(21) (22) (46) (72) О.Д. (53) (56)
4346859/25-28 21 .12,87 07.12.89. Бюл. В.А. Парков, Л Зырянова и В.Л
45 , Литвинов,
Немков
620.179.14(088.8) Мельгуй М.А. Магнитный контроль механических свойств сталей. Минску Наука и техника, 1980, с.41-69. Авторское свидетельство СССР № 1103165, кл. G 01 R 33/12, 1981. (54) УС1ТОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТЕРМООБРАБОТКИ ИЗДЕЛИЙ
(57) Изобретение относится к области неразрушающих испытаний ферромагнитных материалов и изделий и предназначено для контроля качества термообработки изделий. Цель изобретения ,повышение достоверности контроля качества высокотемпературного отпуска и точности измерения параметра контроля . Для этого устройство содержит последовательно соединенные генератор 1, соленоид 2, резистор 3, а также последовательно соединенные измерительную катушку 4, интегро- дифференцирующее звено 5, компаратор 6, блок 7 выборки и хранения. Работа устройства заключается в пере- магничивании контролируемого изделия, дифференцировании низкочастотной части спектра измерительного сигнала и измерении величины поля в момент перехода через нуль дифференцированного сигнала, по величине которой судят о свойствах контролируемого изделия. 5 ил.
(
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для неразрушающего контроля качества термообработки изделий | 1991 |
|
