Предлагаемое изобретение относится к области автоматизации сварочных процессов, более точно - к автоматизации электродуговой сварки разделанных и угловых швов в среде защитных газов и под флюсом. Оно может найти применение в машиностроении и приборостроении.
До настоящего времени большинство процессов электродуговой сварки ведется вручную, требует высокой квалификации сварщика и поддается автоматизации на массовом производстве лишь при условии качественной разделки швов и высокой точности установки деталей по отношению к сварочному стенду. Это связано с тем, что для получения качественного шва при прочих равных условиях необходимо непрерывное совмещение оси горелки с серединой стыка при неплоских стыках (выпуклых или вогнутых). Таким образом, указанное совмещение является основным условием автоматизации электросварочного процесса.
Известен ряд устройств для наведения электрода на стык свариваемых кромок с использованием дуги в качестве чувствительного элемента (см. Тимченко В.А. и др. Системы автоматического наведения электрода на линию соединения с использованием дуги в качестве датчика // Автоматическая сварка. - 1981. - N 6. - с.59-64).
Известно устройство управления движением сварочной головки относительно оси стыка при механизированном процессе сварки, содержащее датчик сварочного тока (или напряжения), датчик знака отклонения дуги, аналоговые интеграторы, схему управления, привод перемещения сварочной горелки поперек стыка и схему управления этим приводом (патент ФРГ № 2533448, опубликованный 27.01.77 г., МПК 5 В 23 К 9/10).
Недостатком данного устройства является то, что измерение электрических параметров дуги производят в течение одного периода ее качания поперек стыка и, следовательно, результат его зависит от флуктуаций тока или напряжения, характерных для процесса электросварки, что снижает качество получаемого шва.
Наиболее близким по технической сущности является устройство формирования ширины шва, содержащее датчик величины сварочного тока, подключенный через предварительный усилитель к входу полосового фильтра, датчик положения дуги, привод подачи сварочной горелки вдоль стыка, привод коррекции сварочной горелки поперек стыка, регулятор амплитуды колебания электрода, второй полосовой фильтр, выпрямитель, схему сравнения, сумматор, синхронный детектор и сглаживающий фильтр, причем первый полосовой фильтр настроен на частоту колебания дуги, второй полосовой фильтр - на двойную частоту колебания дуги, выход первого полосового фильтра через синхронный детектор и сглаживающий фильтр связан с приводом коррекции сварочной горелки поперек стыка, выход датчика величины сварочного тока через второй полосовой фильтр, выпрямитель, схему сравнения связан с регулятором амплитуды колебания электрода и через сумматор по первому входу - с приводом подачи сварочной горелки вдоль стыка, причем второй вход сумматора связан с задатчиком начальной скорости привода подачи сварочной горелки вдоль стыка, а выход датчика положения дуги - с управляющим входом синхронного детектора (Патент СССР № 1187940, МКИ 3 В 23 К 9/10, Бюл. №40, 30.10.1985 г.).
Задачей предложенного изобретения является повышение качества сварного соединения.
Поставленная задача достигается тем, что в известное устройство, содержащее первый канал управления положением сварочной головки, включающий предварительный усилитель, вход которого подключен к шунту в цепи сварочного тока, а выход через полосовой фильтр - к сигнальному входу синхронного детектора, управляющий вход которого подсоединен к выходу датчика положения дуги, причем выход синхронного детектора через сглаживающий фильтр и усилитель коррекции соединен с приводом коррекции сварочной головки поперек стыка и канал управления амплитудой сканирования дуги и скоростью сварки, включающий полосовой фильтр, настроенный на двойную частоту сканирования дуги, вход которого подключен к выходу предварительного усилителя, а вход - к выпрямителю, причем выход выпрямителя подсоединен к одному из входов системы сравнения, на второй вход которой подан опорный сигнал Uоп, выход схемы сравнения через усилитель амплитуды подключен к регулятору амплитуды колебания электрода и к входу сумматора, выход которого соединен с приводом подачи сварочной горелки вдоль стыка, второй вход сумматора соединен с задатчиком начальной скорости привода подачи сварочной горелки Un, дополнительно введен канал управления скоростью подачи проволоки, который содержит триггер Шмитта, вход которого подключен к сварочной горелке, а выход - к элементу И, ко второму входу которого подключен генератор импульсов, второй выход которого подключен к счетчику, а третий выход - к регистру, причем на второй вход счетчика подключен элемент И, выход счетчика подключен ко входу регистра, выход регистра подключен к цифроаналоговому преобразователю, выход которого подключен к одному из входов схемы сравнения, ко второму входу которого подключен выход усилителя амплитуды. Выход схемы сравнения подключен ко входу усилителя, выход которого подключен к приводу подачи проволоки.
