Изобретение относится к области автоматизации сварочных процессов, более точно - к автоматизации электродуговой сварки разделанных и угловых швов в среде защитных газов и под флюсом. Оно может найти применение в машиностроении, приборостроении, судостроении и др. областях промышленности.
До настоящего времени большинство процессов электродуговой сварки ведется вручную, требует высокой квалификации сварщика и поддается автоматизации на массовом производстве лишь при условии качественной разделки швов и высокой точности установки деталей по отношению к сварочному стенду. Это связано с тем, что для получения качественного шва при прочих равных условиях необходимо непрерывное совмещение оси горелки с серединой стыка, а также коррекция положения электрода в плоскости нормали шва при неплоских стыках (выпуклых или вогнутых). Таким образом, указанное совмещение является основным условием автоматизации электросварочного процесса.
Известен ряд устройств для наведения электрода на стык свариваемых кромок с использованием дуги в качестве чувствительного элемента (см. Тимченко В. А. и др. Системы автоматического наведения электрода на линию соединения с использованием дуги в качестве датчика //Автоматическая сварка. - 1981. -N 6. -с. 59-64).
Наиболее близким по технической сущности является устройство автоматического управления положением сварочной головки, содержащее датчик величины сварочного тока, полосовой фильтр, первый синхронный детектор, первый фильтр низкой частоты, датчик фазы сканирования и привод перемещения сварочной головки относительно стыка с усилителем, второй синхронный детектор, второй фильтр низкой частоты и привод перемещения сварочной головки относительно нормали с усилителем (а. с. СССР N 1181806, МКИ4 B 23 K 9/10, Б.И. N 36, 30.09.85).
Недостаток этого устройства состоит в том, что оно при электродуговой сварке не обеспечивает получения качественного шва вследствие взаимного влияния каналов управления.
Задачей изобретения является повышение качества сварного соединения путем расширения функциональных возможностей устройства, обеспечивающего слежение за стыком, имеющим кривизну в двух плоскостях и коррекции величины сварочного тока.
Устройство автоматического управления положением сварочной головки содержит датчик величины сварочного тока, подключенный к шунту сварочной головки. С шунтом соединяется канал управлением положением сварочной головки, включающий последовательно соединенные по информационным входам полосовой фильтр, первый синхронный детектор, первый фильтр низкой частоты и привод перемещения сварочной головки поперек стыка с усилителем. К выходу полосового фильтра подключается канал управления положением сварочной головки относительно нормали, включающий последовательно соединенные второй синхронный детектор, второй фильтр низкой частоты и привод перемещения сварочной головки относительно нормали с усилителем. К сварочной горелке подключен датчик фазы сканирования, первый и второй выходы которого соединены с управляющими входами соответственно первого и второго синхронных детекторов. Устройство автоматического управления положением сварочной головки отличается тем, что в устройство введены первый компаратор, второй компаратор, первый аналоговый ключ, схема ИЛИ и канал коррекции величины сварочного тока, подключенный к выходу датчика сварочного тока. Канал коррекции величины сварочного тока включает последовательно соединенные сглаживающий фильтр, схему сравнения, второй аналоговый ключ, привод перемещения сварочной головки по высоте с усилителем и задатчик опорного напряжения. Выход задатчика опорного напряжения соединен со вторым входом схемы сравнения, причем вход первого компаратора соединен с выходом первого фильтра низкой частоты, а его выход с первыми входами первого аналогового ключа и схемы ИЛИ. Второй вход первого аналогового ключа соединен с выходом второго фильтра низкой частоты, а его выход с входами привода перемещения сварочной головки относительно нормали с усилителем и второго компаратора. Выход второго компаратора которого соединен со вторым входом схемы ИЛИ, а выход схемы ИЛИ соединен со вторым входом второго аналогового ключа.
