Изобретение относится к области неразрушающего контроля и может быть использовано для контроля качества сварных швов методом акустической эмиссии в процессе сварки.
Известен способ комплексного контроля качества сварных соединений, заключающийся в том, что на начальной стадии метода неразрушающего контроля используют метод акустической эмиссии, а на последующих стадиях - другие методы неразрушающего контроля. Кроме того, акустико-эмиссионный контроль выполняют в процессе сварки на стадии формирования и охлаждения сварного шва, выявляют акустоэмиссионно-активные области, а по окончании сварки неразрушающий контроль осуществляют другими методами в объеме, не превышающем объем акустоэмиссионно-активных областей. Кроме того, по окончании сварки контроль осуществляется ультразвуковым методом (Патент РФ №2102740, G01N 29/04. Бюл. №2, 1998, приоритет от 26.05.1994 г., принятый за аналог).
Недостатком данного способа является следующее обстоятельство. Как показано в способе, принятом за аналог, «…по результатам контроля строят распределения акустико-эмиссионных сигналов и выделяют участки, характеризующиеся повышенным количеством импульсов по сравнению с общим фоном». Это означает, что локализация сигналов акустической эмиссии хоть и осуществляется, но в ней присутствуют сигналы от помех, шумов и возможно и от дефектов. При этом локализованные сигналы от дефекта, шумов и помех невозможно разделить. Кроме того, участки, «…характеризующиеся повышенным количеством импульсов по сравнению с общим фоном» не обязательно соответствуют дефекту сварки.
Известно многоканальное акустико-эмиссионное устройство для контроля изделий, состоящее из 1…n блоков, каждый из которых содержит четыре измерительных канала, состоящих из последовательно соединенных акустического преобразователя, предварительного усилителя, фильтра, пикового детектора, выход которого соединен с инвертирующим входом компаратора, а также содержит цифроаналоговый преобразователь, выход которого подключен к неинвертирующему входу компаратора, а также коммутатор каналов, основной усилитель, аналого-цифровой преобразователь, оперативное запоминающее устройство и таймер. Кроме того, в устройстве последовательно соединены коммутатор каналов, основной усилитель, аналого-цифровой преобразователь, оперативное запоминающее устройство, выход которого соединен с первым входом устройства сопряжения, причем четыре входа коммутатора каналов соединены с выходами фильтров каналов и входами пиковых детекторов соответствующих каналов, а входы цифроаналоговых преобразователей четырех каналов блока объединены и соединены с первым выходом устройства сопряжения, выходы компараторов каждого канала подключены ко входам таймера, выход которого соединен со вторым входом оперативного запоминающего устройства, второй выход устройства сопряжения соединен с третьим входом таймера, а третий выход устройства сопряжения соединен с шиной компьютера (Патент РФ №2150698, МПК 7 G01N 29/14, 29/04, приоритет от 25.11.97 г., БИ №16, 2000 г., принятый за аналог).
К числу основных недостатков данного устройства относятся:
- низкое быстродействие, обусловленное наличием коммутирующих устройств в блоках. Низкое быстродействие является причиной появления погрешностей при измерении амплитуды, времени прихода, спектра сигналов акустической эмиссии. Это приводит не только к понижению быстродействия всего устройства, но при этом резко повышаются погрешности локализации и уменьшается объем передаваемой информации;
- взаимное влияние каналов, вызванное прохождением паразитных сигналов через коммутирующие устройства на соседний канал;
- невозможность определения в реальном масштабе времени спектральных характеристик сигналов акустической эмиссии, а следовательно, и типа дефекта, так как вся обработка информации осуществляется в одном центральном процессоре.
Наиболее близким к данному способу является способ обнаружения в процессе сварки дефектов в сварных швах и определения их местоположения, включающий прием возникающих в зоне сварки акустических сигналов не менее чем двумя размещенными на свариваемой конструкции вдоль свариваемого шва приемными преобразователями, фильтрацию принимаемых акустических сигналов по величине заданной пиковой амплитуды, регистрацию и обработку отфильтрованной информации с аналого-цифровым преобразованием и вычислением координат источников акустических сигналов, сравнение получаемых координат и при их совпадении для заданного количества сигналов принятие решения о наличии дефекта сварного шва. Кроме того, дополнительно принимают акустические сигналы, возникающие в зоне остывания, прием сигналов из зон сварки и остывания осуществляют в широкой полосе частот, для регистрации используют волновую форму широкополосного акустического сигнала, а для фильтрации дополнительно определяют среднюю амплитуду, соотношение пиковой и средней амплитуд, а также, по крайней мере, одну характеристику спектра акустического сигнала, отражающую степень его высокочастотности, и задают, помимо пороговой величины пиковой амплитуды, пороговые величины параметра соотношения пиковой и средней амплитуд и параметра высокочастотности сигнала для процессов сварки и остывания, при этом при приеме один из приемных преобразователей сигнала, превышающего все три порога фильтрации для процесса сварки, автоматически понижают на заданный период времени пороги для этого и соседних с ним приемных преобразователей до значений порогов фильтрации для процесса остывания сварного шва и продолжают регистрацию последующих акустических сигналов, после обработки которых судят о качестве сварного шва и о степени опасности обнаруженных в нем дефектов (Патент РФ №2156456, G01N 29/14, приоритет от 7.06.1999 г., Бюл. №26, 2000 г.), принятый за прототип.
Недостатком данного способа является то, что процесс сварки и остывания сварного шва проходят при разных значениях порогов срабатывания, то есть при разной чувствительности. Это означает, что поскольку в процессе сварки пороги срабатывания высокие, то возможен пропуск сигналов от опасных дефектов. Кроме того, процесс перестройки порогов срабатывания требует дополнительного времени контроля, в течение которого возможен пропуск опасных дефектов.
Наиболее близким по технической сущности к предлагаемому устройству является многоканальное акустико-эмиссионное устройство для диагностики конструкций, состоящее из 1…n блоков, каждый из которых содержит четыре измерительных канала, состоящих из последовательно соединенных акустического преобразователя, предварительного усилителя, фильтра, программируемого основного усилителя, аналого-цифрового преобразователя, а также содержит генератор калибровочных импульсов и последовательно соединенные оперативное запоминающее устройство, устройство управления, выход которого соединен с шиной компьютера, которая, в свою очередь, соединена с центральным процессором компьютера, два ключа, причем первый вход первого ключа соединен с выходом акустического преобразователя, а второй вход первого ключа соединен со вторым входом второго ключа и входом двухпозиционного ключа, первый вход второго ключа соединен с выходом предварительного усилителя, с выхода предварительного усилителя через замкнутые второй и двухпозиционный ключи сигналы акустической эмиссии поступают на вход фильтра, при этом первый выход двухпозиционного ключа соединен с последовательно соединенными фильтром, программируемым основным усилителем, аналого-цифровым преобразователем, выход которого соединен со входом цифрового мультиплексора, а второй выход двухпозиционного ключа соединен с выходом генератора калибровочных импульсов, вход которого соединен с первым выходом устройства управления. Кроме того, выход программируемого усилителя соединен с узкополосным перестраиваемым фильтром, выход которого соединен со входом компаратора, выход которого соединен с соответствующим входом счетчика времени прихода, выход которого двунаправленной шиной соединен со вторым входом устройства управления, а управляющие входы двухпозиционных ключей объединены и соединены с третьим управляющим входом устройства управления, а управляющие входы программируемых усилителей объединены и соединены с четвертым входом устройства управления (Патент РФ №2296320, G01N 29/04, приоритет от 7.09.2005 г., Бюл. №9, 2007 г.), принятый за прототип.
К числу недостатков данного устройства относятся:
- в устройстве, принятом за прототип, время прихода сигнала акустической эмиссии определяется по срабатыванию цифрового компаратора. Поскольку в данном устройстве в каждом канале отсутствуют фильтры высоких частот, то срабатывание цифрового компаратора происходит по быстрой моде. Это приводит к значительной погрешности при определении координат дефектов.
При разработке заявляемого способа акустико-эмиссионного контроля качества сварного шва в процессе сварки и устройства для его осуществления была поставлена задача повышения достоверности контроля дефектов и точности их локализации в сварном шве во время сварки и остывания сварного шва. Для выявления дефектов в процессе сварки и охлаждения сварных швов создается механическое нагружение за счет неоднородности структуры материала сварного шва и теплового режима. В результате этого в материале шва и околошовной зоне возникают значительные напряжения, способные вызвать акустическую эмиссию, по крайней мере, на дефектных участках. Однако большой шум, сопровождающий сварку, затрудняет выделение полезных сигналов (Белов В.М., Дробот Ю.Б., Дроздов А.П. и др. Обнаружение трещинообразования в сварном шве с помощью акустической эмиссии // Дефектоскопия. 1974, №4, с.29-33).
Поставленная задача решается за счет того, что в предлагаемом способе акустико-эмиссионного контроля качества сварного шва в процессе сварки сварного шва, заключающемся в том, что осуществляют прием возникающих в зоне сварки акустических сигналов смещенными друг относительно друга и относительно сварного шва К широкополосными акустическими преобразователями, усиление принимаемых акустических сигналов, их фильтрацию по величине заданной пиковой амплитуды и степени высокочастотности спектра акустического сигнала, аналого-цифровое преобразование, регистрацию времен прихода сигналов акустической эмиссии на акустические преобразователи, вычисление координат источников акустических сигналов, по результатам акустико-эмиссионного контроля строят картину локализации сигналов акустической эмиссии и выделяют активные области, характеризующиеся повышенным количеством сигналов акустической эмиссии. Кроме того, в процессе контроля регистрируют непрерывные сигналы, усредняют их амплитуду на заданном интервале времени и по ее значению регулируют порог селекции канала преобразования информации для приема в зоне сварки акустических сигналов и по цифровой форме сигнала акустической эмиссии проводят кластеризацию группы сигналов для каждый пьезоантенны, состоящей из трех акустических преобразователей, выделяют группы сигналов, объединенных в кластеры, проводят их локализацию, и при превышении в кластерах критического числа сигналов, удовлетворяющих условиям превышения амплитудной и частотной селекции, сварной шов бракуется.
Поставленная задача решается также за счет того, что многоканальное акустико-эмиссионное устройство для контроля качества сварного шва в процессе сварки, состоящее из К каналов, каждый из которых состоит из последовательно соединенных акустического преобразователя, предварительного усилителя, фильтра, основного усилителя, аналого-цифрового преобразователя, выход которого цифровой шиной соединен с входом оперативного запоминающего устройства, выход которого двунаправленной шиной соединен с входом устройства управления, выход которого двунаправленной шиной соединен с шиной компьютера, которая, в свою очередь, соединена с центральным процессором. Кроме того, согласно описанию, в каждый канал дополнительно введены цифроаналоговый преобразователь, аналоговый компаратор, оперативное запоминающее устройство кода диапазонов, а также n узкополосных фильтров, n аналоговых интеграторов, n аналого-цифровых преобразователей сигналов частотных диапазонов, при этом выход основного усилителя соединен с неинвертирующим входом аналогового компаратора, инвертирующий вход которого соединен с выходом цифроаналогового преобразователя, вход которого соединен с первым выходом устройства управления каналом, а выход аналогового компаратора соединен с первым входом устройства управления каналом, второй выход которого соединен с первым входом оперативного запоминающего устройства кода диапазонов, третий выход устройства управления каналом двунаправленной шиной соединен с вторым входом оперативного запоминающего устройства кода диапазонов, а выход основного усилителя соединен с входами (1…n) параллельных цепей, состоящих из последовательно соединенных узкополосного фильтра, первым входом аналогового интегратора, аналого-цифрового преобразователя частотных диапазонов, выходы которых цифровой шиной соединены с третьим входом оперативного запоминающего устройства кода диапазонов, а четвертый выход устройства управления каналом соединен со вторым входом аналогового интегратора.
Предлагаемая система по сравнению с существующими акустико-эмиссионными системами (Серьезнов А.Н., Степанова Л.Н., Муравьев В.В. и др. Диагностика объектов транспорта методом акустической эмиссии. Под ред. Л.Н.Степановой, В.В.Муравьева. - М.: Машиностроение, 2004, с.24-57) позволяет значительно увеличить быстродействие в процессе обработки акустических сигналов. Это достигается тем, что кластеризация сигналов акустической эмиссии реализуется не по полной форме оцифрованных сигналов, а по значению кодов диапазонов, в которых значительно уменьшено число обрабатываемых данных. При этом существенно уменьшается количество математических операций по обработке сигналов, а следовательно, увеличивается скорость их обработки для кластеризации и сокращается время принятия решения по браковке дефектов сварного шва. Кроме того, в некоторых случаях можно не сохранять в памяти компьютера полную форму оцифрованных акустических сигналов, а использовать вместо формы сигналов коды диапазонов. При этом исключается длительная операция считывания формы сигналов из оперативного запоминающего устройства, что значительно повышает быстродействие системы. Значения кодов диапазонов можно использовать для аппаратной фильтрации паразитных сигналов, регистрируемых в процессе сварки, и нет временных затрат на обработку сигналов, имеющих значения кода частотного диапазона, соответствующих паразитным сигналам. Следовательно, нет необходимости считывать из оперативного запоминающего устройства информацию о дискретной реализации формы паразитных сигналов. Таким образом, сокращается время обработки сигналов и соответственно повышается быстродействие канала акустико-эмиссионной системы. Кроме того, ускоряется процесс принятия решения по браковке сварного шва, так как исключаются длительные расчеты спектральных характеристик сигналов, появляется возможность автоматизации процесса браковки.
На фиг.1 приведена функциональная схема устройства, реализующего способ акустико-эмиссионного контроля качества сварного шва в процессе сварки.
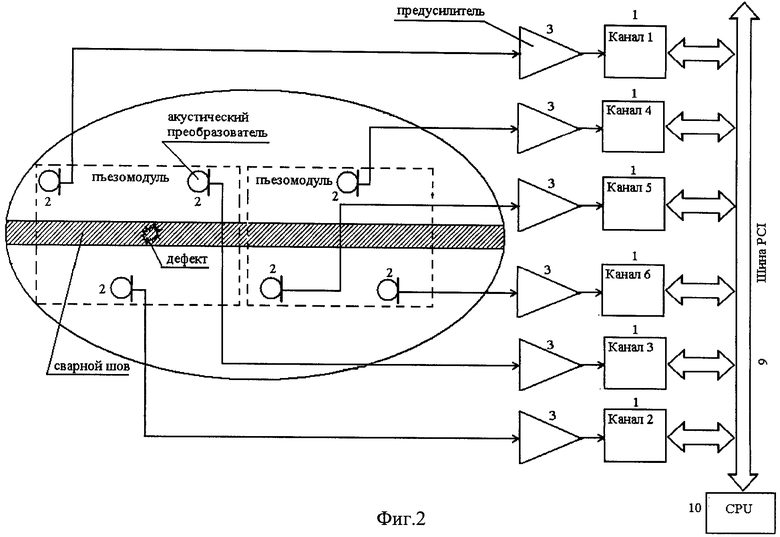
На фиг.2 показана структурная схема, поясняющая прием и преобразование акустико-эмиссионной информации в процессе сварки.
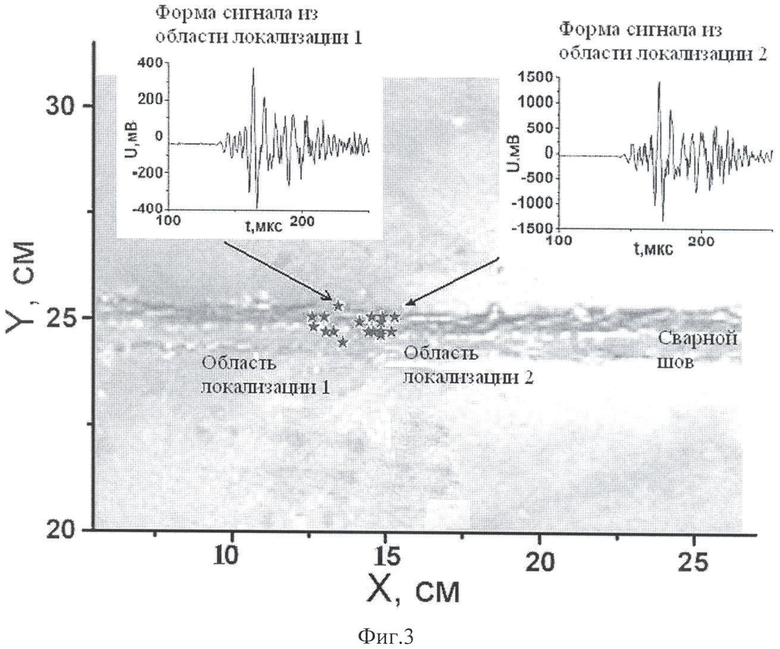
На фиг.3 показана область локализации сигналов акустической эмиссии в процессе сварки и остывания сварного шва.
Устройство, реализующее способ акустико-эмиссионного контроля качества сварного шва в процессе сварки (фиг.1), содержит:
1…К - каналы;
2 - акустический преобразователь;
3 - предварительный усилитель;
4 - полосовой фильтр;
5 - основной усилитель;
6 - аналого-цифровой преобразователь акустического канала;
7 - оперативное запоминающее устройство акустического сигнала;
8 - устройство управления канала;
9 - шина компьютера;
10 - центральный процессор компьютера;
11 - цифроаналоговый преобразователь;
12 - аналоговый компаратор;
13 - оперативное запоминающее устройство кода диапазонов;
14 - узкополосный полосовой фильтр;
15 - аналоговый интегратор;
16 - аналого-цифровое устройство сигналов частотных диапазонов.
Информация о микросхемах находится на официальных сайтах фирм Analog Devices, Motorolla, Altera, (Motorolla - www.moto.com: фирмы ALTERA - www.altera.com: фирмы Analog Devices - www.ad.com. фирмы Burr-Brown Corporation - www.burr-brown.com).
Практическое исполнение предлагаемого устройства, реализующего способ акустико-эмиссионного контроля качества сварного шва в процессе сварки, выполняется с использованием следующих компонентов.
Практическая реализация предлагаемого устройства выполняется по известным схемам с использованием следующих компонентов.
1. Схема предварительного усилителя 3 приведена в книге (А.Н.Серьезнов, Л.Н.Степанова и др. под редакцией Л.Н.Степановой. Акустико-эмиссионная диагностика конструкций. - М.: Радио и связь, 2000, с.83, рис 3.3).
2. Аналоговый компаратор собран на микросхеме LM311.
3. Полосовые фильтры 4 и 14 выполнены по двухзвенной схеме активных фильтров второго порядка на операционных усилителях МС33282 фирмы «Motorolla», пример реализации приведен в книге (Гутников B.C. Интегральная электроника в измерительных устройствах. - Л.: Энергоатомиздат, Ленинградское отделение, 1988, с.105, рис.3.9).
4. Аналоговые интеграторы 15 выполнены на операционных усилителях МС33282 фирмы «Motorolla», пример реализации приведен в книге (Гутников B.C. Интегральная электроника в измерительных устройствах. - Л.: Энергоатомиздат, Ленинградское отделение, 1988, с.94, рис.3.4).
5. Нормирующий усилитель 5 канала собран на операционном усилителе AD8138.
6. Цифроаналоговый преобразователь (ЦАП) 11 собран на микросхемах AD7545 и МС33272.
