Существенным недостатком известного автомата для заклеивания клапанов гофрированных коробов и кругового оклеивания их бандеролью, описанного в авт. св. № 125125, является невозможность регулировки и переналадки его на различные типоразмеры коробов.
Конструктивная особенность предлагаемого автомдта заключается в том, что в нем рычаг для подгибания заднего клапана короба выполнен на телескопической опоре, клеевой алпарат установлен с возможностью перемещения в вертикальном направлении, приспособление, для подгибания боковых клапанов, выполненное в виде фигурных направляющих, укреплено на клеевом аппарате, а для подъема и опускания щипцов применен реверсивно-ходовой винт.
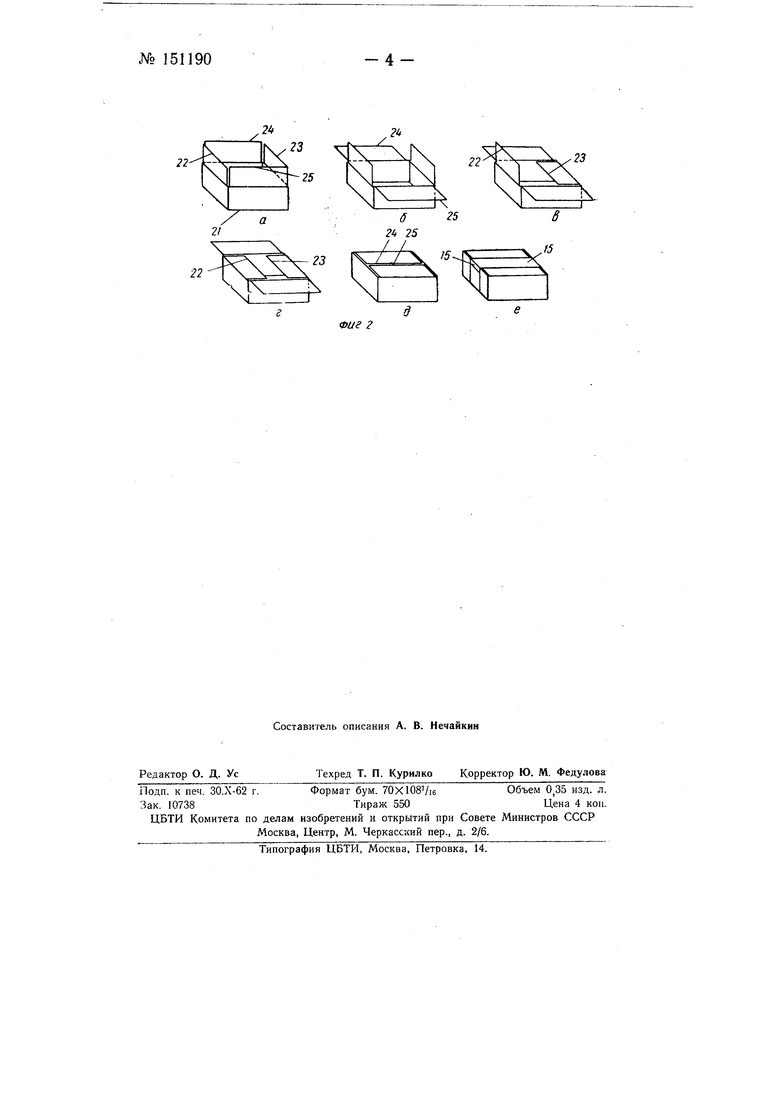
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2- схема последовательности операций по заклеиванию клапанов коробов и их кругового оклеивания бандеролью.
Основными новыми (Конструктивными элементами автомата являются: угловой рычаг 1 для подгибания заднего клапана короба, монтированный на телескопической опоре и имеющий периодическое вращательное движение -с выстоем в верхнем и нижнем положениях, осуществляемое от вала цепного транспортера 2 посредством пары цилиндрических шестерен 5 и 4, секторной щестерни 5 и цепной передачи 6 (периодичность движения углового рычага 1 синхронизирована со скоростью перемещения обрабатываемого короба); клеевой аппарат, име-: ющий ванну 7, гладкий клеевой валик 8, приводимый во вращение через цепную передачу 9, монтирован с возможностью перемещения в вертикальном направлении посредством штурвала 10; на клеевом аппарате
№ 151190-2укреллены фигурные неподвижные направляющие //, 12 и 13; щипцы 14, захватывающие бандерольную ленту 15, поднимаются и опускаются посредством реверсивно-ходового винта 16, приводимого в движение от вала редуктора 17 через цепную передачу 18, реверсивный механизм 19 я систему зубчатых колес, из которых .колесо 20 является сменным.