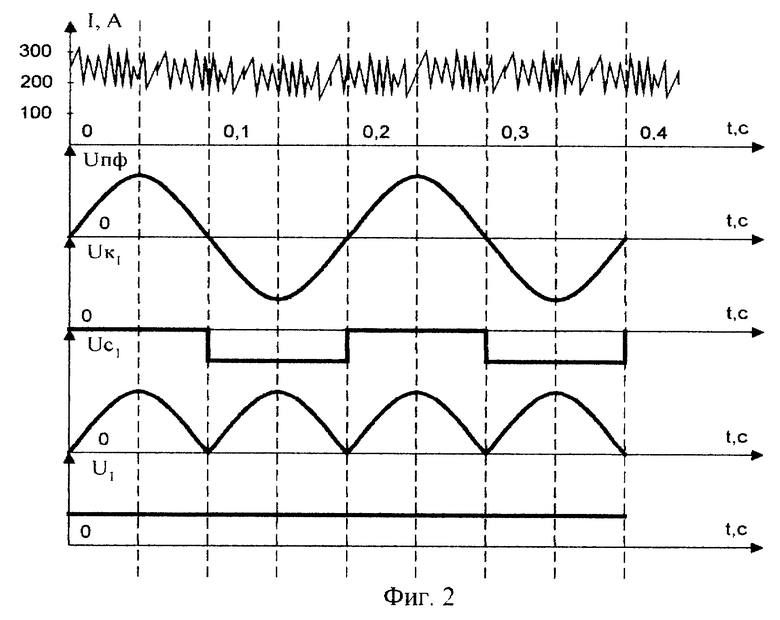
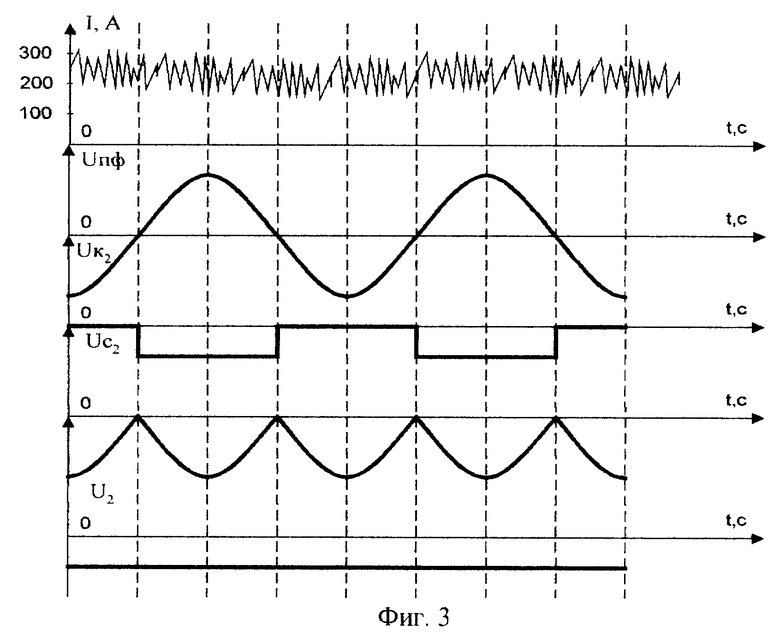
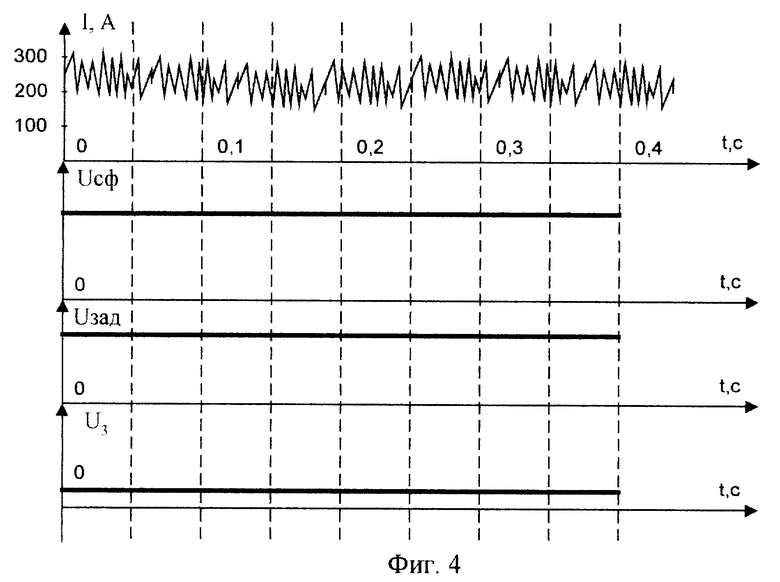
Сущность предлагаемого изобретения поясняется чертежом, где на фиг. 1 представлена структурная схема устройства автоматического управления положением сварочной головки; на фиг. 2 - графики при положении электрода по нормали к месту сварки, но смещенного относительно оси стыка; на фиг. 3 - графики при положении электрода на оси стыка, но отклоненного от нормали к месту сварки; на фиг 4 - графики, соответствующие работе канала коррекции величины сварочного тока.