7. Устройство управления каналом 8 выполнено на программируемых логических интегральных схемах ПЛИС фирмы «Altera» EPF10K10TC.
8. Аналого-цифровой преобразователь акустического канала 6 выполнен на микросхеме AD9220, аналого-цифровые преобразователи частотных диапазонов 16 - на микросхемах AD7822 фирмы Analog Devices.
9. Оперативное запоминающее устройство 7 выполнено на микросхемах статического ОЗУ AS7C1026, оперативное запоминающее устройство 13 выполнено на программируемых логических интегральных схемах ПЛИС фирмы «Altera» EPF10K10TC.
Их основные технические характеристики изложены в следующих источниках:
- ПЛИС фирмы ALTERA: проектирование устройств обработки сигналов. - М., ДОДЭКА, 2000, с.18;
- Интернет-сайты фирмы Texas Instruments - www.ti.com. фирмы Motorolla-www.moto.com, фирмы Altera-www.altera.com, фирмы «Atmel»-www.atmel.com, фирмы Analog Devices-www.analog.com.
- Микросхемы для аналого-цифрового преобразования и средств мультимедиа. - М.: ДОДЭКА, 1996, вып.1, с.214.
Многоканальное акустико-эмиссионное устройство для контроля качества сварного шва в процессе сварки, состоящее из К каналов, каждый из которых состоит из последовательно соединенных акустического преобразователя 2, предварительного усилителя 3, фильтра 4, основного усилителя 5, аналого-цифрового преобразователя 6, выход которого цифровой шиной соединен с входом оперативного запоминающего устройства 7, выход которого двунаправленной шиной соединен с входом устройства управления 8, выход которого двунаправленной шиной соединен с шиной компьютера 9, которая, в свою очередь, соединена с центральным процессором 10. Кроме того, в каждый канал дополнительно введены цифроаналоговый преобразователь 11, компаратор 12, оперативное запоминающее устройство кода диапазонов 13, а также n узкополосных фильтров 14, n аналоговых интеграторов 15, n аналого-цифровых преобразователей сигналов частотных диапазонов 16, при этом выход основного усилителя 5 соединен с неинвертирующим входом аналогового компаратора 12, инвертирующий вход которого соединен с выходом цифроаналогового преобразователя 11, вход которого соединен с первым выходом устройства управления каналом 8, а выход аналогового компаратора 12 соединен с первым входом устройства управления каналом 8, второй выход которого соединен с первым входом оперативного запоминающего устройства кода диапазонов 13, третий выход устройства управления каналом 8 двунаправленной шиной соединен с вторым входом оперативного запоминающего устройства кода диапазонов 13, а выход основного усилителя 5 соединен с входами (1…n) параллельных цепей, состоящих из последовательно соединенных узкополосного фильтра 14, первым входом аналогового интегратора 15, аналого-цифрового преобразователя частотных диапазонов 16, выходы которых цифровой шиной соединены с третьим входом оперативного запоминающего устройства кода диапазонов 13, а четвертый выход устройства управления 8 соединен со вторым входом аналогового интегратора 15.
Предложенная система и способ работают следующим образом.
Для формирования порога селекции канала системы центральный процессор компьютера 10 через шину компьютера 9 подает в устройство управления канала 8 команду записи порогового значения. При этом устройство управления 8 по последовательной линии посылает код порогового напряжения в цифроаналоговый преобразователь 11, на выходе которого формируется пороговое напряжение. Пороговое напряжение поступает на инвертирующий вход аналогового компаратора 12. На второй вход аналогового компаратора 12 поступает напряжение с выхода основного усилителя 5. Для записи в устройство управления каналом 8 значения времени измерения, компьютер через шину компьютера 9 подает в устройство управления канала 8 команду записи значения времени измерения и код времени измерения. Для запуска процесса измерения акустических каналов компьютер через шину компьютера 9 подает в устройство управления акустического канала 8 команду на запуск измерения. При этом счетчики времени в устройстве управления канала 8 начинают синхронно по всем акустическим каналам отсчет общего времени эксперимента. Синхронизация работы счетчиков обеспечивается тактовой частотой шины компьютера 9. В процессе контроля сварки возникают акустические сигналы, поступающие на вход акустического преобразователя 2. Затем электрические сигналы с выхода акустического преобразователя 2 поступают на предварительный усилитель 3, где усиливаются на 40 дБ. С выхода предварительного усилителя 3 сигналы поступают на вход полосового фильтра 4, обеспечивающего подавление паразитных сигналов за пределами полосы пропускания. С выхода фильтра 4 сигналы поступают на вход основного усилителя 5, где усиливаются и затем подаются на вход аналого-цифрового преобразователя 6, где происходит дискретизация сигналов акустической эмиссии с частотой 4 МГц. Выходная шина аналого-цифрового преобразователя 6 подключена к входу оперативного запоминающего устройства 7, на котором организован циклический буфер, в котором сохраняются результаты измерений. Сигналы акустической эмиссии с выхода основного усилителя 5 одновременно поступают и на входы узкополосных