Известны полуавтоматы для складывания и упаковкн чулок, включающие бесконечный пульсирующий транспортер, несущий расположенные друг против друга столики, приводную и натяжную станции транспортера, механизм подачи штопки, механизм подачи вклады па, механизм складывания нары чулок, механизм клеймения борта пары, механизм вкладывания пары в конверт и систему электромеханической блокировки механизмов.
В этих полуавтоматах используются недостаточные по размеру картонные вкладыщи и упаковочные конверты, что. приводит к повреждению чулок этими вкладышами и ухудшению товарного вида этих чулок. Отсутствует в этих автоматах пульт для дистанционного управления их механизмами без остановки привода автомата, а сшивка чулок попарно, укладка упакованых конвертов в коробки, например, по десяти штук, наклейка на коробки этикетки, закрытие клапанов этих коробок и их обандероливание производятся вручную, что повышает трудоемкость упаковки.
В полуавтомате согласно изобретению отмеченных недостатков нет.
Описываемый автомат отличается тем, что он снабжен швейной машиной для сшивки пар, пультом дистанционного управления механизмами, вторым транспортером для упаковки, конвертов в коробки, а для складывания чулок применены увеличенный вкладыш из плотной бумаги и соответствующий вкладышу конверт.
Л еханизм для подачи штопки выполнен в виде нескольких расположенных на поворотном столе бункеров для штопки, накладываемой на нее контактной пластины, взаимодействующей с контактом стола для включения исполнительного механизма передвижения стола и выталкивателя штопки из бункера.
№ 148747- 2
Механизм в, выполнен в виде держателя рулона двух/вытяжных и |двух транспортирующих валиков, ножей для отрфани;г бумагй5 й$олк {теля вкладыша для укладывания его на
чулс1к..5
| |е санизм, предназфч/ нный для складывания нары чулок, состоит из склйдывателя лeвdй нары, выполненного в виде размещенной с левой сторон,Ь1,,с.тод1ика, подвесной на ролике трубки, приподнимающей при йблЙженйй по неподвижной горке, горизонтально подвижной пласт11ны для укладывания на вкладыш приподнятой части пары и трех упоров для прижима уложенной