На фиг. 2-4 приняты следующие обозначения: I, А - осциллограмма сварочного тока; график Uпф - кривая на выходе полосового фильтра; Uk1 - сигнал на первом выходе датчика фазы сканирования; Uc1 - сигнал на выходе первого синхронного детектора; U1 - управляющий сигнал на выходе первого фильтра низкой частоты (ФНЧ); Uk2 - сигнал на втором выходе датчика фазы сканирования; Uc2 - сигнал на выходе второго синхронного детектора; U2 - управляющий сигнал на выходе второго ФНЧ; Uсф - сигнал на выходе сглаживающего фильтра; Uзад - сигнал на выходе задатчика опорного напряжения; U3 - управляющий сигнал на выходе устройства сравнения.
Устройство автоматического управления положением сварочной головки содержит канал управления положением сварочной головки относительно стыка, включающий в себя шунт 1, подключенный к сварочной головке 2, датчик величины сварочного тока 3, связанный через полосовой фильтр 4 с информационным входом первого синхронного детектора 5, выход которого через первый фильтр низкой частоты 6 связан с приводом 7 перемещения сварочной головки поперек стыка с усилителем, датчик фазы сканирования 8, первый выход которого связан с опорным входом первого синхронного детектора 5. Канал управления положением сварочной головки относительно нормали содержит второй синхронный детектор 9, информационный вход которого через полосовой фильтр связан с датчиком величины сварочного тока 3. Выход второго синхронного детектора 9 через второй фильтр низкой частоты 10 и первый аналоговый ключ 11 связан с приводом 12 перемещения сварочной головки относительно нормали с усилителем. Второй выход датчика фазы сканирования 8, выделяющий колебания, сдвинутые на 90o относительно первого выхода, связан с управляющим входом второго синхронного детектора 9. Первый компаратор 13, схема ИЛИ 14, первый вход которой соединен с выходом первого компаратора 13, второй вход схемы ИЛИ 14 подключен к выходу второго компаратора 15. Управляющий вход первого аналогового ключа 11 соединен с выходом первого компаратора 13, а выход также подключен к входу второго компаратора 15. Третий канал коррекции величины сварочного тока содержит сглаживающий фильтр 16, вход которого подключен к выходу датчика величины сварочного тока 3, а выход связан с первым входом схемы сравнения 17, на второй вход которой подается опорное напряжение с задатчика 18. Выход сравнивающего устройства 17 подключен к входу второго аналогового ключа 19, на управляющий вход которого подается сигнал с выхода схемы ИЛИ, выход второго аналогового ключа 19 связан с приводом 20 перемещения сварочной головки по высоте с усилителем.
Устройство автоматического управления положением сварочной головки работает следующим образом.
