I ио{)1(. 1Ч 11Ис oiTiov iiu H к lii pcpaO 11 КС- ,тастои .Thihv M НОЛ ;uiii,H HHc i и H,i
ЛС 1)1Я,
Цс.То и «) (. ЧННHOBl.llHl llliC Нроч
IIOCIH, CIH 1 |)1. т oiiKoci н н стойкостч к поосрх- НОС1 но-ак П1ИНЫМ ii ai (Н сснвным c-ptMi-iM,
( iiocoo осу шести,тяют ,1елук)1лнм ofi- )а ЮМ
11ос, 1счоиатч ,1)Но Ii ,тн ; )1Ч ifio)M;iN Ос vHiccTii ТИК) I (|.o|n oi afiHc Hi те)11Ч|,ас ГО1 Bti lien часп 11-;ле,тни, а (атсм на vHJiop- мн|юва|111оГ; частиинччпнкж), пра -яо.м
них рентою часть, (|))т )н , С. а niieiiiiiKiK) 11 (-IY 1),5, глс у К рость с,чич1 oiioii лефо) аина Kicn.iana тс-р М(Л1,тас1а нрн ;л|о, М1снин ,Tocni формы, Н рс, :а К :) 1Л1Н р.кльтана lepMoa, тл , - та 1|)Н т cM,4fTi;i i рс (ано,т :ення (j)o)ii)
На 11 ; aii: оматч Л 3127 ()И vii,iH- Baio i (, iubi л, i.-ганлгцгпплх нсны1,1ннй li внле (ин(ч1 лопатки и . iio, iH3TH,,
1 k p II о на ч а,т ,,40 (()ормук,1Т HII т pi iiiiioK) ча1ЛЬ при .сЛ1Л( (-), Л,тя ) нред- парите,, с иомоинло ка11И,.тяр11ог() ииско- :( оиредс , 1ЯИГ1 11 ыо r()H()(j вяжосгь
р;а1.н,таи,л при 211) (, при 1а,тон cKOjXjci 4 ) 1| н на н p;i, н л сдвнга г ii()M -мч)м
онр1Мс,1Я1от (- как , ири iH aHi:
я1ач1 Н1 с Ну и нсоГ 11,л1м ii) оо1, к )- ,.,, уР,-Ь
ИН ТЛ. CiHo, I НСН1;Я фоЦМЫ как VV.
()
ФсЧОЮнаннс Ь|И |ЛНсн частн ||рои(во,яг 1 при (маченни (1- Ну- 1. неОПХОДИ Н) IU |:, СКО|1ОС1 ii ,1,Я OOt CllC
чення :1То|(. ус I Р|Hii- ча опрсдс, 1ЯК11 a-ia,i( 1 нччо,
,|-,1Л1Ы ос нчч м-;, 1СИИЯ уЧосоГм -,.t pa,t, )ИЧ1-,ы (иач лшя-- , i ,;: ,i pii :н ., ч i.i в iaf),iiiU .
