Известные автоматы для упаковки, заклейки и этикетировки коробок с пищевыми продуктами, включающие горизонтальный пульсирующий транспортер, клеевые аппараты с намазывающими валиками и этикетироЕОчный механизм, имеют сложную конструкцию и в них отсутствует устройство для обандероливания коробок.
Описываемый автомат имеет упрощенную конструкцию и снабжен устройством для осуществления на нем после упаковки и этикетировки операции обандероливания. Для закрытия клапанов крышки коробки в нем применены по бокам транспортера неподвижно установленные направляющие в виде пластинчатых шнн с закругленными концами п две пары периодически поворотных рычагов-подгнбателей; намазной ролик клеевого аппарата закреплен па подпружиненпой оси, на конце которой установлен зубчатый диск, получающий вращение от перемещаемых по транспортеру коробок. Для того, чтобы рычаги-подгибатели могли периодически, с выстоем, поворачиваться, они закреплены консольно на горизонтальном валу, кинематически связанном с электродвигателем системой передач, включающей пару пдестерен; одна шестерня имеет неполный зубчатый венен,, а вторая, сопряженная с ней, снабжена колодочнылз тормозом, диск которого жестко закреплен на оси этой щестерни.
Устройство для обандероливання клапанов коробки состоит из последовательно установленных в конце транспортера горизонтальной разматывающей скалки для бандерольной ленты, клеевого аппарата для амазки ленты, приглаживающей подпружиненной щетки и механ)зма для отрезания ленты и приклеивания ее концов к коробке. Последний механизм выполнен в виде пилообразного ножа, закрепленного консольио на поворотном валике, несущем по бокам ножа две смещенные по отнощению к ножу на 90° пластинчатые щетки. Для уплотнения засыпанного в ксробках продукта под верхней ветвью транспортера перед клеевым аппаратом монтирована подпружиненная с опорными горизонтальль 116416- 2 -
НЫ.Л1И полозками рама, получающая колебательные движения от вибратора.
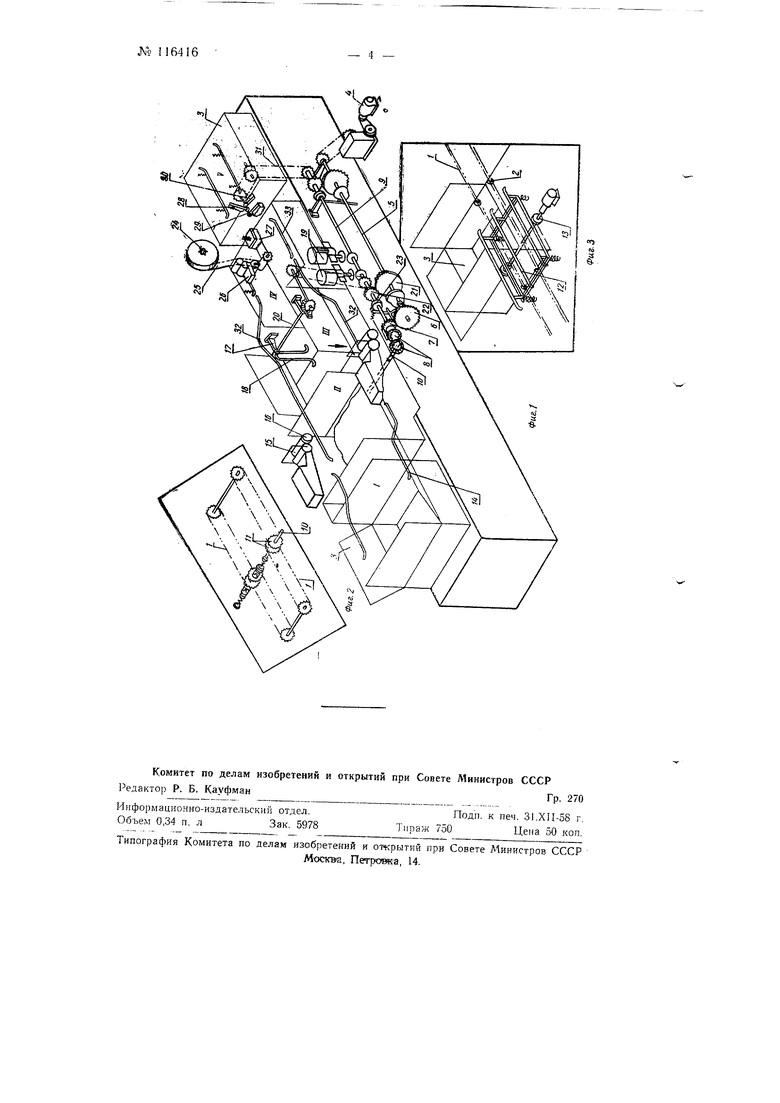
На фиг. 1 показано схематическое устройство автомата для упаковки, заклейки и этикетировки коробок; на фиг. 2 - схема транспорта; на фиг. 3 - схема вибратора.
