Изобретение относится к деревообрабатывающей промышленности и может быть использовано при производстве клееных деталей из древесины.
Цель изобретения - сокращение времени прессования и повышение прочности соединения.
Способ осуществляют следующим образом.
На поверхности одной из соединяемых деталей с помощью клеевых вальцов наносят клей, включающий связующее и отверди- тель в оптимальных пропорциях, т. е. пропорциях, обеспечивающих полное химическое взаимодействие компонентов клея и его отверждение, например смола КФМТ 100 м.ч.+ + 5%-ный раствор щавелевой кислоты 15 м.ч.
Непосредственно за клеевыми вальцами устанавливают подогреваемую емкость с капельницами, из которых по заданной программе на ту же поверхность детали наносят нагретый раствор отвердителя, концентрацию которого доводят до насыщения при данной температуре нагрева. Рекомендуемая температура нагрева 60-80°С
Соединяемые детали совмещают, подвергают пьезообработке с усилием 2-8 кг/см в течение 1-3 мин, снимают давление и подвергают технологической выдержке в стопах не менее 2 ч.
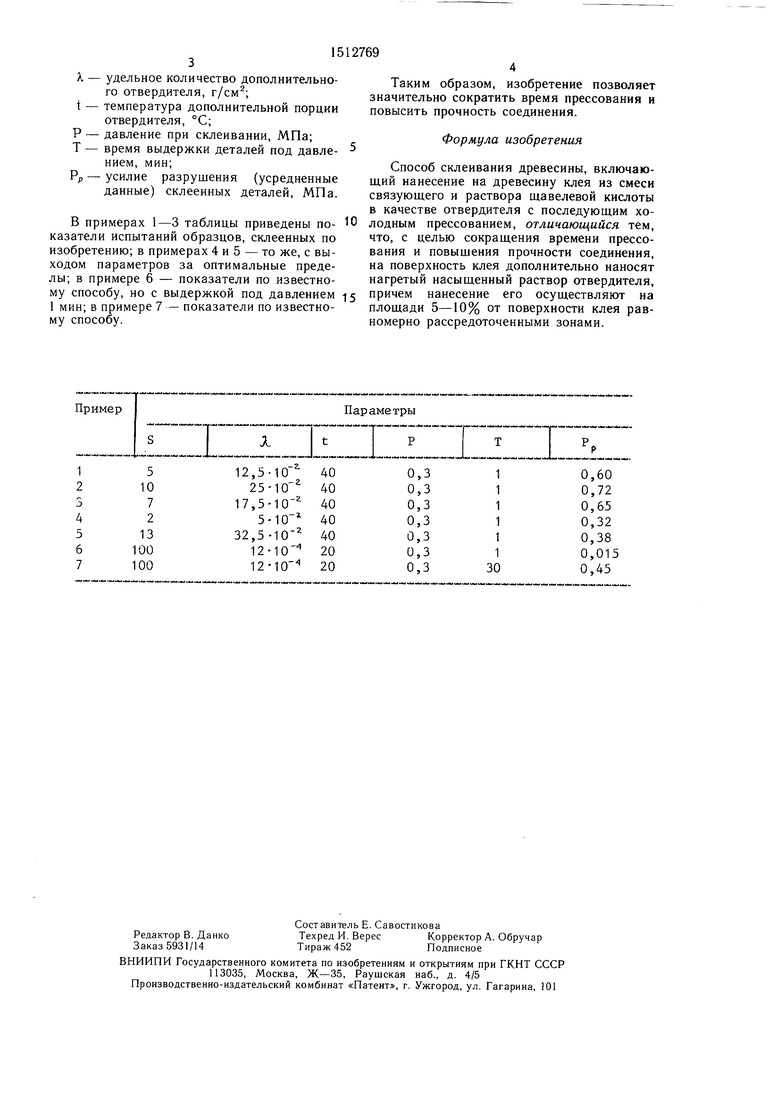
Параметры способа склеивания древесины приведены в таблице.