SU1778667A1 |
| Устройство для неразрушающего контроля качества термообработки | 1989 |
|
SU1702285A1 |
| Устройство для электромагнитного неразрушающего контроля | 1990 |
|
SU1765762A1 |
| Устройство для контроля механических свойств изделий из ферромагнитных материалов | 1988 |
|
SU1527564A1 |
| Автоматический коэрцитиметр | 1980 |
|
SU898317A1 |
| Способ неразрушающего контроля механических свойств изделий из ферромагнитных материалов | 1983 |
|
SU1128157A1 |
| Способ контроля физико-механических свойств ферромагнитных изделий и устройство для его осуществления | 1987 |
|
SU1585737A1 |
| Способ измерения коэрцитивной силы реманенца ферромагнетиков | 1986 |
|
SU1495730A1 |
| Способ электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1988 |
|
SU1516941A1 |
| Способ неразрушающего контроля физико-механических свойств изделий | 1986 |
|
SU1355919A1 |
Изобретение относится к области неразрушающих испытаний ферромагнитных материалов и изделий и предназначено для контроля качества термообработки изделий. Цель изобретения - повышение достоверности контроля качества высокотемпературного отпуска и точности измерения параметра контроля. Для этого устройство содержит последовательно соединенные генератор 1, соленоид 2, резистор 3, а также последовательно соединенные измерительную катушку 4, интегро-дифференцирующее звено 5, компаратор 