пары, механизма для приподнимания борта чулок и укладывателя борта на горизонтально подвижный унор для нанесения клейма на борт, выполненного в виде горизонтально подвижной трубочки.
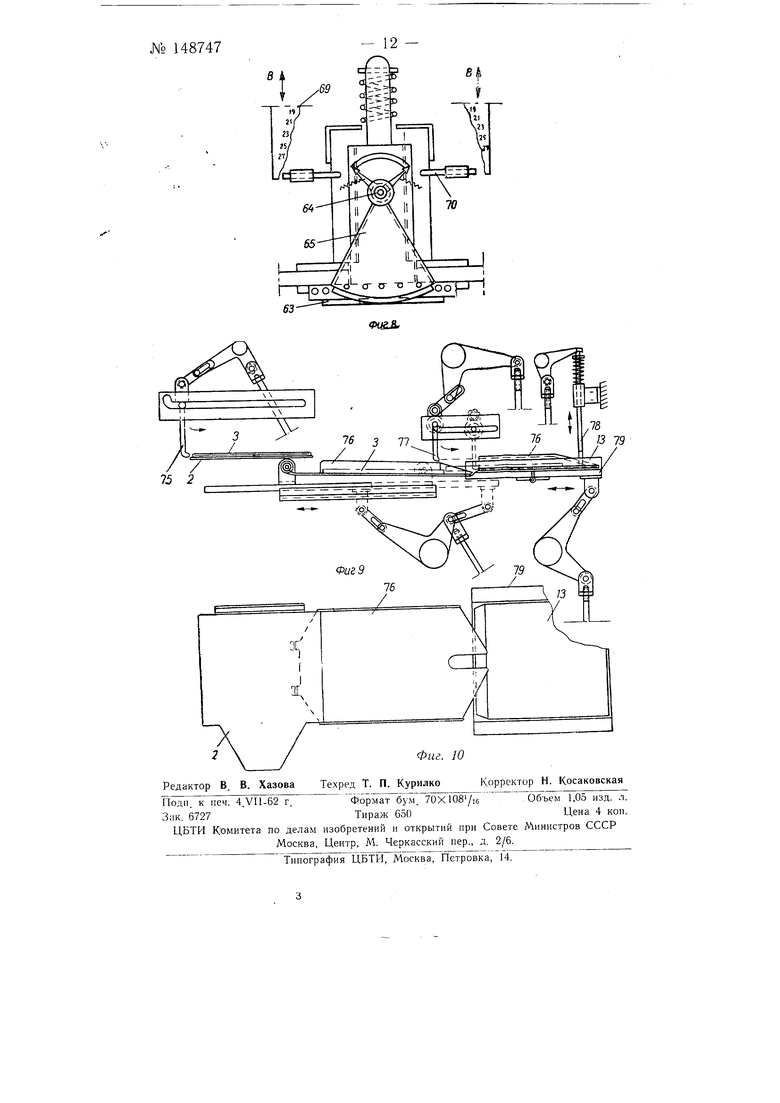
В этом полуавтомате механизм клеймения борта выполнен в виде круглого сТола с расположенными над ним вертикально подвижными подпружиненными и нагреваемыми штампами по числу артикулов чулок, с выгравированными на них постоянными реквизитами и с окогпечками для вдвижения в них переменных реквизитов, размещенных на новоротных секторах, рулона с бронзовой фольгой, терморегулятора и подвижных в вертикальной плоскости резиновых роликов для отрыва штампа и фольги от чулка. Механизм вкладывания пары в конверт выполнен в виде бункера со щелью для выхода конвертов, толкателя для укладывания пары чулок на подвижную в горизонтальной плоскости горку, открываюшую конверт и вкладывающую в него пару, толкателя для дальнейшего продвижения пары в конверт и вертикально подвижного штыря для зажима пары при уходе горки из конверта.