Гофрированный короб 21 с раскрытыми клапанами 22, 23, 24 и 25 (положение а) подается на непрерывно движущийся цепной транспортер 2, неподвижный захват 26 которого и поворотный захват 27 последовательно подводят короб ко всем узлам и механизмам автомата для заклеивания клапанов и оклеивания бандеролью. Короб 21 перемещается по двум направляющим 28, которые могут раздвигаться по щириие в соответствии с размером короба. Два боковых клапана 24 и 25 отклоняются в стороны неподвижной направляющей // (положение б). Клапан 28 подгибается (положение в) при помощи неподвижной фигурной направляющей 12, а подгибание клапана 22 (положение г) осуществляется угловым рычагом /. С подогнутыми клапанами 22 и 23 короб поступает под клеевой аппарат, валик 8 которого наносит клей. Операция подгибания и приклеивания клапанов 24 и 25 к клапанам 22 к 23 (положение 0) производится неподвижными фигурными направляющими 13 и регулируемым по высоте подпружиненным прижимом 29. В дальнейщем короб с закрытыми и приклеенными клапанами соприкасается своей передней стенкой с вытянутой щипцами 14 и смоченной ВОДОЙ в ванне 30 гуммированной бандерольной лентой 15. В момент соприкосновения короба с лентой щипцы 15, не отпуская КОнцы ленты, начинают перемещаться из крайнего верхнего положения вниз. В определенный момент электромагнит 31 обесточивается, и губки щипцов 15 освобождают ленту. Ножницы 32 отрезают леиту соответствующей длины в зависимости от размера короба. Регулирование длины отрезаемой ленты производится изменением положения контакта в Цепи электромагнита, а регулирование длины ленты, сматываемой с бобины 33, достигается установкой рычага 34 переключения реверсивного механизма 19. Нижний обжимной ролик 35 механизма сматывания ленты уста)Новлен На определенной высоте, а верхний ролик 36 является подвижным и устанавливается по высоте коробки. Короб с приклееной с трех его сторон лентой поступает к узлу прокатывания концов ленты на задней стенке короба. Прокатывание осуществляется роликами 37 и 38, приводимыми в движение от кулачков 39 и 40. Для лучщего приклеивания клапанов короба и оклеивания их лентой установлен подпружиненный прижим 41, регулируемый по высоте короба. Готовый короб с заклеенными клапанами и бандеролью выталкивается (положение е) с транспортера очередным коробом.
Предмет изобретения
Автомат для заклеивания клапанов гофрированных коробов и кругового оклеивания их бандеролью по авт. св. № 125125, отличающийся тем, что, с целью осуществления на нем указанной обработки коробов различных размеров, рычаг для подгибания заднего клапана короба выполнен на телескопической опоре, клеевой аппарат установлен с возможностью перемещения его в вертикальном наяравлении, приспособление для подгибания боковых клапанов, выполненное в виде фигурных Направляющих, закреплено на клеевом аппарате, что обеспечивает его регулировку одновременно с клеевым аппаратом, а для осуществления подъема и опускания щипцов применен реверсивноходовой винт. X / to 3 S., X rVr Л
23

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для заклейки клапанов гофренных коробов и круговой оклейки их бандеролью | 1959 |
|
SU125125A1 |
| Автомат для изготовления гофренных коробок и упаковки в них штучных изделий | 1959 |
|
SU129125A1 |
| Автомат для изготовления пачек, наполнения их папиросами и обандероливания пачек | 1959 |
|
SU124866A1 |
| Автомат для упаковки, заклейки и этикетировки коробок с пищевыми продуктами | 1958 |
|
SU116416A1 |
| Устройство для формования и обандероливания картонных коробок | 1977 |
|
SU682416A1 |
| Устройство для формования картонных коробок из плоскосложенных заготовок и их обандероливания | 1977 |
|
SU654499A1 |
| Устройство для обандероливания бумажной лентой гофрированных коробов | 1978 |
|
SU766965A2 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Автомат для оклейки гофрированных коробов гуммированной лентой | 1960 |
|
SU139557A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |