Изобретение относится к смазочно- охлаждающим жидкостям (СОЖ), применяемым при обработке металлов, в частности при обработке легированных конструкционных сталей с содержанием серы ниже 0,015 мас.%.
Целью изобретения является повышение стойкости режущего инструмента и качества обработанной поверх- ности.
Для приготовления СОЖ используют латекс сополимера винилхлорида . с винилиденхлоридом (СВХ-1) мол. м. ; 10000-40000, представляющий собой , водную дисперсию со средним размером частиц 0,14-0,165 мм.
В качестве эмульсола на основе нефтяного масла используют эмульсол ЭТ-2 ГХФ.
Приготовление СОЖ осуществляют следунщим образом.
В емкость загружают расчетное количество предварительно перемешанного эмульсола ЭТ-2 ГХФ, затем при механическом перемешивании постепенно добавляют 5 мас.% технической воды с температурой 30-40 С и смесь перемешивают до образования однородной густой массы - эмульсол-пасты. В полученную эмульсол-пасту при перемешивании вводят необходимое количество латекса СВХ-1, перемешивают в течение 5-10 мин и полученный концентрат подают в емкость для приготовления СОЖ, предварительно заполненную на 1/2 объема технической водой (30- ). При включенном воздушном пе:л
с
00
31513018
ремешивании доёавляют воду (30-40 0) до заданного объема, перемепщвают в течение 1.0-15 мин до образования однородной жидкости светло-коричневого оттенка.
Составы СОЖ приведены в табл. 1.
Составы предлагаемой СОЖ (1-3) и известной (состав 4) испытывали на операциях механической обработки: 10 нарезания резьбы, развертывания и про тягивания.
При нарезании резьбы испытания йроводиди на вертикально-сверлильном станке мод. 2А135. Нарезали резь-15 бу М14 X 1,5 в заготовках из стали 40Х, твердостью НВ 269-321, с содержанием серы 0,035 и 0,013% мас.% метчиками из быстрорежущей стали Р6М5„ Режимы резания: скорость реза- 20 кия 5-, 7 м/мин, подача 1,5 мм/об, машинное время 1,2 мин. Эффективность СОЖ оценивали по величине стойкости метчика в деталях (до износа его по задней грани 0,5 мм, т.е. до пере- 25 точки) .
При развертывании испытания проводили на 8-головочном агрегате-свер- лильном полуавтомате мод. АС-2303, Осуществляли развертывание отверстия, 30 диаметром 17,0 мм в заготовках из стали 35Х, твердостью НВ 286-321, с содержанием серы 0,01 мас.% развертками из твердого сплава ВКбМ. Режимы резания: скорость резания 4,2 м/мин, 35 подача 0,79 мм/об, машинное время 1,5 мин„
Эффективность СОЖ оценивали по величине стойкости развертки - по количеству обработанных отверстий до 40 износа инструмента по задней грани 0,8 мм, т.е. до его переточки.
При протягивании испытания проводили на вертикально протяжном 2-по- зиционном автомате мод. 7Б66Н125. 45 Осуществляли протягивание отверстия диаметром 39,775 мм в заготовках на стали 22ХНМ, твердостью НВ 156-217, С содержанием серы 0,015 мас.% протяжками из быстрорежущей стали Р18. Режимы резания: скорость резания 4,0 м/мин, машинное время 0,493 мин.
Эффективность СОЖ оценивали по величине стойкости протяжки (по коли- Эмульсол честву обработанных отверстий до из- ЭТ-2 ГХЖ носа протяжки по задней грани 0,3 мм. Латекс т.е. до переточки).СВХ-1
Износ инструмента замеряли с по- Вода мощью инструментального микроскопа .