В этом полуавтомате применено устройство для закрывания клапанов коробки, включающее фигурные неподвижные направляющие шины и рычаги для поджимания клапанов, а также устройство для обандероливания коробок. Последнее устройство включает подающие бандероль валики, клеевой аппарат, ножи для отрезания бандероли, приглаживающие щетки и принимающий бандероль барабан для пропускания коробки через перекрытый бандеролью паз.
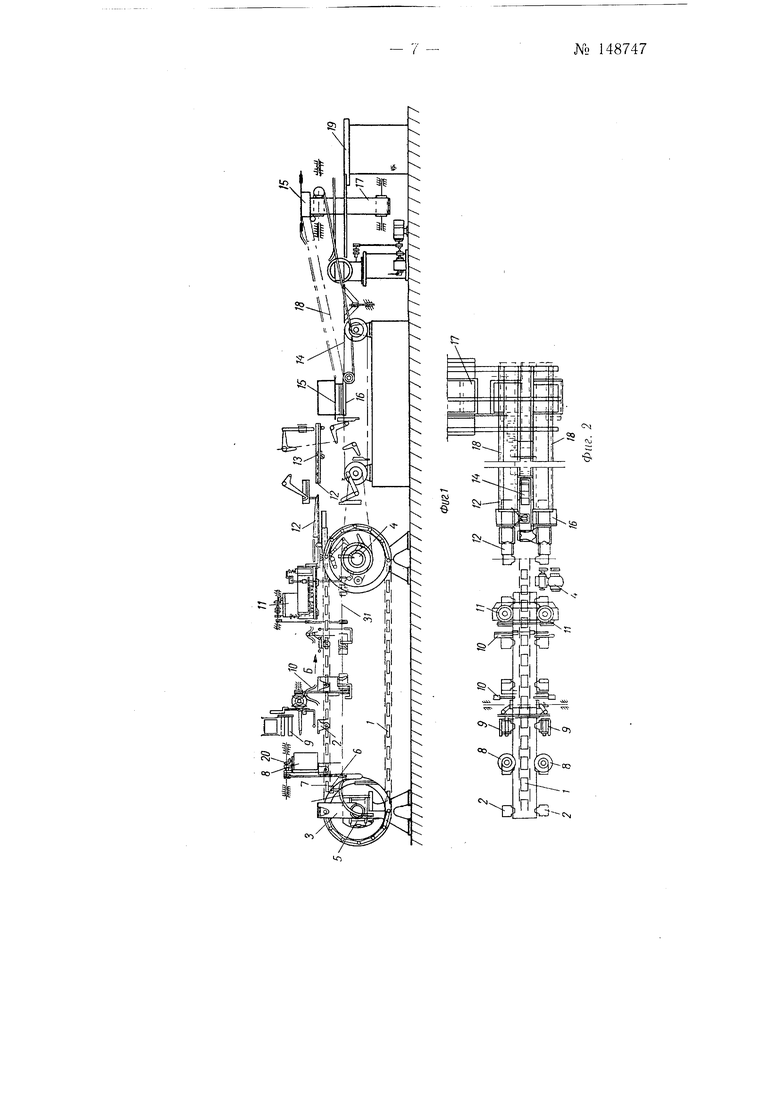
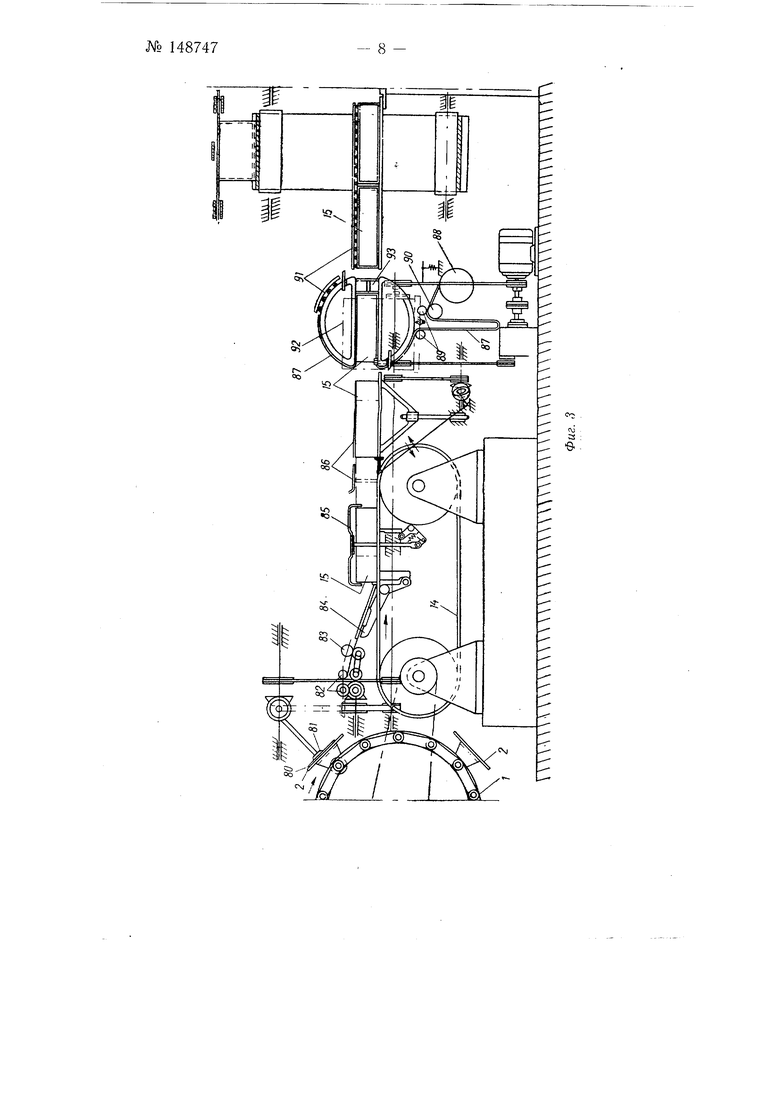
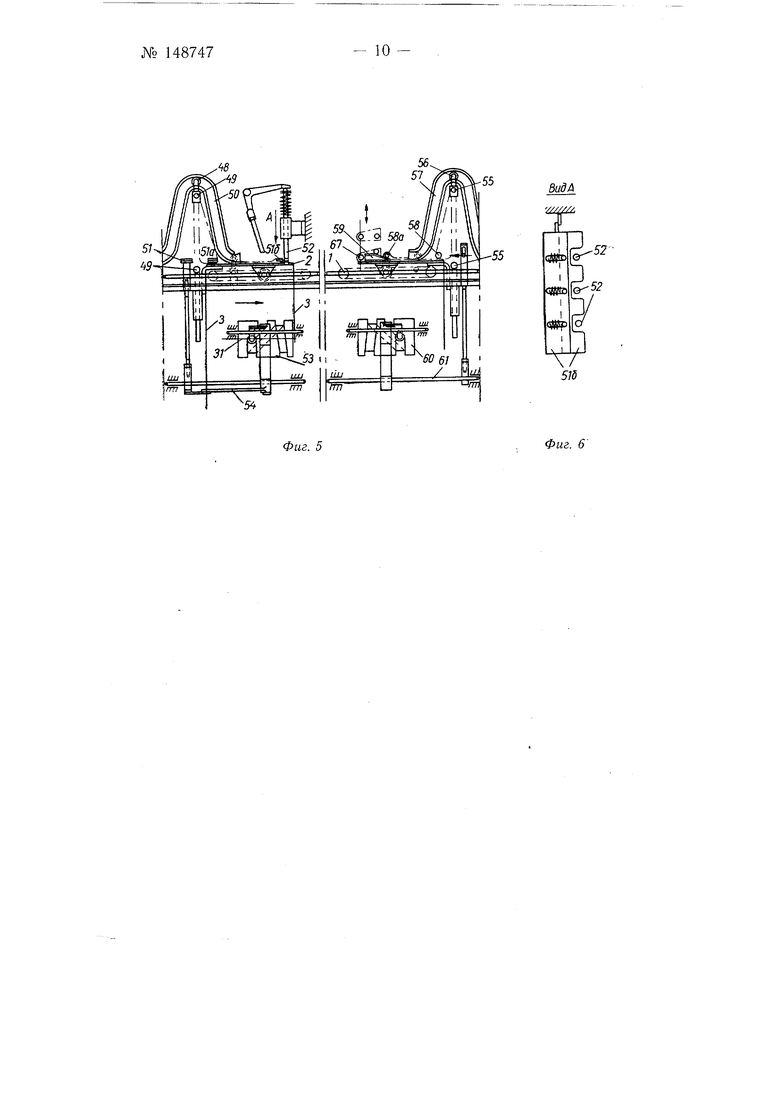
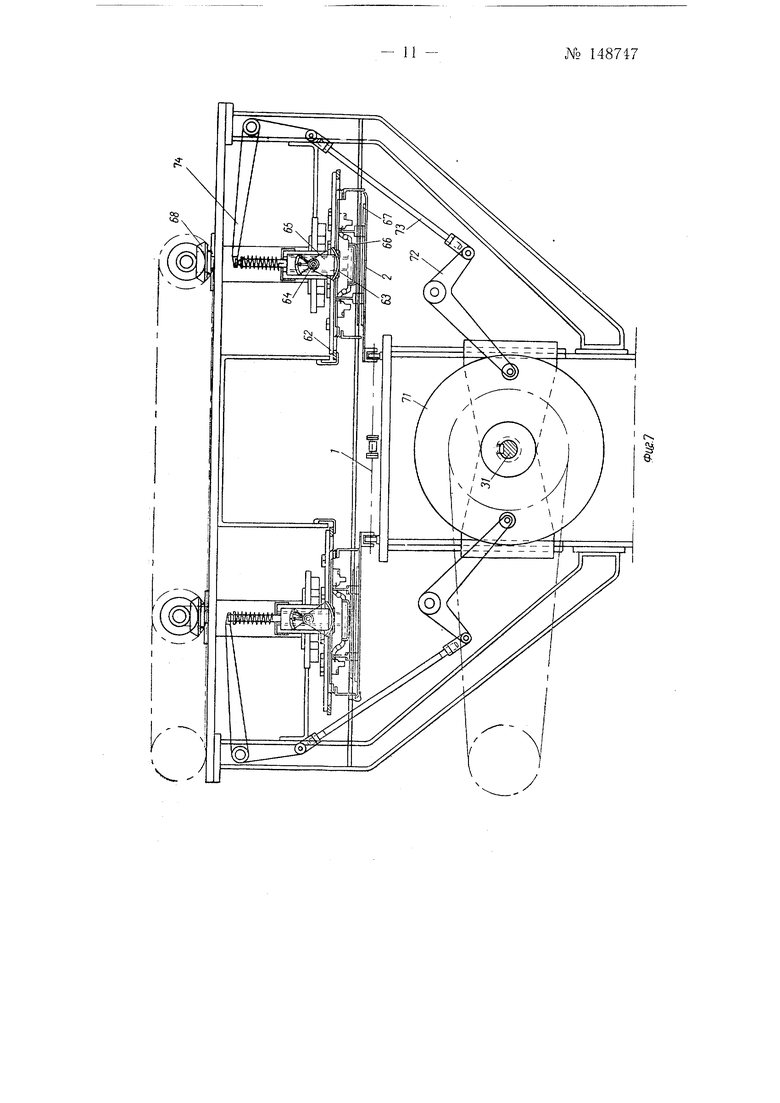
На фиг. 1 изображен описываемый полуавтомат, вид сбоку; на фиг. 2 - в плане; на фиг. 3 - вид сбоку на транспортер для упаковки конвертов в коробки; на фиг. 4 - механизм подачи вкладыша; на фиг. 5 - механизм складывания чулок; на фиг. 6 - вид по стрелке Л на фиг. 5 на упоры для прижи.мания пары чулок; на фиг. 7 - механизм клей.мения борта чулка; на фиг. -8 - штамп для клеймения; на фиг. 9 - механизм вкладывания пары чулок в конверт; на фиг. 10 - вид этого механизма в плане.