Обозначения, принятые в таблице: S - площадь клеевого шва, обработанная дополнительной порцией отвердителя, %;
ел
1C
О)
А, - удельное количество дополнительного отвердителя,
t - температура дополнительной порции отвердителя, °С;
Р - давление при склеивании, МПа;
Т - время выдержки деталей под давле- нием, мин;
Таким образом, изобретение позволяет значительно сократить время прессования и повысить прочность соединения.
Формула изобретения
Способ склеивания древесины, включающий нанесение на древесину клея из смеси связующего и раствора щавелевой кислоты в качестве отвердителя с последующим хо- В примерах 1-3 таблицы приведены по- Ю лодным прессованием, отличающийся тем,
усилие разрущения (усредненные данные) склеенных деталей, МПа.
казатели испытаний образцов, склеенных по изобретению; в примерах 4 и 5 - то же, с выходом параметров за оптимальные пределы; в примере 6 - показатели по известному способу, но с выдержкой под давлением 15 причем нанесение его осуществляют на 1 мин; в примере 7-показатели по известно- площади 5-10% от поверхности клея рав- му способу.
что, с целью сокращения времени прессования и повыщения прочности соединения, на поверхность клея дополнительно наносят нагретый насыщенный раствор отвердителя.
номерно рассредоточенными зонами.
Таким образом, изобретение позволяет значительно сократить время прессования и повысить прочность соединения.
Формула изобретения
причем нанесение его осуществляют на площади 5-10% от поверхности клея рав-
что, с целью сокращения времени прессования и повыщения прочности соединения, на поверхность клея дополнительно наносят нагретый насыщенный раствор отвердителя.
причем нанесение его осуществля площади 5-10% от поверхности кле
номерно рассредоточенными зонами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВО КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ КОРОТКОТАКТОВЫМ СПОСОБОМ | 2003 |
|
RU2309174C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2015883C1 |
| Способ склеивания древесины и древесных материалов | 1989 |
|
SU1654323A1 |
| АДГЕЗИВНАЯ СИСТЕМА С НИЗКИМ ВЫДЕЛЕНИЕМ ФОРМАЛЬДЕГИДА | 2009 |
|
RU2520443C2 |
| СПОСОБ СКЛЕИВАНИЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2459849C1 |
| Способ непрерывного склеивания слоев древесины | 2023 |
|
RU2830004C2 |
| СПОСОБ СКЛЕИВАНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2011 |
|
RU2454444C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| СПОСОБ СКЛЕИВАНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2454379C1 |
| СПОСОБ СКЛЕИВАНИЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2439115C2 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при производстве клееных деталей из древесины. Цель изобретения - сокращение времени прессования и повышение прочности соединения. Для этого на поверхности одной из соединяемых деталей с помощью клеевых вальцов наносят клей, состоящий из связующего и отвердителя. Например, наносят смолу КФМТ 100 м.ч.+5%-ный раствор щавелевой кислоты 15 м.ч. Непосредственно за клеевыми вальцами устанавливают подогреваемую емкость с капельницами, из которых по заданной прорамме на ту же поверхность детали наносят нагретый раствор отвердителя. Концентрацию отвердителя доводят до насыщения при данной температуре нагрева. Рекомендуемая температура нагрева 60-80°С. Насыщенный раствор отвердителя наносят на площади 5-10% от поверхности клея. Соединяемые детали совмещают, подвергают пьезообработке с усилием 2-8 кг/см2 в течение 1-3 мин, снимают давление. После этого детали подвергают технологической выдержке в стопах не менее 2 ч. 1 табл.
| Способ изготовления древесных слоистых пластиков | 1982 |
|
SU1034901A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| СПОСОБ ПРОИЗВОДСТВА ФАНЕРЫ | 0 |
|
SU387827A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