ММИ-2о Дл ряли 10 р чение сто того, при вании зам ботанной
-Резуль в табл. 2
Как ви менение п вает повы та при на жании сер и при сод в 2,7 раз 1,5 раза за. Приче ности сни 0,8 до 0., с 40 до 3
Форму
Смазоч механичес держащая фтяного м лимерную щ а я с я шения сто та и каче ности, жи держащей латекс со нилденхло шении ком
Эмульс тяного
Латекс
виннпх
нилиде
Вода
50
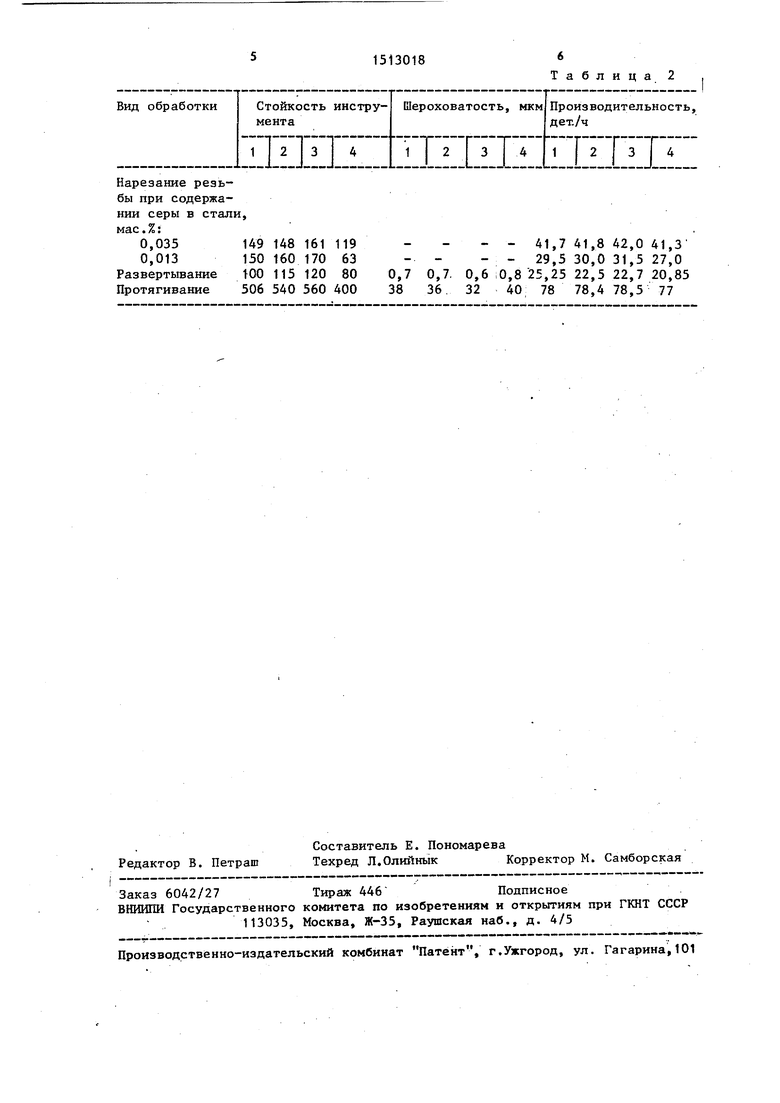
ММИ-2о Для каяодой СОЖ опыты повто- ряли 10 раз и находили среднее значение стойкости инструмента. Кроме того, при развертьшании и протягивании замеряли шероховатость обработанной поверхности.
-Результаты испытаний приведены в табл. 2.