В полуавтомате одновременно действуют две линии механизмов для сшивания, складывания, клеймения и упаковки чулок в конверты, что обеспечивается парным размещением соответствующих механизмов и столов на транспортере.
Описываемый полуавтомат включает бесконечный пульсирующий транспортер / (фиг. 1 и 2). перемещаемый по стрелке Б (фиг. 1) и несущий расположенные друг против друга столики 2 для вручную навещиваемых пар чулок 3, приводную станцию 4 этого транспортера и натяжную 5 (фиг. 1) швейную машину 6 для сшивки мысков пары чулок приводные зажимы 7 для подвода мысков чзлок к швейной машине, механизм 5 (фиг. 1 и 2) подачи штопки (не изображена), намотанной на плоскую картонную катушку, механизм 9 подачи вкладыша, меха низм 10 складывания пары чулок, механизм 11 к„теймения борта пары чулок, механизм 12 вкладывания пары в конверт 13 и систему электромеханической блокировки механизмов (не изображена).
Полуавтомат снабжен вторым транспортером 14 (фиг. 1, 2 и 3) для упаковки конвертов с чулками, например, по десять штук в коробки 15 и пультом (пе изображен) дистанционного управления механизмами, с целью изменения реквизитов в наносимом клейме.
Для подачи коробок на площадки 16 (фиг. 1 и 2) применен поперечный транспортер /7, на который укладывают вручную открытые коробки, и два наклонных транспортера 18, а для приемки упакованных и обандероленных коробок с наклеенными этикетками применен приемный стол 19 (фиг. 1).
Механизм (фиг. 1 и 2) подачи штопки выполнен в виде нескольких расположенных на поворотном столе бункеров для штопки, накладываемой на нее контактной пластины, взаимодействующей с контактом стола для включения исполнительного механизма 20 (фиг. 1) передвижения стела и .выталкивания штопки из бункера (бункера, стол, контактная пластина, контакты пе изображены).
Механизм 9 подачи вкладыша 21 (фиг. 4) выполнен в виде держателя 22 рулона 2,3 плотной бумаги 24, непрерывно вращаемых двух вытяжных валиков 25, натяжного валика 26, двух периодически вращ,ающихся транспортирующих валиков 27, неподвижного 28 и подвижного 29 ножей для отрезания от бумажной ленты вкладыша 21 и толкателя 30 вкладыща для укладывания его на пару чулок, подвещенных на столике 2.
Механизм приводится в действие приводным валом 31 (фиг. 1 и 4) транспортера через конические шестерни 32 (фиг. 4) и цепь из цилиндрических шестерен 33, 34, 35, 36 и 37, приводящих в действие шестерни (не изображены), скрепленные с валиками 25 и 27. Для обеспечения вращения валиков 27 с переменной скоростью, затухающей в момент отрезания очередного вкладыща, шестерни 35, 36 и 37 смонтированы на кулисе 38, приводимой в колебательное движение серьгой 39, соединенной с кривощипом 40 на шестерне 34.
Одна из шестерен 32 установлена на кулачковом валу 41, несущем кулачок 42 для перемещения ножа 29, другой кулачок 43 для перемещения толкателя 30 посредством рычага 44 и третий кулачок 45, приводящий в действие прижим 46 уложенного на чулки вкладыша.
Другой механизм подачи вкладыша приводится от первого посредством цепной передачи 47.
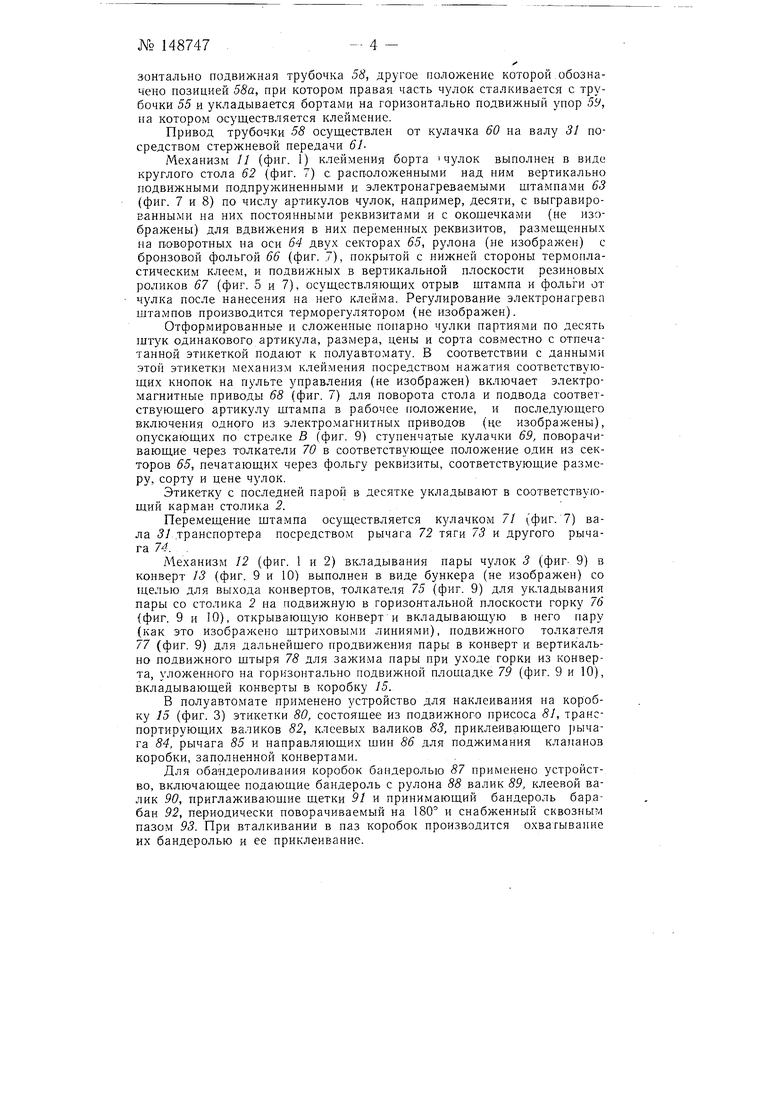
Механизм 10 (фиг. 1)складывания в четыре сложения пары чулок поверх уложенных на них штопки и вкладыша состоит из складывателя левой части пары чулок, оканчивающейся мысками, и складывателя правой его части с бортами.
Складыватель левой части пары, чулок 3 (фиг. 5) выполнен в виде размещенной с левой стороны столика 2 подвесной на ролике 48 горизонтальной трубки 49, приподнимающей левую часть пары чулок при подъеме ролика по неподвижной горке 50, горизонтально подвижной сдвоенной пластины 51 для укладывания на вкладыщ приподнятой части чулок в два сложения, последовательные положения которой обозначены позициями 51а и 516, и трех упоров 52 для прижима уложенной пары через зубцы пластины 516 при выводе ее из-под этой пары. Привод пластины и упоров осуществляется от кулачка 53 на валу 31 транспортера посредством рычажной передачи 54. Складыватель правой части чулок с бортами в два сложения выполнен аналогично складывателю левой части с той разницей, что вместо трубки 49 с роликом 48 и горки 50 применена горизонтальная трубочка 55, приподнимаемая роликом 56 посредством неподвижной горки 57 и приподнимающая правую часть чуло.к с бортами, а вместо пластины 51 применена другая гори. - 3 -№ 148747
№ 148747 ,-- 4 аонтально подвижная трубочка 58, другое положение которой.обозначено позицией 58а, при котором правая часть чулок сталкивается с трубочки 55 и укладывается бортами на горизонтально подвижный упор 5У, на котором осуществляется клеймение.
Привод трубочки 58 осуществлен от кулачка 60 на валу 31 посредством стержневой передачи 61Механизм // (фиг. 1) клеймения борта чулок выполнен в виде круглого стола 62 (фиг. 7) с расположенными над ним вертикально подвижными подпружиненными и электронагреваемыми штампами 63 (фиг. 7 и 8) по числу артикулов чулок, например, десяти, с выгравированными на них постоянными реквизитами и с окощечками (не изображены) для вдвижения в них переменных реквизитов, размещенных на поворотных на оси 64 двух секторах 65, рулопа (не изобран ен) с бронзовой фольгой 66 (фиг. 7), покрытой с нижней стороны термопластическим клеем, и подвижных в вертикальной плоскости резиновых роликов 67 (фиг. 5 и 7), осуществляющих отрыв щтампа и фольги от чулка после нанесения на него клейма. Регулирование электронагревп штампов производится терморегулятором (не изображен).