Автомат включает в себя расгтоложенный по всей его длине горизонТсльный пульсирующий транспортер / с упорами 2 для перемещения корсбок 3 вдоль автомата из одного положения в другое. Транспортер / приводится в движение от электродвигателя 4, передающего вращение кижпсму ваоТу 5 и через систему щестерен 5, 7 и 5 - верхнему валу 9 и горизснтальному валу 10, на котором закреплены звездочки //, приводящие в движение Транспортер /; шестерня 6 имеет зубья только на полозиме своей окружности и входит в зацепление с щестерней 7 периодически, в соответствии с чем транспортер / передвигается пульсирующеПод верхней ветвью транспортера / монтирована подпружиненная рама 12 с опорными горизонтальными полозками. Рама получает колебательные движения от вибратора 13.
По бокам транспортера / расположены неподвижно установленные направляющие 14, выполненные в виде пластинчатых шин с закругленными концами, и клеевой аппарат для клапанов. Намазной ролик 15 клеевого аппарата закреплен на подпружиненной оси,и имеет на конце зубчатый диск 16, получающий вращение от перемещаемых по транспортеру / ксробок 3.
Далее по ходу движения коробок 3 вдоль автомата установлены две пары периодически поворотных рычагов-подгибателей /7 и /5 и этикетировочное устройство с накатными роликами 19. Рычаги-подгибатели 17 для закрытия переднего клапана коробки 3 и рычаги-подгибатели 18 для закрытия заднего клапана коробки 3 закреплены консольно на горизонтальном валу 20, связанном с электродвигателем 4 передачей, вкотючающей пару шестерен. Шестерня 21 имеет неполный зубчатый венец, а шестерня 22, сопряженная с ней, снабжена колодочным тормозом 23, диск которого жестко закреплен на оси этой шестерни.
В конце транспортера / установлено устройство для обандеррливания клапанов коробки 3, состоящее из горизонтальной разматывающей скалки 24 для бандерольной ленты 25, клеевого аппарата 26 для намазки ленты, приглаживающей подпружиненной щетки 27, пилообразного кожа 28 для отрезания ленты, закрепленного консольно на поворотно.м валике 29. По бокам ножа валик 29 несет две смещенные по отношению к ножу 2S на 90 пластинчатые щетки 30, приводимые в движение от верхнего вала 9 при помощи цепной передачи 31.
Работа автомата происходит следующим образом.
хПустз.о коробку 3 с раскрытыми клапанами устанавливают на транспортер / в положение / таким образом, чтобы боковые клапаны стали под направляющие J4. Затем коробка 3 подается далее и занимает положение //; при этом направляющие М отворачивают и ставят боковые КоТапаны коробки 3 горизонтально. Затем в коробку высыпается порция пищевых продуктов и дозирующий прибор (на схеме не показан) включает вибратор 13, который путем встряхивания коробки 3, находящейся в это время на опорных пслозках рамы J2, уплотняет засыпанные в коробку 3 продукты.
При дальнейщем двилсении коробки 3 из положения // в положение J/f намазной ролик J5 клеевого аппарата при помощи зубчатого диска 16, получающего вращение от перемещаемой по транспортеру / коробки 3. приходит во вращение и наносит на боковые клапаны клей.
