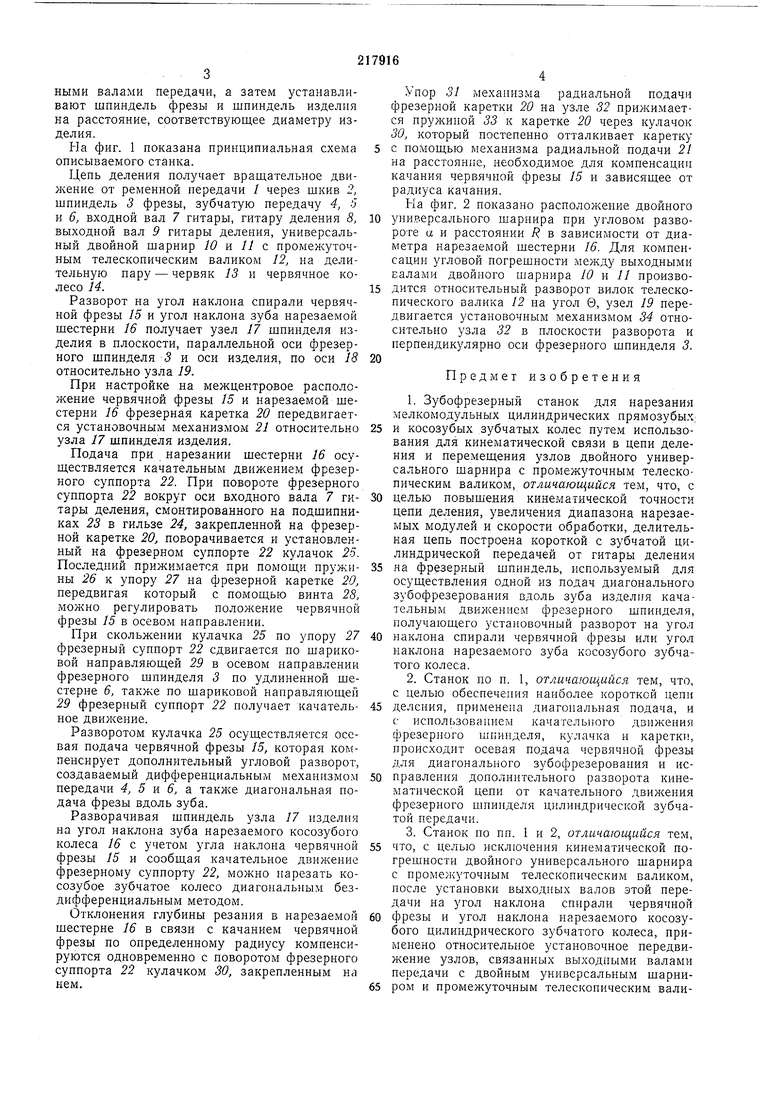
На фиг. 1 показана принципиальная схема описываемого станка.
Цепь деления получает враш,ательное движение от ременной передачи / через шкив 2, шпиндель 3 фрезы, зубчатую передачу 4, 5 и 6, входной вал 7 гитары, гитару деления 8, выходной вал 9 гитары деления, универсальный двойной шарнир 10 ii 11 с промежуточным телескопическим валиком 12, на делительную пару - червяк 13 и червячное колесо 14.
Разворот на угол наклона спирали червячной фрезы /5 и угол наклона зуба нарезаемой шестерни 16 получает узел 17 шпинделя изделия в плоскости, параллельной оси фрезерного шпинделя 3 и оси изделия, по оси 18 относительно узла 19.
При настройке на межцентровое расположение червячной фрезы 15 и нарезаемой шестерни 16 фрезерная каретка 20 передвигается установочным механизмом 21 относительно узла 17 шпинделя изделия.
Подача при нарезании шестерни 16 осуществляется качательным движением фрезерного суппорта 22. При повороте фрезерного суппорта 22 вокруг оси входного вала 7 гитары деления, смонтированного на подшипниках 23 в гильзе 24, закрепленной на фрезерной каретке 20, поворачивается и установленный на фрезерном суппорте 22 кулачок 25. Последний прижимается при помощи пружины 26 к упору 27 на фрезерной каретке 20, передвигая который с помощью винта 2S, можно регулировать положение червячной фрезы 15 в осевом направлении.
При скольжении кулачка 25 по упору 27 фрезерный суппорт 22 сдвигается по шариковой направляющей 29 в осевом направлении фрезерного шпинделя 3 по удлиненной шестерне 6, также по шариковой направляющей 29 фрезерный суппорт 22 получает качательное движение.
Разворотом кулачка 25 осуществляется осевая подача червячной фрезы 15, которая компенсирует дополнительный угловой разворот, создаваемый дифференциальным механизмом передачи 4, 5 н 6, а также диагональная подача фрезы вдоль зуба.
Разворачивая шпиндель узла 17 изделия на угол наклона зуба нарезаемого косозубого колеса 16 с учетом угла наклона червячной фрезы 15 и сообщая качательное движение фрезерному суппорту 22, можно нарезать косозубое зубчатое колесо диагональным бездифференциальным методом.
Отклонения глубины резания в нарезаемой шестерне 16 в связи с качанием червячной фрезы по определенному радиусу компенсируются одновременно с поворотом фрезерного суппорта 22 кулачком 30, закрепленным на нем.