Отформированные и сложенные попарно чулки партиями по десять штук одинакового артикула, размера, цены и сорта совместно с отпечатанной этикеткой подают к полуавтомату. В соответствии с данными этой этикетки механизм клеймения посредством нажатия соответствующих кнопок на пульте управления (не изображен) включает электромагнитные приводы 68 (фиг. 7) для поворота стола и подвода соответствующего артикулу щтампа в рабочее положение, и последующего включения одного из электро.магнитных приводов (не изображены), опускающих по стрелке В (фиг. 9) ступенчатые кулачки 69, поворачивающие через толкатели 70 в соответствующее положение один из секторов 65, печатающих через фольгу реквизиты, соответствующие размеру, сорту и цене чулок.
Этикетку с последней парой в десятке укладывают в соответствующий карман столика 2.
Перемещение щтампа осуществляется кулачком 7/ (фиг. 7) вала 5./ транспортера посредством рычага 72 тяги 75 и другого рычага 74. .
Механизм 12 (фиг. 1 и 2) вкладывания пары чулок 3 (фиг- 9) в конверт /5 (фиг. 9 и 10) выполнен в виде бункера (не изображен) со щелью для выхода конвертов, толкателя 75 (фиг. 9) для укладывания пары со столика 2 на подвижную в горизонтальной плоскости горку 76 {фиг. 9 и 0), открывающую конверт и вкладывающую в него пару (как это изображено штриховыми линиями), подвижного толкателя 77 (фиг. 9) для дальнейщего продвижения пары в конверт и вертикально подвижного щтыря 78 для зажима пары при уходе горки из конверта, уложенного на горизонтально подвижной площадке 79 (фиг. 9 и 10), вкладывающей конверты в коробку 15.
В полуавтомате применено устройство для наклеивания на коробку 15 (фиг. 3) этикетки 80, состоящее из подвижного присоса 81, транспортирующих валиков 82, клеевых валиков 83, приклеивающего рычага 84, рычага 85 и направляющих щин 86 для поджимания клапанов коробки, заполненной конвертами.
Для обандероливания коробок бандеролью 87 применено устройство, включающее подающие бандероль с рулона 88 валик 89, клеевой валик 90, приглаживающие щетки 91 и принимающий бандероль барабан 92, периодически поворачиваемый на 180° и снабженный сквозным пазом 93. При вталкивании в паз коробок производится охватывание их бандеролью и ее приклеивание.
Работа полуавтомата осуществляется следующим образом.
В соответствии с данными этикеток, прикладываемых к каждой десятке подобранных одинаковых пар посредством кнопок пульта дистанционного управления и электромагнитных приводов, настраивают механизм клеймения, после чего вручную навещивают пары чулок 3 на столики 2 транспортера /. При прерывистом перемещении транспортера в первом его положении подвижные зажимы 7 подводят мыски пары чулок к швейной мащиие 6, сшивающей их. Во втором положении столика механизм 8 укладывает штопку поверх чулок, в третьем положении-механизм 9 укладывает поверх чулок и штопки вкладыш 21. В четвертом положении столика механизм W укладывает поверх вкладыша в два сложения левую часть чулок с мысками, а в пятом положении укладывает в два сложения правую часть чулок с бортами поверх упора 59, на котором в шестом положении столика механизм // осуществляет клеймение борта бронзовой фольгой. В следующем положении столика механизм 12 посредством толкателя 75 сталкивает со столика пару на горку 76. Последняя вкладывает пару в конверт 13, толкатель 77 досылает эту пару, а площадка 79 сталкивает конверт в открытую коробку 15 находящуюся на площадке 16, на которую она подается транспортерами J7 и 18.
Транспортируемая совместно с последней парой чулок в десятке этикетка 80 снимается со столика присосом 81, затем посредство.м валиков 82, клеевого валика 83 и рычага 84 приклеивается к коробке.
При перемещении упакованной коробки транспортером 14 рычаг 85 и щина 86 загибают клапаны коробки. Далее коробки толкают одна другую, вталкивая очередную коробку в перекрытый бандеролью 87 паз 93 барабана 92, чем достигается приклеивание бандероли к коробке. Щетки 91 при дальнейшем перемешении коробок приглаживают бандероль, после чего коробки поступают на приемный стол, где их вручную связывают шпагатом по десять коробок и наносят дату изготовления, чем заканчивается процесс складывания, клеймения и упаковки чулок
Предлагаемый полуавтомат принят для использования ивантеевской трикотажной фабрикой им. Дзержинского, и одобрен Центральным проектно-конструкторским технологическим бюро Моооблсовнархоза, как способствующий повыщению товарного вида упакованных чулок, снижению повреждения их жестким картонным вкладышем и увеличению производительности труда путем механизации процесса упаковки конвертов в коробки.
