Изобретение относится к прокатному производству, в частности к изготовлению толстых листов из низколегированных сталей, предназначенных для изделий, работающих при отрицательных температурах или высоких давлениях.
Цель изобретения - повышение прочностных и вязких свойств проката.
Слитки (слябы) под прокатку нагревают в печах до температуры 1200- IISO C и прокатывают на готовый горячекатаный лист толщиной 20- 1ЦО мм с температурой конца прокатки 950-880 С, в зависимости от толщины листа. Полученный горячекатаный лист, по выходе из стана тут же транспортируют к расположенной на отводящем рольганге стана установке ускоренного охлаждения ламинарного или водо-воздуш- ного типа, где его подвергают ускоренному охлаждению со скоростью 5 20 град/с до температуры верхней части двухфазной области Аг Ars-Ar
После ускоренного охлаждения лист охлаждают на воздухе до температуры 760-690°С, транспортируя его по рольгангу от установки ускоренного охлаждения к закалочному баку. Скорость транспортировки выбирают таким образом, чтобы в течение времени транспортировки содержание аус- тенита в стали перед закалкой сое:л
to
эо
00
тавляло примерно 10-30% в зависимости от требуемого уровня прочности.
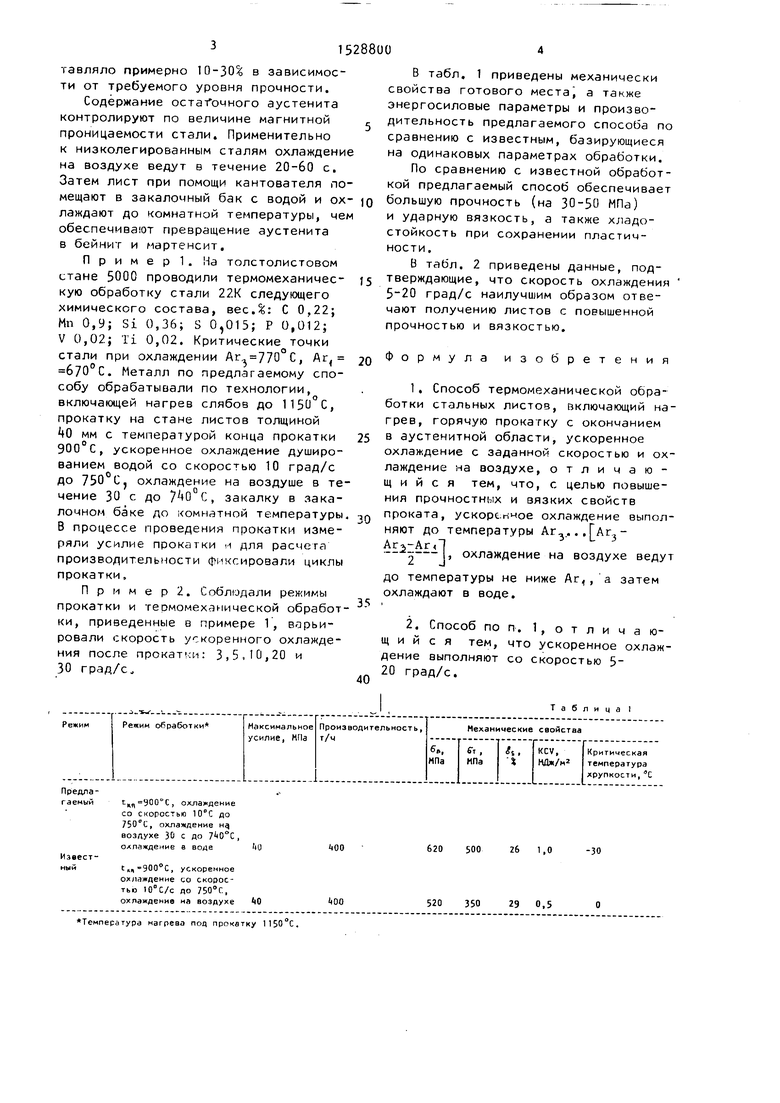
Содержание остаточного аустенита контролируют по величине магнитной проницаемости стали. Применительно к низколегированным сталям охлаждение на воздухе ведут в течение 20-60 с. Затем лист при помощи кантователя поВ табл. 1 приведены механически свойства готового места| а также энергосиловые параметры и производительность предлагаемого способа по сравнению с известным, базирующиеся на одинаковых параметрах обработки.
По сравнению с известной обработкой предлагаемый способ обеспечивает
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ НИЗКОЛЕГИРОВАННЫХ ЛИСТОВ | 2010 |
|
RU2457912C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНСТРУКЦИОННОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2679675C1 |
| Способ производства стального проката | 2020 |
|
RU2724217C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2475315C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ Х60 | 2011 |
|
RU2458156C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2465344C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ВЫСОКОПРОЧНЫХ НИЗКОЛЕГИРОВАННЫХ ЛИСТОВ | 2010 |
|
RU2449843C1 |
| Способ производства низколегированного рулонного проката | 2024 |
|
RU2833863C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К56 | 2011 |
|
RU2465343C1 |
Изобретение относится к прокатному производству, в частности к изготовлению толстых листов из низколегированных сталей, предназначенных для изделий, работающих при отрицательных температурах или высоких давлениях. Цель изобретения - повышение прочностных и вязких свойств проката. Слитки из стали 22К нагревали в печах до 1150 - 1200°С и прокатывали на готовый горячекатаный лист толщиной 20 - 140 мм с температурой конца прокатки 950 - 980°С в зависимости от толщины листа. Горячекатаный лист по выходу из стана направляли на установку ускоренного охлаждения, где его охлаждали со скоростью 5 - 20 град/с до 770 - 700°С. После ускоренного охлаждения на воздухе до 760 - 690°С лист закаливали. 1 з.п. ф-лы, 2 табл.