6, блок 7 выборки и хранения. Работа устройства заключается в перемагничивании контролируемого изделия, дифференцировании низкочастотной части спектра измерительного сигнала и измерении величины поля в момент перехода через нуль дифференцированного сигнала, по величине которой судят о свойствах контролируемого изделия. 5 ил.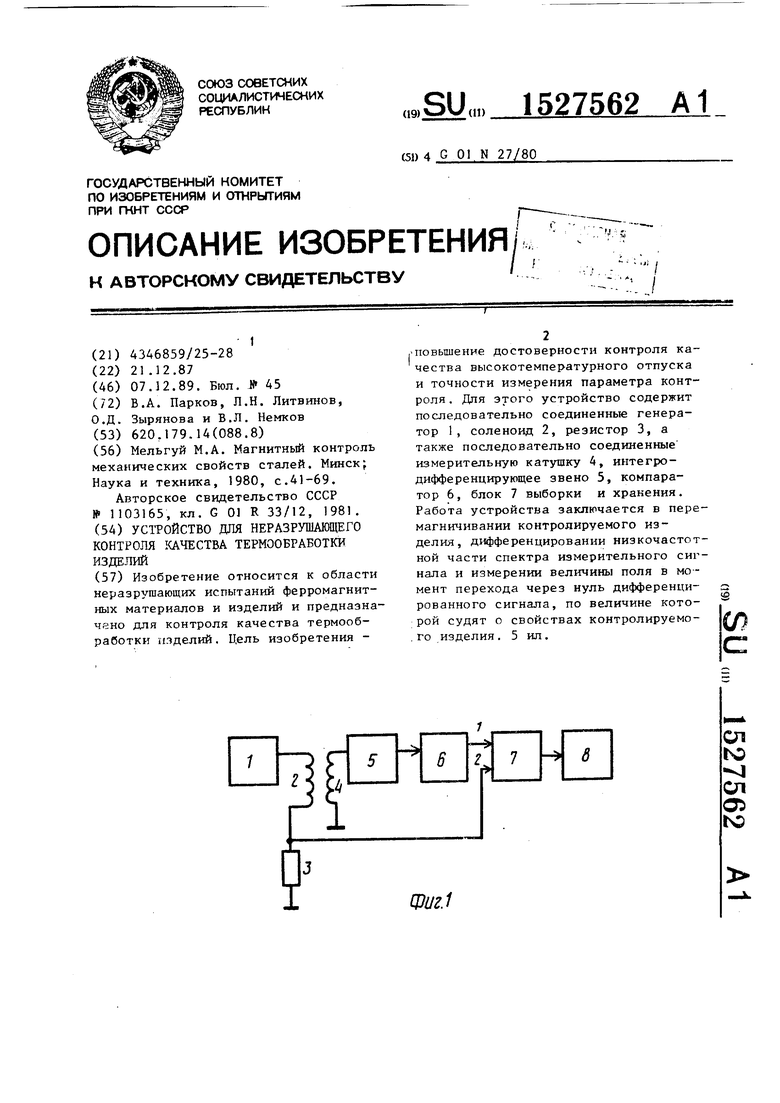
ел ьо ел
О5 N3
Фиг.1
Изобретение относится к области неразрушающих испытаний ферромагнитных материалов и изделий, предназначено для контроля качества термообработки изделий, например их твердости после отпуска, и может быть использовано на машиностроительных, металлургических и других предприятиях
Цель изобретения - повышение достоверности и точности контроля за счет обеспечения однозначной зависимости между определяемым параметром н свойствами изделий из конструкционных сталей и снижения влияния на результат контроля собственной погрешности компаратора.
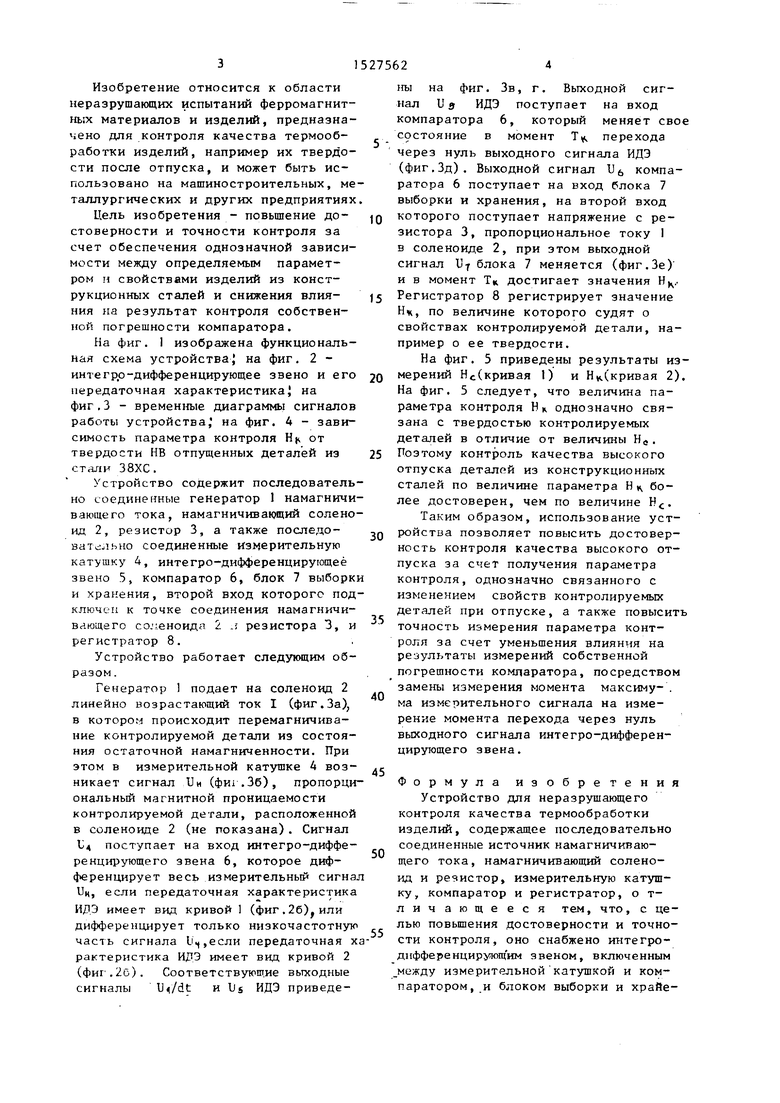
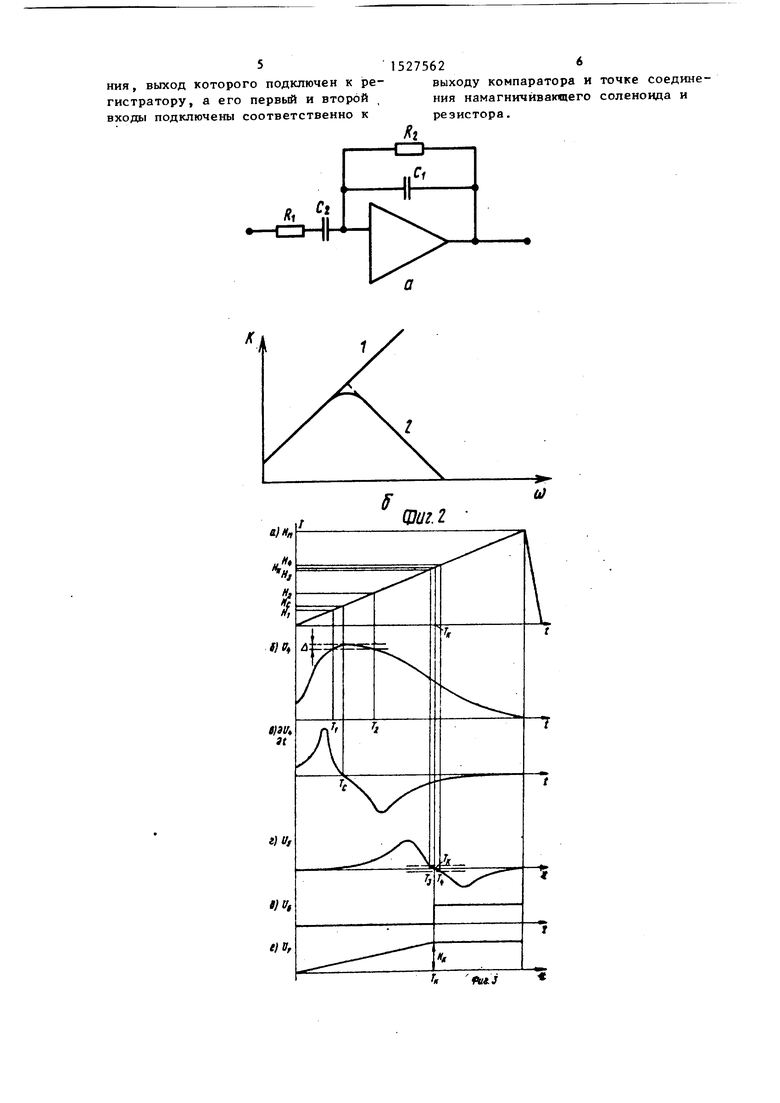
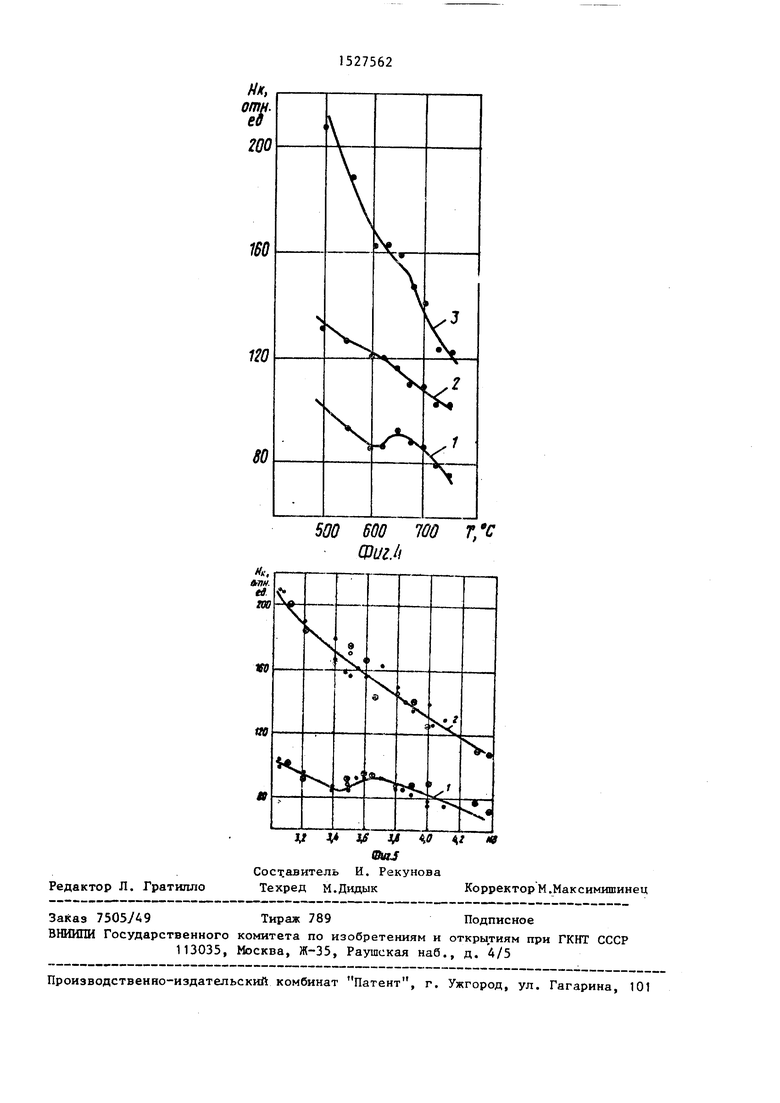
На фиг. 1 изображена функциональная схема устройства) на фиг. 2 - интегрр-дифференцирующее звено и его передаточная характеристика) на фиг . 3 - временные диаграммы сигналов работы устройства, на фиг. 4 - зависимость параметра контроля Н от твердости НВ отпущенных деталей из СТ.ШИ 38ХС.