Предмет изобретения
1. Полуавто.мат для складывания и упаковки чулок, включающий приводную и натяжную станции, систему электромеханической блокировки механизмов, бесконечный пульсирующий транспортер, несущий расположенные друг против друга столики, механизм подачи 01топки механизм подачи вкладыша, механизм складывания пары, механизм клеймения борта пары и механизм вкладывания пары в конверт, отличающийся тем, что, с целью предотвращения повреждения чулок картонным вкладыше.м, сохранения товарного вида чулок и сокращения ручных операций при упаковке, полуавтомат снабжен щвейной маП1иной для сшивки пар, пультом дистанционного управления механизмов и вторым транспортеро.м для упаковки конвертов в коробки, а для складывания чулок применены увеличенный вкладыш из плотной бумаги и соответствуюший вкладышу конверт.
№ 148747
№ 148747-- 6 -
2. Полуавтомат по п. 1, отличающийся тем, что механизм подачи штопки выполнен в виде нескольких расположенных на поворотном столе бункеров для штопки, накладываемой на нее контактной пластины взаимодействующей с контактом стола для включения исполнительного механизма передвижения стола и выталкивателя штопки из бункера.
3. Полуавтомат по п. 1, о т л и ч а ю щ и и с я тем, что механизм подачи вкладыша выполнен в виде держателя рулона бумаги, двух вытяжных н двух транспортирующих валиков, ножей для отрезания бумаги и толкателя вкладыша для укладывания его на чулок.
4.Полуавтомат по п. 1, о т л и ч а ю щ и и с я тем что механизм складывания пары состоит из складывателя левой части пары, выполненного в виде размещенной с левой стороны столика подвесной на ролике трубки, приподнимающей пару при скольжении ролика по неподвижной горке, горизонтально подвижной пластины для укладывания на вкладыш приподнятой части пары и трех упоров для прижима уложенной пары, механизма для приподнимания борта чулок и укладывателя борта па горизонтально подвижный упор для нанесения клейма на борт, выполненного в виде горизонтально подвижной трубочки.
5.Полуавтомат по п. 1, отличающийся тем, что механизм клеймения борта выполнен в виде круглого стола с расположенными над ним вертикально подвижными подпружиненными и нагреваемы.ми штампа.ми по числу артикулов чулок, с выгравированными па них постоянными реквизитами и с окошечками для вдвижения в них неременных реквизитов, размещенных на поворотных секторах, рулона с бронзовой фольгой терморегулятора и подвижных в вертикальной плоскости резиновых роликов для отрыва штампа и фольги от чз/лка.
6.Полуавтомат по п. 1, отличающийся тем, что механизм вкладывания пары в конверт выполнен в виде бункера со щелью для выхода конвертов, толкателя для укладывания пары на подвижную в горизонтальной плоскости горку, открывающую конверт и вкладывающую в него пару, толкателя для дальнейшего продвижения пары в конверт н вертикально подвижного штыря для зажима пары при уходе горки из конверта.
7.Применение в полуавтомате по п. 1 устройства для закрывания клапанов коробки, включающего фигурные неподвижные направляющие шины и рычаги для поджимания клапанов.
8.Применение в полуавтомате по п. 1 устройства для обандероливания коробок, включающего подающие бандероль валики, клеевой аппарат, ножи для отрезания бандероли, приглаживающие щетки и принимающий бандероль барабан для пропускания коробки через перекрытый бандеролью паз.
lo
- -Csi
OJ
3 &
.45
Фиг. 5
ВадЛ ///////.
52
(Г
52
Wto
oWp
7 575
Фиг. 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148748A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| Автомат для изготовления пачек, наполнения их папиросами и обандероливания пачек | 1959 |
|
SU124866A1 |
| Устройство для укладки цилиндрических изделий в коробки с гофровкладышами | 1985 |
|
SU1315362A1 |
| ТГХКНЧЕСКАЯ БИБЛИОТЕКА | 1969 |
|
SU247448A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| Агрегат дня штемпелевки и упаковки стиральных резинок | 1952 |
|
SU103336A1 |
| Автомат для упаковки изделий в коробки | 1962 |
|
SU157263A1 |
| Автоматическая линия для упаковки изделий в коробки | 1991 |
|
SU1757962A1 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |