Изобретение относится к фотометрии и может быть использовано для автоматической расшифровки рентгеног- грамм сварных соединений.
Целью изобретения является повыше- ние информативности способа.
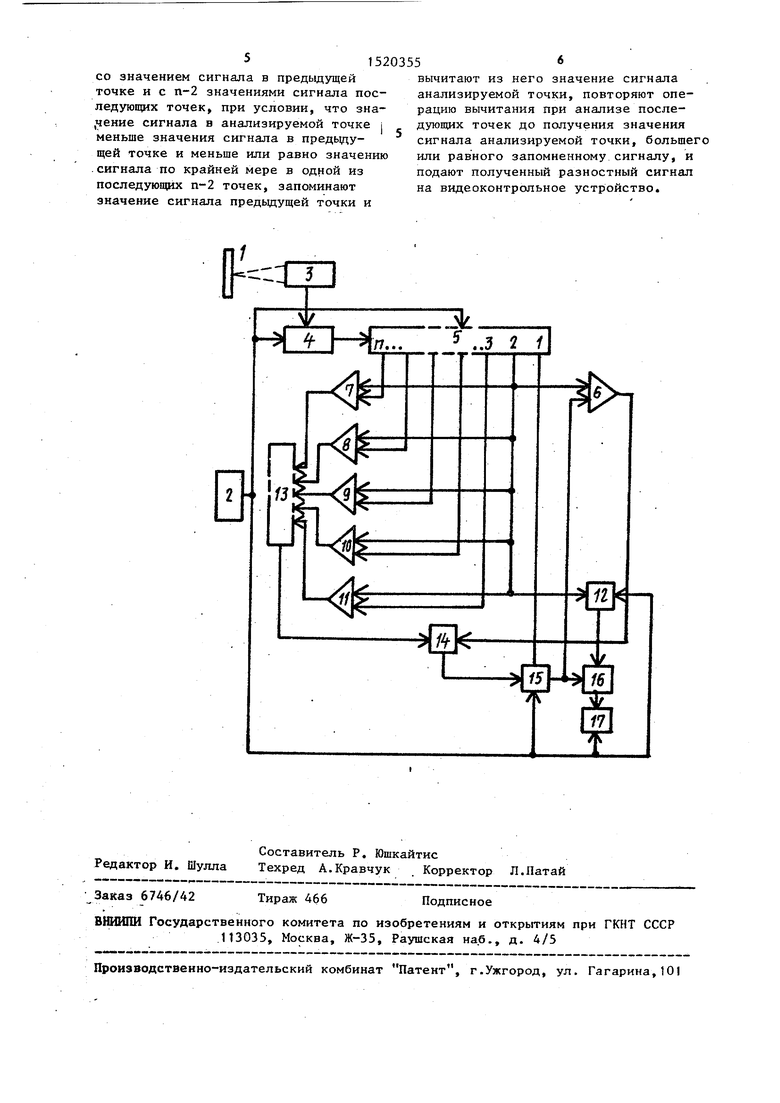
На чертеже приведена структурная схема устройства, реализующего способ вьщеления изображения дефекта.
На устройство поступает световой поток, прошедший через рентгенограмму 1 сварного шва. Устройство содержит генератор 2 тактовых импульсов, фотоэлектронный умножитель 3, соединенный с аналого-цифровым преобразователем 4, связанным с входом цифровой многоотводной линии 5 задержки с п отводами. Первый отвод линии 5 задержки со.единен с первым входом компаратора 6, (п-2) отводов (кроме первого и второго) соединены с первыми входами (п-2) компараторов 7-11, вторые входы всех (п-1) компараторов 6-11 соединены с вторым отводом линии 5 задержки и входом линии 12 задержки. Выходы (п-2) компараторов 7-11 соединены с входами логической схемы ИЛИ 13, выход которой соединен с первым входом логической схемы И 14 второй вход которой соединен с вьсхо- дом компаратора 6. Выход логической схемы И 14 соединен с первым входом оперативно-запоминающего устройства 15, второй вход которого соединен с первым отводом линии 5 задержки. Выход оперативно-запоминающего устройства 15 соединен с первым входом компаратора 6 и первым входом вычитаю
щего устройства 16, второй вход которого соединен с выходом линии 12 задержки, а выход - с входом цифрового видеоконтрольного устройства 17. Выход генератора 2 тактовых импульсов подключен к входам аналого-цифрового преобразователя 4, линии 5 задержки, линии 12 задержки, оперативно-запоминающего устройства 15 и цифрового
видеоконтрольного устройства 17,
I
Устройство работает следующим образом..