полосовых фильтров 14, выходы которых подключены к входам аналоговых интеграторов 15. Коэффициент передачи и постоянная времени интеграторов 15 подобраны таким образом, чтобы сигналы на их выходах по окончании времени измерения были пропорциональны энергии акустических сигналов в соответствующем частотном диапазоне. В случае превышения порогового значения аналоговый компаратор 12 выдает сигнал на устройство управления канала 8, запуская счетчик времени измерения. Одновременно регистрируется время прихода сигнала в счетчике общего времени эксперимента. При этом обнуляются выходы аналоговых интеграторов 15 и происходит аналого-цифровое преобразование сигнала с записью цифровых кодов аналого-цифрового преобразователя 6 в оперативное запоминающее устройство акустического сигнала 7. По окончании времени измерения устройство управления канала 8 останавливает запись информации в оперативное запоминающее устройство акустического сигнала 7 и формирует команду, по которой происходит запись кодов результатов измерения аналого-цифрового преобразования сигналов частотных диапазонов 16 в оперативное запоминающее устройство кода диапазонов 13. После чего устройство управления 8 выставляет на шину компьютера 9 сигнал прерывания, по которому центральный процессор компьютера 10 может считывать из оперативного запоминающего устройства акустического сигнала 7 и оперативного запоминающего устройства кода диапазонов 13 через устройство управления канала 8 дискретную реализацию сигнала акустической эмиссии и код частотного диапазона, характеризующий вид акустического сигнала. Также центральный процессор компьютера 10 через шину компьютера 9 и устройство управления канала 8 считывает значение времени прихода сигнала акустической эмиссии. По значению кода частотного диапазона производится фильтрация и кластеризация сигналов акустической эмиссии. В случае превышения числа сигналов, имеющих близкие значения кода частотного диапазона (соответствующих опасным источникам акустической эмиссии), проводится локализация дефекта и его браковка.
Для каждой пары сигналов акустической эмиссии, каждый из которых зарегистрирован хотя бы тремя акустическими преобразователями 2, в заданных пределах  вычисляется корреляционная функция
вычисляется корреляционная функция
 ,
,
где Ul i,j - оцифрованное значение i -го сигнала акустической эмиссии, зарегистрированного акустическим преобразователем j в момент времени l; N - количество отсчетов при оцифровке; а - аргумент корреляционной функции.
Сигналы акустической эмиссии, для которых максимум корреляционной функции Ri,j,n (а) превосходит заранее заданное пороговое значение  , объединяются в первичные кластеры. Далее проводится анализ распределения точек локализации сигналов акустической эмиссии на плоскости (фиг.3), а также при необходимости - анализ распределения их информативных параметров. Для анализа пространственного распределения сигналы акустической эмиссии упорядочиваются по убыванию расстояния до центра кластера - точки с координатами
, объединяются в первичные кластеры. Далее проводится анализ распределения точек локализации сигналов акустической эмиссии на плоскости (фиг.3), а также при необходимости - анализ распределения их информативных параметров. Для анализа пространственного распределения сигналы акустической эмиссии упорядочиваются по убыванию расстояния до центра кластера - точки с координатами
где m - количество сигналов в первичном кластере;

 - средние значения координат точек локализации без учета проверяемой точки. Затем следующее неравенство (1) проверяется до первого случая его невыполнения (Пугачев B.C. Теория вероятностей и математическая статистика. - М.: Физматлит, 2002, С.280, С.274-275).
- средние значения координат точек локализации без учета проверяемой точки. Затем следующее неравенство (1) проверяется до первого случая его невыполнения (Пугачев B.C. Теория вероятностей и математическая статистика. - М.: Физматлит, 2002, С.280, С.274-275).

где α - коэффициент доверия;  - вектор координат точки локализации сигнала акустической эмиссии;
- вектор координат точки локализации сигнала акустической эмиссии; 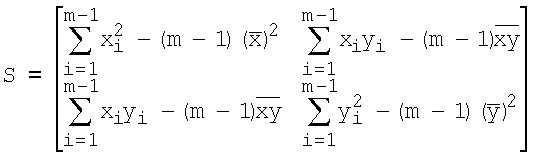
- ковариационная матрица распределения координат точек локализации в первичном кластере; m - число сигналов в кластере; fα - верхняя 100(1-α) - процентная точка распределения Стьюдента F2,m-3 с (m-3) степенями свободы.
Если неравенство (1) выполняется, то сигнал исключается из кластера и число сигналов в кластере уменьшается на единицу, а процедура повторяется для следующего сигнала. Если неравенство (1) не выполняется, то кластер считается сформированным. При превышении в нем критического числа сигналов сварной шов бракуется.
В случае необходимости учета дополнительных информативных параметров сигнала акустической эмиссии (например, скорость нарастания переднего фронта, доминирующая частота, максимальная амплитуда и т.д.), их значения включаются дополнительными элементами (строками) в вектор X, принимающий таким образом вид
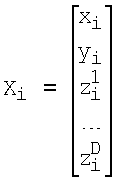
где D - число дополнительных информативных параметров сигнала акустической эмиссии.
