Изобретение относится к сварочному производству, а именно к автоматизации сварочных процессов, и может быть использовано при дуговой сварке плавящимся злектродом с поперечными колебаниями сварочной головки для автоматизации ведения ее го стыку.
Целью изобретения является повышение точности слежения.
Сущность изобретения заключается в формировании функциональной зависимости скорости поперечной коррекции от частоты колебаний сварочного электрода.
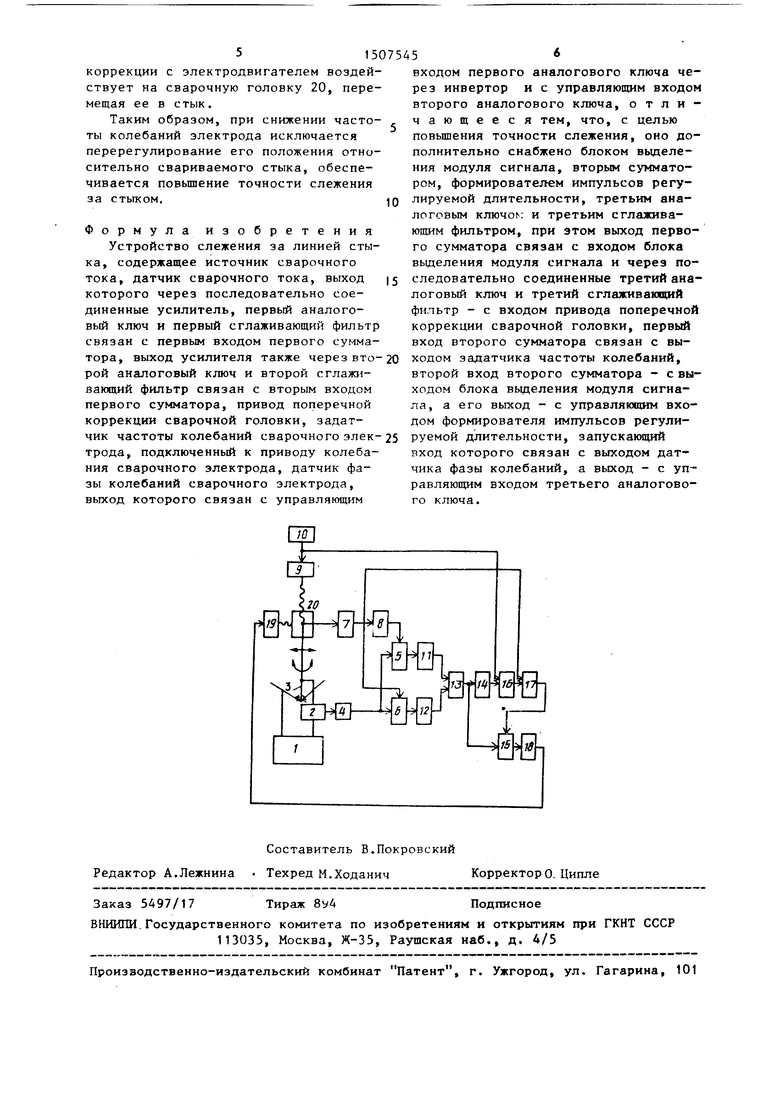
На чертеже приведена функциональная схема устройства.
Устройство слежения за линией стыка содержит, источник 1 сварочного тока, соединенный с датчиком 2 сварочного тока, который связан со сварочным электродом 3 и входом усилителя 4. Выход усилителя 4 соединен с информационными входами первого и второго аналоговых ключей 5 и 6. Управляющий вход первого аналогового ключа 5 соединен с датчиком 7 фазы колебаний электрода через инвертор 8, а управляющий вход второго аналогового ключа 6 присоединен непосредственно к
Cj
О 4
С71
3150
выходу датчика 7 фазы колебаний электрода. Датчик 7 фазы колебаний электрода обеспечивает сигнал логической единицы в левой фазе колебаний элект рода и логического нуля в правой фазе. Привод 9 колебаний электрода содержит электродвигатель, соединенный с эадатчиком 10 частоты колебаний электрода. Датчик 7 фазы колебания электрода связан с электродвигателем привода 9 колебания электрода 3. Выход первого аналогового ключа 5 соединен с входом первого сглаживающего фильтра 11, а выход второго аналого- вого ключа 6 - с входом второго сглаживающего фильтра 12. Выходы сглаживающих фильтров 11 и 12 присоединены к входам первого сумматора 13, выход которого соединен с входом блока 14 выделения модуля сигнала, представляющего собой двухполупериодный вьтря- митель, и информационным входом третьего аналогового ключа 15.
Выход блока 14 выделения модуля сигнала соединен с одним из входов второго сумматора 16, другой вход которого присоединен к задатчику 10 частоты колебаний электрода. Выход второго сумматора 16 присоединен к управляющему входу формирователя 17 импульсов регулируемой длительности. Запускающий вход формирователя 17 импульсов регулируемой длительности присоединен к выходу датчика 7 фазы колебаний электрода. Выход формирователя 17 связан с управляющим входом третьего аналогового ключа 15, выход которого соединен с входом третьего сглаживающего фильтра 18. Выход последнего через привод 19 поперечной коррекции, содержащий электродвигатель (не показан), соединен со сварочной головкой 20.
Устройство работает следующим образом.
При осуществлении сварки и работающем двигателе привода колебаний электрода 3 датчик 7 фазы колебаний электрода вырабатывает прямоугольные импульсы с частотой колебаний электрода, которые инвертируются инвертором 8. Таким образом, на выхода датчика 7 фазы колебаний электрода и инвертора 8 формируются прямоугольные импульсы, находящиеся в противо- фазе и служащие для коммутации сигнала, поступающего с датчика 2 сварочного тока через усилитель 4 на входы
Q 0
5 О Q
-
5
5
5
.)
первого и второго аналоговых . :|., 5 и 6 в и правой фазах нл.леба НИИ электрода 3. Сигналы с выходов аналоговых ключей 5 и 6 сглаживаются первым и вторым сглаживаюпитми ф1шьтра- ми 11 и 12 соответственно. Сглаженные сигналы, поступающие на входы первого сумматора 13, вычитаются в нем. Таким образом, на выходе сумматора 13 формируется сигнал, характеризую- ций смещение электрода от линии стыка как по величине, так и по направлению. Отклонение, вызванное управляющим сигналом, зависит от периода колебаний электрода, В связи с этим при малой частоте колебаний из-за медленного обновления информации в фазах колебаний электрода появляется ошибка в отслеживании электродом линии стыка, что обусловливает необходимость при формировании управляющего воздействия на привод поперечной коррекции учитывать не только разность токов в фазах колебаний электрода, но и частоту колебаний его.
Блоком 14 выделения модуля сигнала формируется сигнал абсолютной величины разности токов, который суммируется во втором сумматоре 16 с напряжением с задатчика 10 частоты колебаний, которое пропорционально скорости колебаний электрода 3. Сигнал с датчика 7 фазы колебаний электрода, поступающий на запускающий вход формирователя 17 импульсов регулируемой длительности, осуществляет запуск его по переднему фронту, а длительность импульса определяется напряжением с второго сумматора 16, поступающим на управляющий вход формирователя 17. При этом длител{-ность сигнала на выходе формирователя 17 имп льсов регулируемой длительности будет зависеть от величины разности токов в левой и правой фазах колебаний электрода. Большей разности токов на выходе первого сумматора 13 будет соответствовать и большая длительность сигнала на выходе формирователя 17 импульсов регулируемой длительности. Сигнал с формирователя 17 является управляющим для третьего аналогового ключа 15, коммутирующего сигнал разности токов в левой и правой фазах колебаний электрода Сглаженный третьим сглаживающим фильтром 18 сигнал с третьего аналогового ключа 15 через привод 19 поперечной

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2212321C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2217277C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2205730C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| УСТРОЙСТВО ВЫДЕЛЕНИЯ ИНФОРМАЦИИ И УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2003 |
|
RU2240903C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2152857C1 |
Изобретение относится к сварочному производству, а именно к автоматизации сварочных процессов, и может быть использовано при дуговой сварке плавящимся электродом с поперечными колебаниями сварочной головки для автоматизации ведения ее по стыку. Цель изобретения - повышение точности слежения за линией стыка. Устройство содержит источник сварочного тока, датчик сварочного тока с усилителем, два аналоговых ключа, два сглаживающих фильтра, сумматор, датчик фазы колебаний электрода, привод колебаний электрода, задатчик частоты колебаний электрода, привод поперечной коррекции. В устройство дополнительно введены блок выделения модуля сигнала разности токов в фазах колебаний электрода, второй сумматор, формирователь импульсов регулируемой длительности, третий аналоговый ключ и третий сглаживающий фильтр. Вновь введенные блоки обеспечивают формирование функциональной зависимости скорости поперечной коррекции от частоты колебаний сварочного электрода. Это исключает перерегулирование положения электрода при малой частоте колебаний сварочной горелки. 1 ил.
| Авторское свидетельство СССР К 1003454, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