Как видно из данных табл. 2, применение предлагаемой СОЖ обеспечивает повышение стойкости инстрз мен- та при нарезании резьбы при содержании серы 0,035 мас.% в 1,35 раза и при содержании серы 0,013 мас.% в 2,7 раза, при развертывании - в 1,5 протягивании - в 1,4 раза. Причем шероховатость цоверх- ности снижается при развертывании с 0,8 до 0.,6 мкм и при протягивании с 40 до 32 мкМо
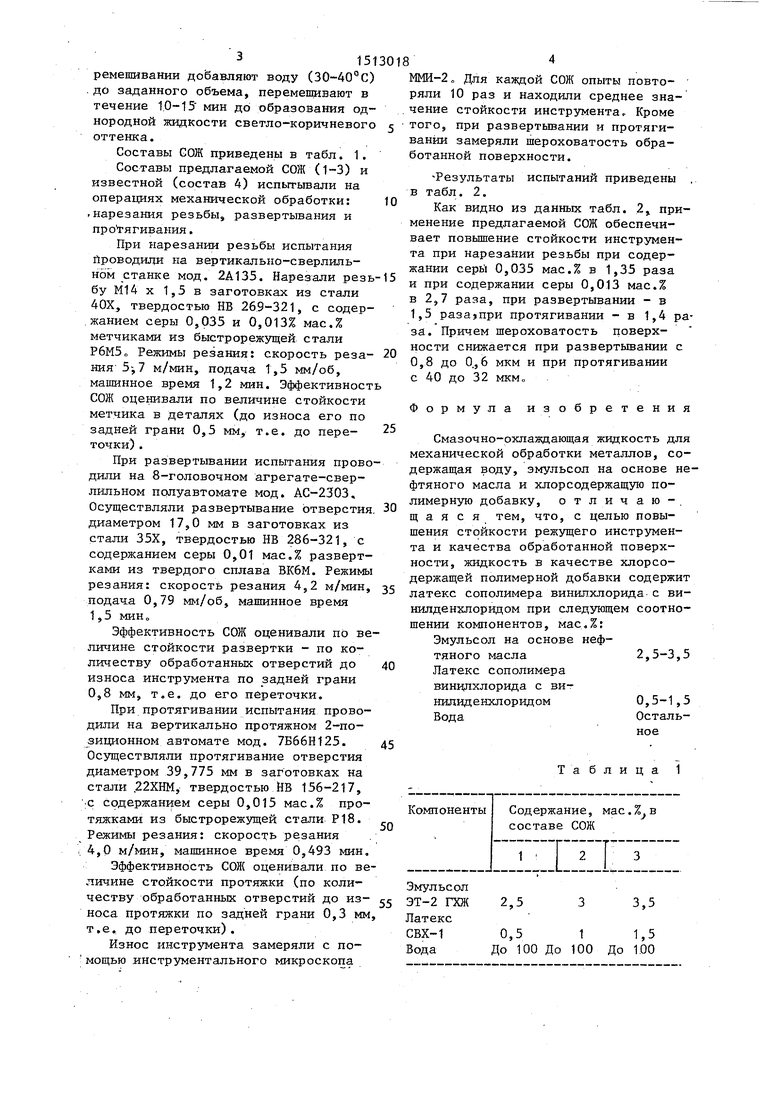
Формула изобретения
Смазочно-охлаждающая жидкость для механической обработки металлов, содержащая воду, змульсол на основе нефтяного масла и хлорсодержащую полимерную добавку, отличаю-, щ а я с я тем, что, с целью повышения стойкости режущего инструмента и качества обработанной поверхности, жидкость в качестве хлорсо- держащей полимерной добавки содержит латекс сополимера винилхлорида с ви- нилденхлоридом при следующем соотношении компонентов, мас.%:
Эмульсол на основе нефтяного масла2,5-3,5
Латекс сополимера
виннпхлорида с винилиденхлоридом
Вода
0,5-1,5 Остальное
Таблица 1
2,5 3 3,5
0,5 1 1,5 До 100 До 100 До 100
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1513017A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2026336C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2102443C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭМУЛЬСОЛА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2133261C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2035495C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1993 |
|
RU2037514C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1351970A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, ЭМУЛЬСИОННАЯ СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 1993 |
|
RU2083645C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2001 |
|
RU2208046C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1162861A1 |
Изобретение относится к смазочно-охлаждающим жидкостям, применяемым при обработке металлов, в частности при обработке легированных конструкционных сталей. Цель - повышение стойкости режущего инструмента. Жидкость содержит, мас.% : эмульсол на основе нефтяного масла 2,5-3,5, латекс сополимера винилхлорида с винилиденхлоридом 0,5-1,5 и воду остальное. Применение жидкости обеспечивает повышение стойкости инструмента при нарезании резьбы в среднем в 2 раза, при протягивании в 1,4 раза, при развертывании в 1,5 раза по сравнению с прототипом. 2 табл.
,
149148 161 119
150160 170 63 too 115 120 80 506 540 560 400
--- - 41,7 41,8 42,0 41,3
--- - 29,5 30,0 31,5 27,0 0,70,7.0,6 lO,8 25,25 22,5 22,7 20,85 3836.32 40 78 78,4 78,5 77
| Вердичевский Е.Г | |||
| Смазочно- охлаждающие технологические средства для обработки материалов | |||
| - М.: Машиностроение, 1984, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU785344A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