В устройстве автоматического управления положением сварочной головки полосовой фильтр, усилитель, синхронный детектор, сглаживающий фильтр, привод, выпрямитель, устройство сравнения, триггер Шмидта, элемент И, генератор импульсов, счетчик, регистр, цифроаналоговый преобразователь используются по своему прямому назначению и известны в электротехнике. Однако совокупность соединений, указанная выше, в патентной и научно-технической литературе не обнаружены.
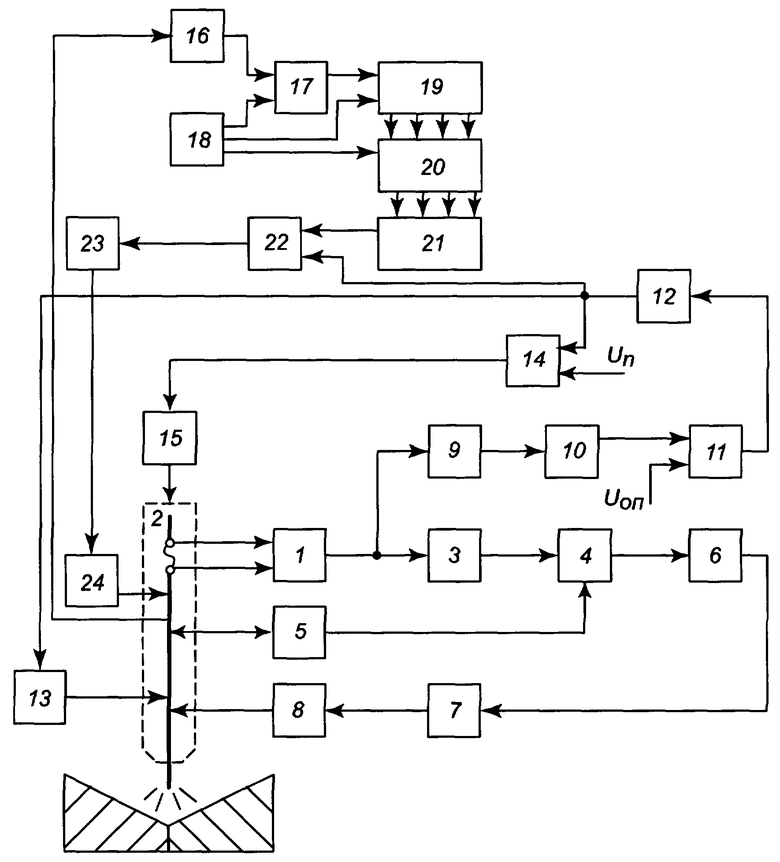
Сущность предлагаемого изобретения поясняется чертежом, где представлена структурная схема устройства автоматического управления положением сварочной головки.
Устройство автоматического управления положением сварочной головки содержит предварительный усилитель 1, вход которого подключен к шунту 2 в цепи сварочного тока, а выход через полосовой фильтр 3 - к сигнальному входу синхронного детектора 4, управляющий вход которого присоединен к колебателю 5. Выход синхронного детектора 4 через сглаживающий фильтр 6 и усилитель 7 коррекции соединен с приводом коррекции сварочной горелки поперек стыка. Указанные элементы составляют канал управления положением сварочной горелки относительно середины стыка.
Канал управления амплитудой сканирования дуги и скоростью сварки содержит полосовой фильтр 9, настроенный на двойную частоту сканирования дуги, вход которого подключен к выходу предварительного усилителя 1, а выход - к выпрямителю 10. Выход выпрямителя 10 подсоединен к одному из входов схемы 11 сравнения, на второй вход которой подан опорный сигнал Uoп, выход схемы 11 сравнения через усилитель 12 амплитуды подключен к регулятору 13 амплитуды колебаний электрода и к входу сумматора 14, на второй вход которого подан сигнал Un, задающий начальную скорость привода подачи сварочной горелки, и выход которого соединен с задатчиком 15 начальной скорости привода подачи электросварочной горелки.
Канал управления скоростью подачи проволоки содержит триггер Шмидта 16, вход которого подключен к сварочной горелке, а выход - к элементу 17 И, ко второму входу которого подключен генератор импульсов 18, второй выход которого подключен к счетчику 19, а третий выход - к регистру 20. На второй вход счетчика 19 подключен элемент 17 И, выход счетчика 19 подключен ко входу регистра 20, выход регистра 20 подключен к цифроаналоговому преобразователю 21, выход которого подключен к одному из входов схемы 22 сравнения, ко второму входу которого подключен выход усилителя 12 амплитуды. Выход схемы 22 сравнения подключен ко входу усилителя 23, выход которого подключен к приводу подачи проволоки 24.
Устройство автоматического управления положением сварочной головки работает следующим образом.
В случае, когда среднее положение колеблющейся дуги (электрода) смещено от середины стыка на величину амплитуды колебания, при движении электрода к кромке шва ток увеличивается, а при удалении от нее уменьшается, но так как электрод не пересекает середину стыка, повторное увеличение тока отсутствует, и частота гармонической составляющей тока дуги оказывается равной частоте вынужденных колебаний дуги. Если среднее положение дуги совпадает с серединой стыка, то за каждый полупериод качания ток дуги увеличивается при подходе к кромке и уменьшается при удалении от нее до середины стыка, после чего электрод начинает приближаться к другой кромке, и ток снова начинает увеличиваться - в нем возникает гармоническая составляющая с двойной частотой вынужденных колебаний дуги, а гармоническая составляющая на частоте вынужденных колебаний дуги отсутствует. Во всех промежуточных случаях присутствуют обе гармонические составляющие с различным соотношением их амплитуд.
Таким образом, с шунта 2 в цепи сварочного тока через предварительный усилитель 1 величина сварочного тока подается на полосовой фильтр 3, при смещении оси относительно стыка в сварочном токе появляется гармоническая составляющая на частоте сканирования дуги, которая выделяется полосовым фильтром 3, детектируется синхронным детектором 4, на который поступает сигнал из датчика 5 положения дуги, затем сглаживается фильтром 6, усиливается усилителем 7 коррекции и поступает на привод 8 перемещения сварочной горелки поперек стыка, который совмещает сварочную горелку с серединой стыка.
При движении электросварочной горелки вдоль стыка ток дуги содержит гармоническую составляющую на двойной частоте сканирования, которая выделяется полосовым фильтром 9. Если ширина разделки меняется по длине стыка, то соответственно меняется амплитуда этой гармоники. Сигнал с выхода полосового фильтра 9 через выпрямитель 10 поступает на первый вход схемы 11 сравнения, на второй вход которого подается опорный сигнал, соответствующий заданному значению тока второй гармоники. По разности заданного и текущего значений амплитуды второй гармоники на выходе схемы 11 сравнения формируется сигнал управления амплитудой колебаний, который через усилитель 12 подается на регулятор 13 амплитуды колебаний электрода. Также сигнал управления амплитудой колебаний подается на один из входов сумматора 14, на второй вход которого подано значение начальной скорости привода подачи сварочной горелки, выходной сигнал сумматора 14 задает начальную скорость привода подачи сварочной горелки 15.
При переносе каждой очередной капли металла с электрода в сварочную ванну происходит короткое замыкание дугового промежутка, при этом напряжение дуги резко падает. На один вход элемента 17 И поступает сигнал из триггера Шмидта 16, который выделяет импульсы на фоне помех, и из генератора импульсов 18, который генерирует импульсы с постоянной частотой. С выхода элемента 17 И сигнал поступает на счетчик 19, который формирует двоичный код, пропорциональный сумме длительностей коротких замыканий за определенный промежуток времени. По сигналу со второго выхода генератора импульсов 18 двоичный код из счетчика 19 записывается в регистр 20, по сигналу третьего выхода генератора импульсов 18 счетчик сбрасывается. В результате в регистре сохраняется двоичный код, пропорциональный сумме длительностей коротких замыканий за определенный промежуток времени, который после преобразования в аналоговый сигнал посредством цифроаналогового преобразователя 21 поступает на один из двух входов схемы сравнения 22, на второй вход которой подается сигнал с усилителя 12. Выход схемы сравнения через усилитель 23 управляет приводом подачи проволоки 24.
Таким образом, при увеличении амплитуды колебаний увеличивается сигнал, подаваемый усилителем 12 амплитуды на схему 22 сравнения, сигнал на выходе схемы 22 сравнения при этом уменьшается, скорость подачи проволоки увеличивается и увеличивается количество коротких замыканий. При уменьшении амплитуды колебаний уменьшается сигнал, подаваемый усилителем 12 амплитуды на схему 22 сравнения, сигнал на выходе устройства 22 сравнения при этом увеличивается, скорость подачи проволоки уменьшается и уменьшается количество коротких замыканий.
Таким образом, по сравнению с прототипом предлагаемое устройство обеспечивает более качественное заполнение сварочного шва, чем достигается повышение качества сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2212321C1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2217277C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2251474C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2205730C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 1999 |
|
RU2147270C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| Устройство управления положением электросварочной горелки относительно стыка | 1987 |
|
SU1556836A1 |
Изобретение относится к области автоматизации сварочных процессов, более точно - к автоматизации электродуговой сварки разделанных и угловых швов в среде защитных газов и под флюсом. Канал управления скоростью подачи проволоки содержит триггер Шмидта, вход которого подключен к тоководу, а выход - к элементу И, ко второму входу которого подключен генератор импульсов, второй выход которого подключен к счетчику, а третий выход - к регистру. Ко второму входу счетчика подключен элемент И, выход счетчика подключен ко входу регистра. Выход регистра подключен к цифроаналоговому преобразователю, выход которого подключен к одному из входов схемы сравнения, ко второму входу которого подключен выход усилителя амплитуды. Выход схемы сравнения подключен ко входу усилителя, выход которого подключен к приводу подачи проволоки. В результате устройство обеспечивает более качественное заполнение сварочного шва, чем достигается повышение качества сварного соединения. 1 ил.
Устройство автоматического управления положением сварочной головки, содержащее первый канал управления положением сварочной головки, включающий предварительный усилитель, вход которого подключен к шунту в цепи сварочного тока, а выход через полосовой фильтр - к сигнальному входу синхронного детектора, управляющий вход которого подсоединен к выходу датчика положения дуги, а выход синхронного детектора через сглаживающий фильтр и усилитель коррекции соединен с приводом коррекции сварочной головки поперек стыка, и канал управления амплитудой сканирования дуги и скоростью сварки, включающий полосовой фильтр, настроенный на двойную частоту сканирования дуги, вход которого подключен к выходу предварительного усилителя, а выход - к выпрямителю, причем выход выпрямителя подсоединен к одному из входов схемы сравнения, на второй вход которой подан опорный сигнал Uоп, выход схемы сравнения через усилитель амплитуды подключен к регулятору амплитуды колебания электрода и к входу сумматора, выход которого соединен с приводом подачи сварочной горелки вдоль стыка, второй вход сумматора соединен с задатчиком начальной скорости Un привода подачи сварочной горелки, отличающееся тем, что в устройство включен канал управления скоростью подачи проволоки, который содержит триггер Шмидта, вход которого подключен к тоководу, а выход - к элементу И, ко второму входу которого подключен генератор импульсов, второй выход которого подключен к счетчику, а третий выход - к регистру, причем ко второму входу счетчика подключен элемент И, выход счетчика подключен ко входу регистра, выход регистра подключен к цифроаналоговому преобразователю, выход которого подключен к одному из входов схемы сравнения, ко второму входу которого подключен выход усилителя амплитуды, выход схемы сравнения подключен ко входу усилителя, выход которого подключен к приводу подачи проволоки.
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| Устройство для слежения за стыком | 1979 |
|
SU919820A1 |
| Устройство слежения за линией стыка | 1988 |
|
SU1507545A1 |
| Устройство управления положением электросварочной горелки робота | 1989 |
|
SU1660888A1 |