Упор -3/ механизма радиальной подачи фрезерной каретки 20 на узле 32 прижимается пружиной 33 к каретке 20 через кулачок 30, который постепенно отталкивает каретку
с помощью механизма радиальной подачи 21
на расстояние, необходимое для компенсации
качания червячной фрезы 15 и зависящее от
радиуса качания.
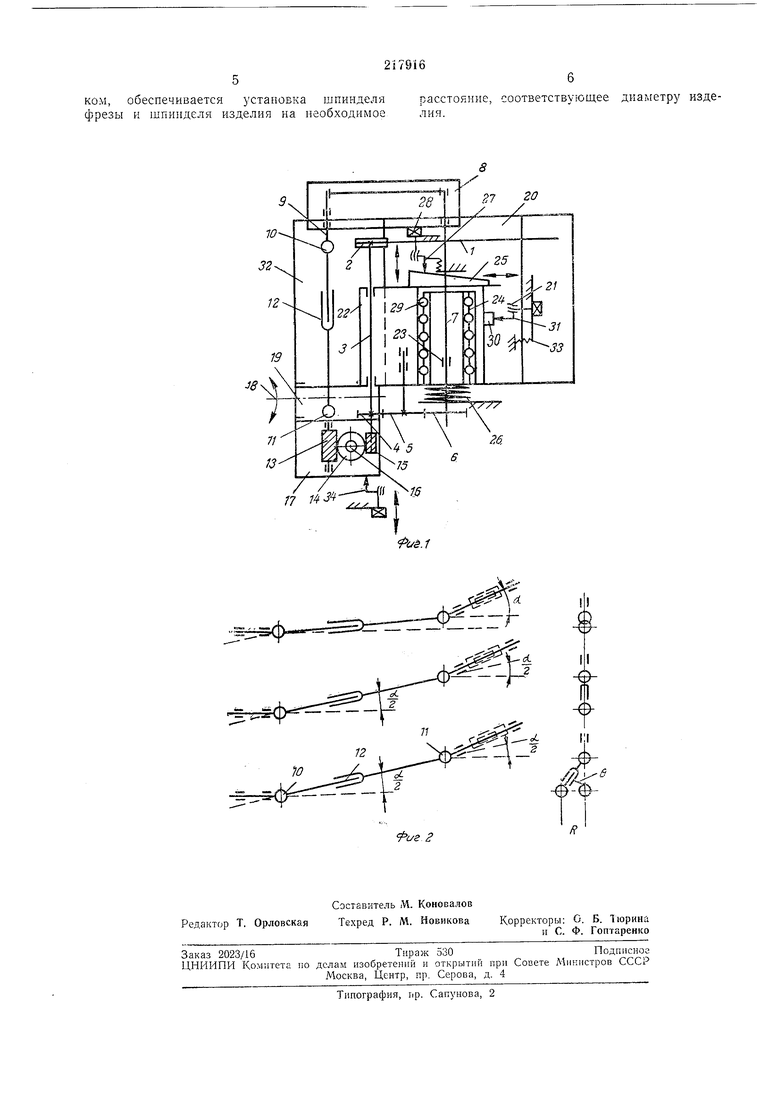
На фиг. 2 показано расположение двойного
универсального шарнира при угловом развороте U и расстоянии R в зависимости от диаметра нарезаемой шестерни 16. Для компенсации угловой погрешности между выходными валами двойного шарнира 10 и // производится относительный разворот вилок телескопического валика 12 на угол 0, узел 19 передвигается установочным механизмом 34 относительно узла 32 в плоскости разворота и перпендикулярно оси фрезерного шпинделя 3.
Предмет изобретения
1.Зубофрезерный станок для нарезания мелкомодульных цилиндрических прямозубыХ;
и косозубых зубчатых колес путем использования для кинематической связи в цепи деления и перемещения узлов двойного универсального щарнира с промежуточным телескопическим валиком, отличающийся тем, что, с
целью повышения кинематической точности цепи деления, увеличения диапазона нарезаемых модулей и скорости обработки, делительная цепь построена короткой с зубчатой цилиндрической передачей от гитары деления
на фрезерный шпиндель, используемый для осуществления одной из подач диагонального зубофрезерования вдоль зуба изделия качательным движением фрезерного шпинделя, получающего установочный разворот на угол
наклона спирали червячной фрезы или угол наклона нарезаемого зуба косозубого зубчатого колеса.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения наиболее короткой цепи
деления, применена диагональная подача, и с использованием качателыюго движения фрезерного шпинделя, кулачка и каретки, происходит осевая подача червячной фрезы для диагонального зубофрезерования и исправления дополнительного разворота кинематической цепи от качательного двил-сения фрезерного шпинделя цилиндрической зубчатой передачи.
3.Станок по пп. i и 2, отличающийся тем, что, с целью исключения кинематической погрешности двойного универсального шарнира с промежуточным телескопическим валиком, после установки выходных валов этой передачи на угол наклона спирали червячной
фрезы и угол наклона нарезаемого косозубого цилиндрического зубчатого колеса, применено относительное установочное передвижение узлов, связанных выходными валами передачи с двойным универсальным шарни5ком, обеспечивается установка шпинделя фрезы и шпинделя изделия на необходимое 6 расстояние, соответствующее диаметру изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК | 1971 |
|
SU303154A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Зубофрезерный станок | 1986 |
|
SU1404214A1 |
| Токарный автомат | 1976 |
|
SU715244A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ | 1973 |
|
SU385686A1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Способ зубофрезерования цилиндрических зубчатых колес | 1961 |
|
SU150738A1 |
«- Г
-Ф- fl
У
4
