Изобретение относится к нанесению покрытий из железоуглеродистых сплавов горячим способом и может быт-ь использовано в машиностроении.
Целью изобретения является повыше-- ние прочности сцепления и сплошности покрытий.
Способ нанесения покрытия из железоуглеродистого сплава на изделия включает очистку, нагрев до 870- 920°С, флюсование, погружение в воду на 1-3 с, выдержку на воздухе 2-5 с. и окунание изделия в расплав железоуглеродистого сплава.
Способ реализуют следующим образом.
Очищенное изделие, зуб ковша весом I кг из стапи 45, нагревают др 870-920°С, наносят слоя флюса погружением на 15 с в расплав флюса АШГГ-200 имеющего температуру 870°С, Под действием высокой температуры флюс растворяет слой окислов , находящихся на поверхности изделия. Затем изделие погружают в воде на 1-3 с. Вследствие высокой скорости охлаждения, а также разрушающего действия образующейся паровой рубашки, происходит разрушение и смыванр1е слоя флюса с поверхности заготовки. В результате поверхность изделия после вынимания из воды оказывается очищенной от
слоя флюса. Из-за небольшой длительности погружения в воду значительно охлаждается лишь поверхность изделия, а общая температура изделия снижается незначител:ьно. При последующей выдержке на воздухе в течение 2-5 с происходит повторный нагрев поверхности изделия за счет теплосодержания ее средней части и испарение влаги с ее поверхности. После этого осуществляют намораясивание защитного покрытия окунанием на 1-2 с в расплав высокохромистого чугуна при 1350-1370°С, Образование защитного покрытия происходит на очищенной поверхности. Окисленность ее вследствие небольщой выдержки на воздухе незначительна. В результате на поверхности изделия формируется прочно сцепленный с ним защитный слой сплошного покрытия, в котором отсутствуют инородные вютючения и сквозные отвер тия
Как видно из таблицы, предлагаем способ позволяет устранить дефекты в покрытии на изделиях, повысить в 1,5-2 раза протяженность диффузион ного сцепления основы изделия с по рытием, что позволяет повысить их стойкость на 25%.
Если длительность погружения нагретой заготовки с флюсом в воду будет менее 1 с, то этой выдержки недостаточно дпя кристаллизации 4 люса
и удаления его с поверхности заго л ов- 30 формул ки. В результате поверхность заготовки будет очищена от йдяюса не полностью.
Если выдержка нагретой заготовки
в воде превышает 3 с, то снижение , флюсование и окунание изде- лосодержания заготовки вследствие теплообмена с водой будет слишком больщим, что приведет- к снижению температуры не только поверхности заготовки, но и ее внутренних слоев. В 40 результате температура заготовки пе- ред намораживанием будет недостаточизобретени
Способ нанесения покрытия из железоуглеродистого сплава на изделия включающий очистку, нагрев до 870920°С, флюсование и окунание изделия в расплав железоуглеродистого сплава, отличающийся т что, с целью повышения прочности сцепления и сплошности покрытий, перед окунанием в расплав и зделие погружают в воду на 1-3 с-и выдержи вают на воздухе 2-5 с.
на для получения качественного покрытия .
При выдержке на воздухе в течение 2-5 с происходит повторный подогрев поверхности заготовки за счет теплоты внутренних слоев до температуры не менее 800°С и испарение воды с поверхности заготовки,
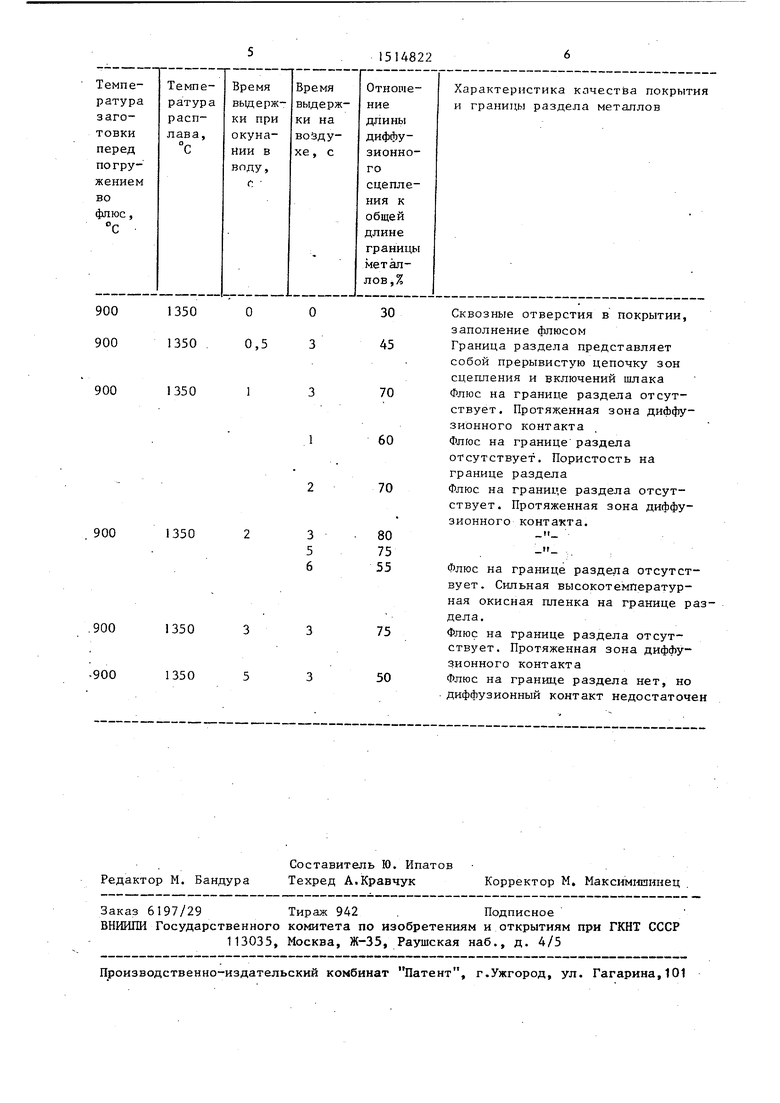