При смещении горелки относительно оси стыка в сварочном токе присутствует гармоническая составляющая на частоте колебаний дуги (фиг. 2, 3). Эта составляющая выделяется на датчике 3 и полосовом фильтре 4, обрабатывается на синхронном детекторе 5 и первом фильтре низкой частоты 6, на выходе которого формируется управляющее напряжение (фиг. 2, график U1), которое посредством привода 7 управления положением сварочной головки относительно стыка с усилителем совмещает ее с осью стыка. При совмещении с осью стыка на первый компаратор 13 поступает низкий уровень напряжения, на выходе которого формируется сигнал логического нуля. Сигнал логического нуля действует на первый аналоговый ключ 11 и открывает канал управления положением сварочной головки в плоскости нормали. При отклонении продольной оси горелки от нормали в сварочном токе появляется гармоническая составляющая на частоте колебаний дуги, сдвинутая по фазе на 90o относительно гармонической составляющей, появляющейся при смещении горелки по отношению к оси стыка. Эта составляющая выделяется на датчике 3 и полосовом фильтре 4, обрабатывается на втором синхронном детекторе 9 и фильтре низкой частоты 10, на выходе которого формируется управляющее напряжение (фиг. 3, график U2), которое посредством привода 12 управления положением сварочной головки относительно нормали с усилителем совмещает ось горелки с нормалью. При совмещении электрода с нормалью стыка гармоническая составляющая на частоте колебаний дуги исчезает и на второй компаратор 15 поступает низкий уровень напряжения, на выходе которого формируется сигнал логического нуля. Сигнал логического нуля воздействует на второй вход схемы ИЛИ 14 и дает разрешение на работу канала коррекции величины сварочного тока. При воздействии на первый вход схемы ИЛИ 14 сигнала логического нуля с первого компаратора 13 открывается канал коррекции величины сварочного тока. Величина сварочного тока, поступающая с датчика 3, преобразуется сглаживающим фильтром 16, сравнивается с величиной опорного напряжения в схеме сравнения 17, на выходе которой формируется сигнал управления (фиг. 3, график U3), который посредством привода 20 коррекции величины сварочного тока управляет сварочной головкой по высоте. При повторном смещении горелки относительно оси стыка на выходах компаратора 13 и схемы ИЛИ 14 появляется сигнал логической единицы, аналоговые ключи 11, 19 закрываются и работает только канал управления положением сварочной головки относительно стыка. Таким образом наибольший приоритет в работе имеет канал управления положением сварочной головки относительно стыка, затем канал управления положением сварочной головки в плоскости нормали и наименьший канал коррекции величины сварочного тока.
По сравнению с прототипом качество сварного соединения повышается за счет введения канала коррекции величины сварочного тока, а также разделения работы каналов управления во времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 1999 |
|
RU2147270C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2205730C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2212321C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2251474C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2217277C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