Рентгенограмму 1 сварного шва сканирзпот перпендикулярно направлению шва оптическим лучом с апертурой, соответствующей минимальному размеру дефекта. Световой поток, прошедший через рентгенограмму, падает на фотоэлектронный умножитель 3, на выходе которого появляется напряжение, обратно пропорциональное плотности почернения сканируемого участка рентгенограммы 1 сварного шва. Это напряжение подается на аналого-цифровой пр е- образователь 4, где оно квантуется сигналами от генератора 2 тактовых импульсов, значение амплитуды в каждой точке преобразуется в двоичный код и подается на вход цифровой многоотводной линии 5 задержки с п от- водами, длительность задержки которой равна максимальному размеру выделяемых дефектов. Значение двоичного кода второго отвода линии 5 задержки, соответствующее значению сигнала анализируемой точки, подается на вторые входы компараторов 7-11, где они сравниваются со значениями двоичных кодов всех последующих (п-2) отводов линия 5 задержки. Значение двоичного кода первого отвода линии 5 задержки через оперативно-запоминающее устройство 15 подается на первый вход компаратора 6, на второй вход которо го подается значение двоичного кодй второго отвода линии 5 задержки. Сигналы с выходов компараторов 7-11 поступают на входы логической схемы ИЛИ 13, где они логически руются, результат поступает на первый вход логической схемы И 14, а на второй ее вход подается сигнал с выхода компаратора 6. По наличию сиг- aЛa на выходе логической схемы И, 14 делается вывод о принадлежности ана-) лизируёмой точки рентгенограммы изображению дефекта.
0
5
Q
5
0
5
0
5
0
В этом случае, т.е. при лаличии дефекта, по сигналу, поступающему с выхода логический схемы И 14 на вход о перативно-запоминающего устройства 15, запоминается предыдущее значение, крда первого отвода линии 5 задержки и подается на первый вход вычитающегр устройства 16, на второй вход которого подается выходной сигнал линии 12 задержки. Длительность задержки равна периоду тактовых импульсов. Задержанное значение кода второго отвода линии 5 задержки, совмещенное во времени со значением кода первого отвода этой же линии задержки, подается на второй вход вычитающего устройства 16. В результате вычитания на .выходе вычитающего устройства 16 получается разностный сигнал, который подается на вход цифрового видeoк0iнтpoльнoгo устройства 17, формирующего изображе.:ие дефекта.
При отсутствии дефекта, т.е. при отсутств,ин сигнала на выходе логичее- кой схемы И 14% через оперативно-за- поминающее устройс 1 во 15 передается текущее 1 наг:ение сигнала первого отвода линии 3 задержки. В результате вычитания его из задержанного.в линии 12 и совмещенного с ним Во времени сигнала второго отвода линии . 5 задержки в вычитающем устройстве ,16 устраняете, : сигнал валика усиления юварного шва.
Таким образом, при обработке рентгенограмм сварных соединений предлагаемый способ выделения изображения дефекта позволяет не только обнаружить дефект, но и определить энергетические параметры сигнала дефекта и тем самым повысить информативность способа.
Формула изобретения
Способ гь1целения изображения дефекта, заключающийся в том, что рентгенограмму сварного соединения сканируют оптическим лучом, преобразуют прошедший через рентгенограмму световой поток в электрический сигнал и квантуют его, отличающийся тем, что, с целью повышения информативности способа, после квантования запоминают п последовательных значений сигнала, соответствующих максимальному размеру дефекта, сравнивают значение сигнала в анализируемой точке
со значением сигнала в предыдущей точке и с п-2 значениями сигнала последующих точек при условии, что зна- ,чение сигнала в анализируемой точке i меньше значения сигнала в предыдущей точке и меньше или равно значению .сигнала по крайней мере в одной из последующих п-2 точек, запоминают значение сигнала предьздущей точки и
355
вычитают из него значение сигнала анализируемой точки, повторяют операцию вычитания при анализе последующих точек до получения значения сигнала анализируемой точки, большего или равного запомненному сигналу, и подают полученный разностный сигнал на видеоконтрольное устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выделения изображения дефекта | 1985 |
|
SU1354040A1 |
| Рентгенотелевизионный дефектоскоп | 1986 |
|
SU1354081A1 |
| Рентгентелевизионный дефектоскоп | 1982 |
|
SU1081489A1 |
| Ультразвуковой дефектоскоп для контроля сварных швов | 1986 |
|
SU1388786A1 |
| Устройство контроля геометрических размеров грата электросварных труб | 1988 |
|
SU1623843A1 |
| Рентгенотелевизионный дефектоскоп | 1989 |
|
SU1599730A1 |
| Способ выделения изображения дефекта | 1975 |
|
SU596836A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379677C1 |
| РАДИОЛОКАЦИОННАЯ СТАНЦИЯ | 1995 |
|
RU2096801C1 |
| Устройство для отображения информации на экране цветного видеоконтрольного блока | 1988 |
|
SU1529280A1 |
Изобретение относится к фотометрии и может быть использовано для автоматической расшифровки рентгенограмм сварных соединений. Цель изобретения - расширение информативности способа. Способ включает сканирование рентгенограммы световым лучом, преобразование светового потока в электрический сигнал, его квантование, запоминание одномерного участка изображения, сравнение величин кодов на всем участке изображения дефекта одновременно, их логическое сложение и перемножение, а также их запоминание и вычитание. Способ позволяет выделить энергетические параметры сигнала дефекта при одновременном устранении пространственной помехи - сигнала валика усиления шва. 1 ил.
Редактор И. Шулла
Составитель Р. Юшкайтис
Техред А.Кравчук Корректор Л.Патай
Заказ 6746/42
Тираж 466
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР П3035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| СПОСОБ ВЫДЕЛЕНИЯ ГРАНИЦ РЕНТГЕНОВСКОГО ИЗОБРАЖЕНИЯ ДЕФЕКТА | 0 |
|
SU285042A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ выделения изображения дефекта | 1975 |
|
SU596836A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