Оценку качества сцепления и сплошности слоя покрытия производили при металлографическом изучении границы раздела заготовка - покрытие и выражали в соотношении длины границ, имею- щих диффузионное сцепление, к общей длине границ, выраженном в процентах.
Влияние времени окунания заготовки с флюсом в воду и времени выдержки на воздухе на качество сцепления покрытия и заготовки приведено в таблице
Как видно из таблицы, предлагаемый способ позволяет устранить дефекты в покрытии на изделиях, повысить в 1,5-2 раза протяженность диффузионного сцепления основы изделия с покрытием, что позволяет повысить их стойкость на 25%.
формул
, флюсование и окунание изде-
изобретения
Способ нанесения покрытия из железоуглеродистого сплава на изделия, включающий очистку, нагрев до 870 920°С, флюсование и окунание изделия в расплав железоуглеродистого сплава, отличающийся тем что, с целью повышения прочности сцепления и сплошности покрытий, перед окунанием в расплав и зделие погружают в воду на 1-3 с-и выдерживают на воздухе 2-5 с.
900
1350
900
1350
3
5 6
.900
1350
900
1350
собой прерывистую цепочку зон сцепления и включений шлака Флюс на границе раздела отсутствует. Протяженная зона диффузионного контакта Флюс на границе раздела отсутствует. Пористость на границе раздела
Флюс на границе раздела отсутствует. Протяженная зона диффузионного контакта.
Флюс на границе раздела отсутствует. Сильная высокотемпературная окисная пленка на границе раздела.
Флюс на границе раздела отсутствует. Протяженная зона диффузионного контакта Флюс на границе раздела нет, но диффузионный контакт недостаточен
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических отливок | 1988 |
|
SU1675040A1 |
| Способ нанесения металлических покрытий на стальные изделия | 1990 |
|
SU1834909A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ИЗДЕЛИЯ | 2012 |
|
RU2499077C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ СТАЛЬНЫХ ТРУБОПРОВОДОВ К КОРРОЗИИ АЛИТИРОВАНИЕМ | 2014 |
|
RU2590738C1 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2016 |
|
RU2621201C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2013 |
|
RU2527107C1 |
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ И СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 2001 |
|
RU2277606C2 |
| Способ получения биметаллических отливок намораживанием | 1989 |
|
SU1685597A1 |
| Способ получения алитированных изделий из углеродистых сталей | 1982 |
|
SU1087563A1 |
Изобретение относится к нанесению покрытий из железоуглеродистых сплавов горячим способом и может быть использовано в машиностроении. Цель изобретения - повышение прочности сцепления и сплошности покрытий. Способ нанесения покрытия из железоуглеродистого сплава на изделия включает очистку, нагрев до 870-920°С, флюсование, погружение в воду на 1-3 с, выдержку на воздухе 2-5 с и окунание изделия в расплав железоуглеродистого сплава. Использование изобретения позволяет получить сплошные покрытия на изделиях, увеличить протяженность зоны диффузионного сцепления до 70-80% на границе подложки и покрытия. 1 табл.
| Патент ФРГ, № 3152891, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Бетеня Г.Ф | |||
| Повышение долговечности почворежущих элементов сельскохозяйственной техники наплавкой намораживанием | |||
| - Белорусский НИИНТИ Госплана БССР | |||
| Обзорная информация, сер | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Минск, 1986 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| .ЛИЯ | |||