Ковариационная матрица S(D+2)×(D+2) вычисляется аналогично вышеприведенной. При этом проверяемое неравенство (1) принимает вид
 ,
,
где fα - верхняя 100(1-α)-процентная точка распределения Стьюдента
FD+2,m-D-3 (Пугачев B.C. Теория вероятностей и математическая статистика. - М.: Физматлит, 2002, с.280, с.274-275).
Для каждого канала устройства в процессе акустико-эмиссионного контроля качества сварного шва регистрируют непрерывные сигналы за интервал времени Δt. По результатам измерения непрерывного сигнала, записанного в массиве U(i), где i изменяется от 0 до Δt·f (где f - частота дискретизации аналого-цифрового преобразователя), устанавливают порог селекции для данного канала. Для этого вычисляют пиковое значение амплитуды сигнала за интервал времени Δt
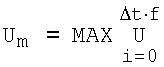 .
.
Значение порога селекции должно быть на 1% выше вычисленного значения Um. Для исключения дискретного сигнала в результатах измерения интервал измерения разбивается по времени на две равные части. При этом для каждой части рассчитывается значение среднего квадратического отклонения как:
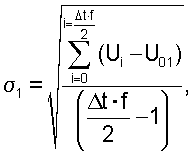
где U01 - среднее значение сигнала за период от 0 до 0,5 Δt·f; U02 - среднее значение сигнала за период от 0,5 Δt·f до Δt·f.
Если значения средних квадратических отклонений σ1 и σ2 отличаются между собой более, чем на 20%, то считается, что в выборке присутствует дискретный сигнал, и порог селекции не повышается. Если σ1 и σ2 отличаются между собой менее чем на 20%, то считается, что измерен непрерывный сигнал, вызванный паразитными шумами от процесса сварки. При этом устройство рассчитывает порог селекции и записывает его в цифроаналоговый преобразователь канала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339938C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА УСТАНОВКИ АКУСТИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ НА МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299429C2 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ ДИАГНОСТИРОВАНИЯ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296320C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |
| МНОГОКАНАЛЬНОЕ АКУСТИКО-ЭМИССИОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 2004 |
|
RU2300761C2 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СВАРНОГО ШВА В ПРОЦЕССЕ МНОГОПРОХОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572067C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СТЫКОВ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528586C2 |
| МНОГОКАНАЛЬНОЕ АКУСТИКО-ЭМИССИОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1997 |
|
RU2150698C1 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424510C2 |
| МНОГОКАНАЛЬНАЯ АКУСТИКО-ЭМИССИОННАЯ СИСТЕМА ДИАГНОСТИКИ КОНСТРУКЦИЙ | 2001 |
|
RU2217741C2 |
Использование: для акустико-эмиссионного контроля качества сварного шва в процессе сварки. Сущность: заключается в том, что осуществляют прием возникающих в зоне сварки акустических сигналов смещенными друг относительно друга и относительно сварного шва К широкополосными акустическими преобразователями, усиление принимаемых акустических сигналов, их фильтрацию по величине заданной пиковой амплитуды и степени высокочастотности спектра акустического сигнала, аналого-цифровое преобразование, регистрацию времен прихода сигналов акустической эмиссии на акустические преобразователи, вычисление координат источников акустических сигналов, по результатам акустико-эмиссионного контроля строят картину локализации сигналов акустической эмиссии и выделяют активные области, характеризующиеся повышенным количеством сигналов акустической эмиссии, при этом в процессе контроля регистрируют непрерывные сигналы, усредняют их амплитуду на заданном интервале времени и по ее значению регулируют порог селекции канала преобразования информации для приема в зоне сварки акустических сигналов и по цифровой форме сигнала акустической эмиссии проводят кластеризацию группы сигналов для каждый пьезоантенны, состоящей из трех акустических преобразователей, выделяют группы сигналов, объединенных в кластеры, проводят их локализацию, и при превышении в кластерах критического числа сигналов, удовлетворяющих условиям превышения амплитудной и частотной селекции, сварной шов бракуется. Технический результат: повышение достоверности контроля дефектов и точности их локализации в сварном шве во время сварки и остывания сварного шва. 2 н.п. ф-лы, 3 ил.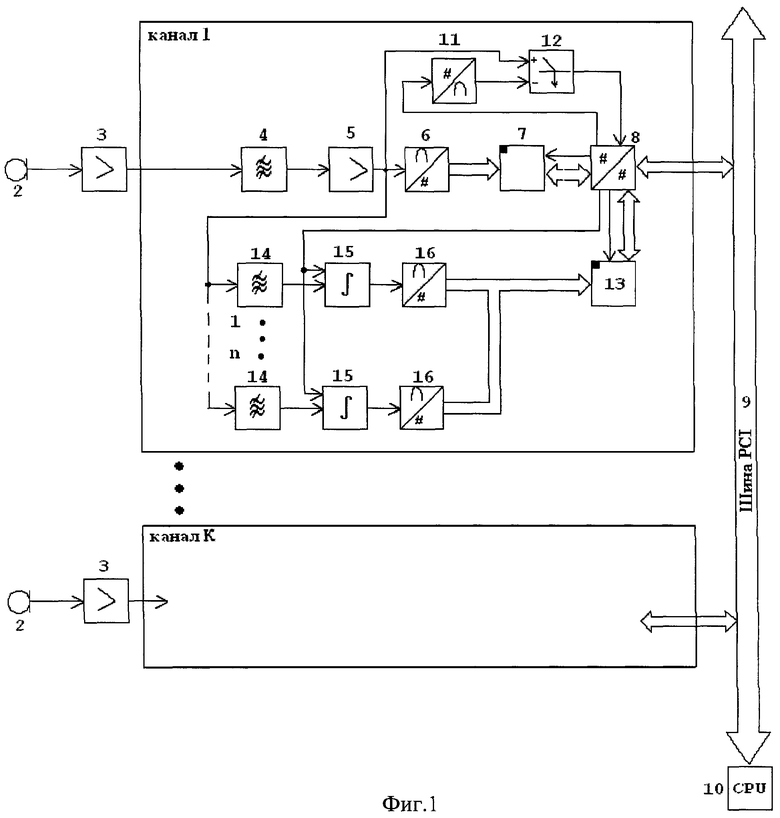
1. Способ акустико-эмиссионного контроля качества сварного шва в процессе сварки, заключающийся в том, что осуществляют прием возникающих в зоне сварки акустических сигналов смещенными друг относительно друга и относительно сварного шва К широкополосными акустическими преобразователями, усиление принимаемых акустических сигналов, их фильтрацию по величине заданной пиковой амплитуды и степени высокочастотности спектра акустического сигнала, аналого-цифровое преобразование, регистрацию времен прихода сигналов акустической эмиссии на акустические преобразователи, вычисление координат источников акустических сигналов, по результатам акустико-эмиссионного контроля строят картину локализации сигналов акустической эмиссии и выделяют активные области, характеризующиеся повышенным количеством сигналов акустической эмиссии, отличающийся тем, что в процессе контроля регистрируют непрерывные сигналы, усредняют их амплитуду на заданном интервале времени и по ее значению регулируют порог селекции канала преобразования информации для приема в зоне сварки акустических сигналов и по цифровой форме сигнала акустической эмиссии проводят кластеризацию группы сигналов для каждой пьезоантенны, состоящей из трех акустических преобразователей, выделяют группы сигналов, объединенных в кластеры, проводят их локализацию и при превышении в кластерах критического числа сигналов, удовлетворяющих условиям превышения амплитудной и частотной селекции, сварной шов бракуется.
2. Многоканальное акустико-эмиссионное устройство для контроля качества сварного шва в процессе сварки, состоящее из К каналов, каждый из которых состоит из последовательно соединенных акустического преобразователя, предварительного усилителя, фильтра, основного усилителя, аналого-цифрового преобразователя, выход которого цифровой шиной соединен с входом оперативного запоминающего устройства, выход которого двунаправленной шиной соединен с входом устройства управления, выход которого двунаправленной шиной соединен с шиной компьютера, которая, в свою очередь, соединена с центральным процессором, отличающееся тем, что в каждый канал дополнительно введены цифроаналоговый преобразователь, аналоговый компаратор, оперативное запоминающее устройство кода диапазонов, а также n узкополосных фильтров, n аналоговых интеграторов, n аналого-цифровых преобразователей сигналов частотных диапазонов, при этом выход основного усилителя соединен с неинвертирующим входом аналогового компаратора, инвертирующий вход которого соединен с выходом цифроаналогового преобразователя, вход которого соединен с первым выходом устройства управления каналом, а выход аналогового компаратора соединен с первым входом устройства управления каналом, второй выход которого соединен с первым входом оперативного запоминающего устройства кода диапазонов, третий выход устройства управления каналом двунаправленной шиной соединен с вторым входом оперативного запоминающего устройства кода диапазонов, а выход основного усилителя соединен с входами (1…n) параллельных цепей, состоящих из последовательно соединенных узкополосного фильтра, первым входом аналогового интегратора, аналого-цифрового преобразователя частотных диапазонов, выходы которых цифровой шиной соединены с третьим входом оперативного запоминающего устройства кода диапазонов, а четвертый выход устройства управления каналом соединен со вторым входом аналогового интегратора.
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ | 1999 |
|
RU2156456C1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ ДИАГНОСТИРОВАНИЯ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296320C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ МОСТОВЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2240551C2 |
| МНОГОКАНАЛЬНОЕ АКУСТИКО-ЭМИССИОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1997 |
|
RU2150698C1 |
| JP 57179657 A, 05.11.1982 | |||
| JP 62043565 A, 25.02.1987. | |||