/ ii/iMiLiii i:«ii iicIсния
(,11(400 ; , Л-Л i V Hru,lHI I: i И рМо H. iacioii ,iHTi, HO Л a ivicii 4 . ик,ти:чаи ни1 и Н(К ,те uii-; : re :biii n iJio;iMoiia ннс BII I HMliicH
H на licli ЧасиЧ ЧС1с,1НЯ, I ,lll /i ll
oi
CO
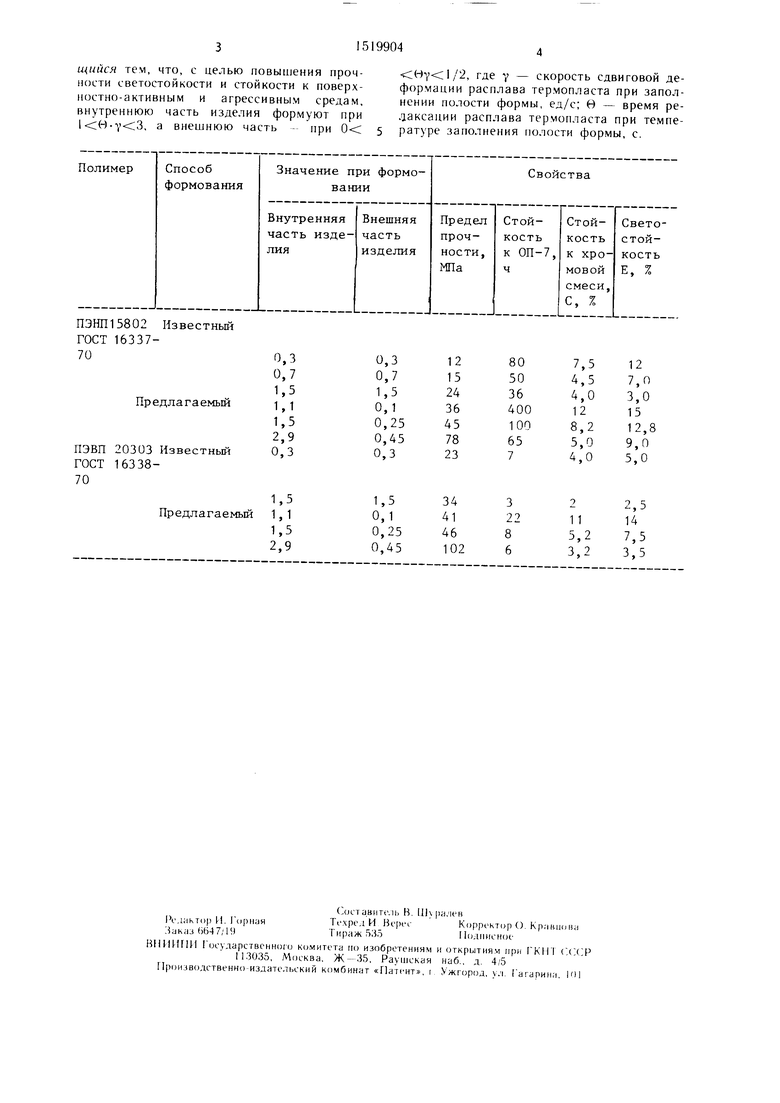
щийся тем, что, с целью повьииения прочности светостойкости и стойкости к поверхностно-активным и агрессивным средам, внутреннюю часть изделия формуют при , а внешнюю часть - при
, где Y - скорость сдвиговой деформации расплава термопласта при заполнении полости формы, ед/с; в - время ре- даксации расплава термопласта при температуре заполнения полости формы, с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскопрокатное устройство | 1985 |
|
SU1344478A1 |
| Устройство для резки нитей искусственного или синтетического волокна на штапели | 1953 |
|
SU97759A1 |
| Способ ориентирования керна | 1988 |
|
SU1627684A1 |
| Способ обработки прессованных изделий из металлических порошков на основе железа перед нанесением гальванических покрытий | 1985 |
|
SU1370157A1 |
| Воздухораспределитель тормоза железнодорожного транспортного средства | 1988 |
|
SU1525051A1 |
| Люминесцентный светильник | 1986 |
|
SU1420305A1 |
| Устройство для контактной сварки | 1989 |
|
SU1625619A1 |
| Система автоматического управления периодическим процессом ферментации | 1989 |
|
SU1624420A2 |
| Способ ультразвукового контроля изделий | 1988 |
|
SU1534388A1 |
| Устройство для лечения позвоночника | 1986 |
|
SU1409261A1 |
Изобретение относится к способам изготовления изделий из термопластов литьем под давлением. Цель изобретения - повышение прочности, светостойкости, стойкости к поверхностно-активным и агрессивным средам. Для этого формование осуществляют в две стадии - внутреннюю часть изделий при 1*22Oγ*983 и ВНЕшНюю пРи 0*22Oγ*980,5, гдЕ γ - СКОРОСТь СдВигОВОй дЕфОРМАции
Θ - ВРЕМя РЕлАКСАции РАСплАВА ТЕРМОплАСТА пРи ТЕМпЕРАТуРЕ зАпОлНЕНия фОРМы. 1 ТАбл.
ПЭНП15802 Известный ГОСТ 16337