Выщедшие из соприкосновения с роликом 15 клапаны коробки 3 направляющими 32 приподнимаются в вертикальное положение. Одновременно происходит закрывание переднего клапана рычагом-подгибателем П и заднего клапана рычагом-подгибателем 18. Закрытие заднего клапана происходит следующим образом: после останова коробки 3 рычаг-подгибатель /S начинает поворачиваться вместе с горизоптальным валом 20, связанным с электродвигателем 4 при помощи шестерен 2/ и 22 и цепной передачи. При этом повороте рычаг-подгибатель 1 закрывает задний клапан, а затем возвращается в исходное положение.
При перемещении коробки из положения /// в положение IV накатные ролики 19 наносят на боковую поверхность коробки этикетки, боковые клапаны помощи направляющих закрываются и заклеиваются, сты.к боковых клапанов оклеивается бандеролью. Бандерольная лепта 25 сматывается со скалки 24, проходит через клеевой аппарат 2i5, наклеивается на коробку 5 к приглаживается подпружиненной щеткой 27.
В это время клапаны прижимаются направляющими 33. После перемещения коробки 3 из положения /V в положение V пилообразный нож 28 обрезает бандеро.льную ленту 25, а пластинчатые щетки приглаживают и приклеивают концы бандерольной ленты 25.
Предмет изобретения
1.Автомат д.чя упаковки, заклейки и этикетировки коробок с пищевыми продуктами, включающий горизонтальный пульсирующий транспортер, клеевые аппараты с иамазывающими валиками, этикетировочный механизм, отличающийся тем, что, с цеитью осуществления на нем после упаковки и этикетировки операции обандероливания, а также с целью упрощения конструкции автолгата, он снабжен устройством для обандероливания, а для закрытия клапанов крышки коробки в нем применены по бокам транспортера установленные неподвижно направляющие в виде пластинчатых щин с закругленными концами и две пары периодически поворотных рычагов-подгибателей, причем намазной ролик клеевого аппарата закреп.лен на подпружиненной оси, на конце которой установлеи зубчатый диск, получающий вращение от перемещаемых по транспортеру коробок.
2.Форма выполнения автс.мата по п. , отличающаяся тем, что, с целью обеспечения Гычагам-подшбателям периодического, с выстоем, поворота, они закреп.лены консольпо на горизонтальном валу, кинематически связанном с электродвигателем системой передач, включающей пару шестерен, у которой одна шестерня имеет неполный зубчатый венец, а вторая, сопряженная с нею, снабжена колодочным тормозом, диск которого жестко закреплен на оси этой шестерни.
3.Форма выполнения автомата по п. 1, отличающаяся тем, что устройство для обандероливания клапанов выполнено в виде последовательно установленных в конце транспортера горизоптальной разматывающей скалки для бандерольной ленты, клеевого аппарата для намазки ленты, приглаживающей подпружиненной щетки и механизма для отрезания ленты и прик.ле ;вания ее концов.
4.Форма выполнения автомата по п. 3, отличающаяся тем, что механизм для отрезания ленты и приклеивания ее концов к коробке выполнен в виде пилообразного ножа, закрепленного консольно на поворотном валике, несуш;ем по бокам ножа две смещенные по отношению к ножу на 90° пластинчатые щетки.
5.Форма выполпения автомата по п. 1, отличающаяся тем, что, с целью уплотнения засыпанного в коробка.х продукта, под верхней ветвью транспортера перед клеевым аппаратом монтирована подпружиненная с опорным и горизонтальными полозками рама, получающая колебательные движения от зибратора.
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отвешивания порций конфет, идущих рядами по транспортеру от заверточных машин | 1958 |
|
SU122621A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |
| Автомат для изготовления пачек, наполнения их папиросами и обандероливания пачек | 1959 |
|
SU124866A1 |
| Автомат для расфасовки в упаковочные коробки драже | 1959 |
|
SU130393A1 |
| Устройство для формования и обандероливания картонных коробок | 1977 |
|
SU682416A1 |
| Автомат для изготовления гофренных коробок и упаковки в них штучных изделий | 1959 |
|
SU129125A1 |
| Автомат обандероливания картонных коробок | 1985 |
|
SU1391990A1 |
| Устройство для обандероливания коробок | 1990 |
|
SU1747324A1 |
| Автомат для заклеивания клапанов гофрированных коробов и кругового оклеивания их бандеролью | 1961 |
|
SU151190A1 |
| Устройство для изготовления карамельных пластов | 1960 |
|
SU141741A1 |