Устройство содержит последовательно соединенные генератор I намагничивающего тока, намагничивающий соленоид 2, резистор 3, а также последо- соединенные измерительную катушку 4, интегро-дифференцирующеё звено 5, компаратор 6, блок 7 выборк и хранения, второй вход которого подключен к точке соединения намагничивающего со. :еноида 2 л резистора 3, и регистратор 8.
Устройство работает следующим образом .
Генератор 1 подает на соленоид 2 линейно возрастающий ток I (фиг.За), в котором происходит перемагничива- ние контролируемой детали из состояния остаточной намагниченности. При этом в измерительной катушке 4 возникает сигнал Чн (фи1.3б), пропорциональный магнитной проницаемости контролируемой детали, расположенной в соленоиде 2 (не показана). Сигнал поступает на вход интегро-диффе- ренцирующего звена 6, которое дифференцирует весь измерительный сигна UK, если передаточная характеристика ИДЭ имеет вид кривой 1 (фиг.2б)или дифференцирует только низкочастотную часть сигнала 1ц,если передаточная х рактеристика ИДЭ имеет вид кривой 2 (фиг .2б). Соответствующие выходные сигналы Uv/dt и Us ИДЭ приведе
ны на фиг. Зв, г. Выходной сигнал V а ИДЭ поступает на вход компаратора 6, который меняет свое состояние в момент Т перехода через нуль выходного сигнала ИДЭ (фиг.Зд). Выходной сигнал TJ, компаратора 6 поступает на вход блока 7 выборки и хранения, на второй вход которого поступает напряжение с резистора 3, пропорциональное току 1 в соленоиде 2, при этом выходной сигнал UT блока 7 меняется (фиг.Зе) и в момент Tfc достигает значения Н.. Регистратор 8 регистрирует значение HiK, по величине которого судят о свойствах контролируемой детали, например о ее твердости.
На фиг. 5 приведены результаты измерений Нс(кривая О и Нк(кривая 2). На фиг. 5 следует, что величина параметра контроля Нк однозначно связана с твердостью контролируемых деталей в отличие от величины H. Поэтому контроль качества высокого отпуска деталей из конструкционных сталей по величине параметра Н более достоверен, чем по величине Н.
Таким образом, использование устройства позволяет повысить достоверность контроля качества высокого отпуска за счет получения параметра контроля, однозначно связанного с изменением свойств контролируемых деталей при отпуске, а также повысить точность измерения параметра контроля за счет уменьшения влияния на результаты измерений собственной погрешности компаратора, посредством замены измерения момента максиму- . ма измерительного сигнала на измерение момента перехода через нуль выходного сигнала интегро-дифферен- циругощего звена.
Формула изобретения
Устройство для неразрушающего контроля качества термообработки изделий, содержащее последовательно соединенные источник намагничивающего тока, намагничивающий соленоид и резистор, измерительную катушку, компаратор и регистратор, о т- личающееся тем, что, с целью повышения достоверности и точности контроля, оно снабжено и 1тегро- дифференцирующ им звеном, включенным между измерительной катушкой и компаратором, и блоком выборки и храйеI
«М,
Фи. 2
п fUt.3 «
//Ж,
omff. eff
WO
т
V
80
500 600 т т, С
CPUlJl
. лпн.
ta. т
x-l
X