Изобретение относится к области автоматизации сварочных процессов, более точно - к автоматизации электродуговой сварки разделанных и угловых швов в среде защитных газов и под флюсом. Оно может найти применение в машиностроении, приборостроении, судостроении и других областях промышленности. Технический результат - повышение качества сварного соединения. Устройство автоматического управления положением сварочной головки, содержащее каналы управления положением сварочной головки относительно стыка, нормали и коррекции величины сварочного тока, снабжено каналом коррекции сварочного тока. В устройстве осуществлено временное разделение работы каналов. 4 ил.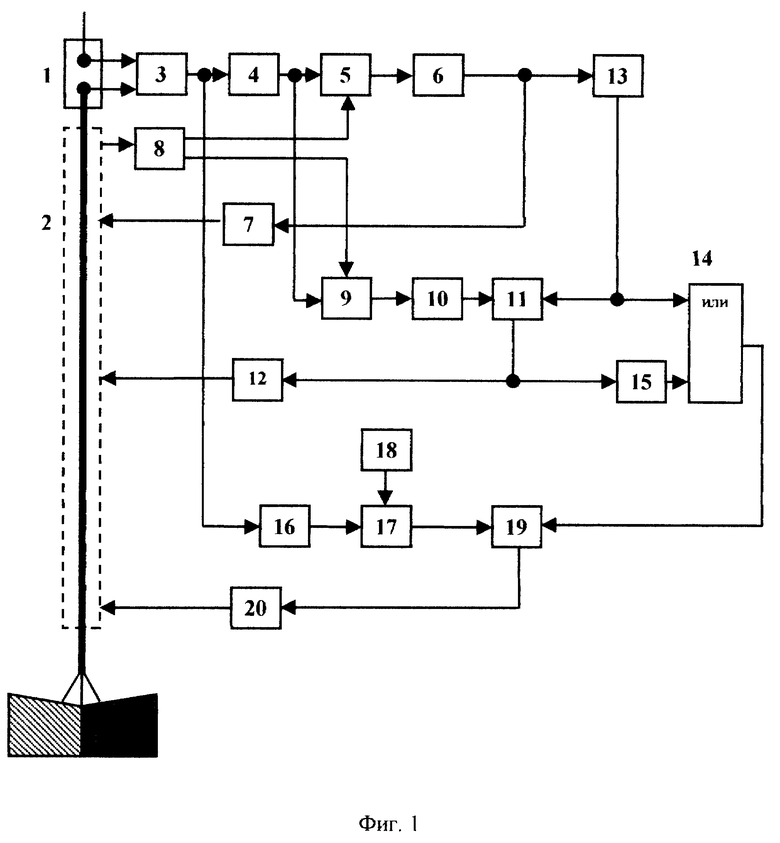
Устройство автоматического управления положением сварочной головки, содержащее датчик величины сварочного тока, подключенный к шунту сварочной головки, канал управления положением сварочной головки, подключенный к выходу датчика сварочного тока и включающий последовательно соединенные по информационным входам полосовой фильтр, первый синхронный детектор, первый фильтр низкой частоты и привод перемещения сварочной головки поперек стыка с усилителем, канал управления положением сварочной головки относительно нормали, включающий второй синхронный детектор, информационный вход которого подключен к выходу полосового фильтра, а выход ко второму фильтру низкой частоты и привод перемещения сварочной головки относительно нормали с усилителем, а также датчик фазы сканирования, первый и второй выходы которого соединены с управляющими входами соответственно первого и второго синхронных детекторов, отличающееся тем, что в устройство введены первый компаратор, второй компаратор, первый аналоговый ключ, схема ИЛИ и канал коррекции величины сварочного тока, подключенный к выходу датчика сварочного тока и включающий последовательно соединенные сглаживающий фильтр, схему сравнения, второй аналоговый ключ и привод перемещения сварочной головки по высоте с усилителем, задатчик опорного напряжения, выход которого соединен со вторым входом схемы сравнения, вход первого компаратора соединен с выходом первого фильтра низкой частоты, а его выход с первыми входами первого аналогового ключа и схемы ИЛИ, второй вход первого аналогового ключа соединен с выходом второго фильтра низкой частоты, а его выход с входами привода пермещения сварочной головки относительно нормали с усилителем и второго компаратора, выход которого соединен со вторым входом схемы ИЛИ, выход схемы ИЛИ соединен со вторым входом второго аналогового ключа.
| Способ управления положением сварочной горелки относительно стыка и устройство для его осуществления | 1984 |
|
SU1181806A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ МЕТАЛЛА В ЗАЩИТНОМ ГАЗЕ | 1992 |
|
RU2044611C1 |
| Крановый крюк-самоотцеп | 1953 |
|
SU100721A1 |
| ЖЕСТКИЙ ПЕНОПОЛИУРЕТАН С НИЗКОЙ ПЛОТНОСТЬЮ, ВСПЕНИВАЕМЫЙ ТОЛЬКО ПОД ДЕЙСТВИЕМ ВОДЫ | 2013 |
|
RU2631250C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2436646C1 |