и ударную вязкость, а также хладо стойкость при сохранении пластичности.
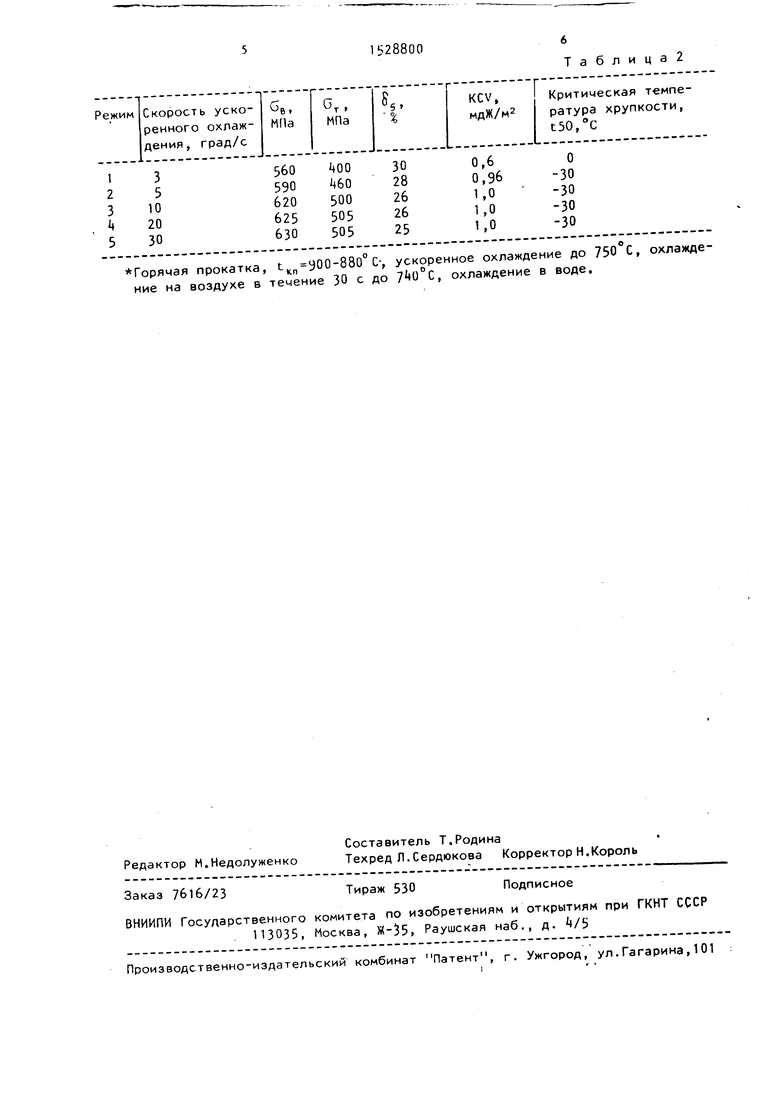
В табл. 2 приведены данные, по тверждающие, что скорость охлажде 5-20 град/с наилучшим образом отв чают получению листов с повышенно прочностью и вязкостью.
мещают в закалочный бак с водой и ох- ю большую прочность (на 30-50 МПа) лаждают до комнатной температуры, чем обеспечивают превращение аустенита в бейнит и мартенсит,
П р и м е р 1. На толстолистовом стане 5000 проводили термомеханичес- js кую обработку стали 22К следующего химического состава, вес.%: С 0,22; Мп О,У; Si 0,36; S 0,015; Р 0,012; V 0,02; Ti 0,02. Критические точки стали при охлаждении С, Аг ро 670°С. Металл по предлагаемому способу обрабатывали по технологии, включающей нагрев слябов до 1130 С, прокатку на стане листов толщиной 0 мм с температурой конца прокатки 25 900°С, ускоренное охлаждение душиро10 град/с
Формула
изобретен
ванием водой со скоростью до 750°СJ охлаждение на воздуше в течение 30 с до , закалку в закалочном баке до комнатной температуры. В процессе проведения прокатки измеряли усилие прокатки и для расчета производительности фиксировали циклы прокатки,
П р и м е р 2. Соблюдали режимы прокатки и термомеханической обработки, приведенные в примере 1, варьировали скорость ускоренного охлаждения после прокат :н: 3,5.10i20 и 30 град/с.
30
35
40
в аустенитной области, ускоренное охлаждение с заданной скоростью и лаждение на воздухе, отлича щийся тем, что, с целью повы ния прочностных и вязких свойств проката, ускоренное охлаждение вы няют до температуры Аг... .Аг.Ar-j-Ar 1
., охлаждение на воздухе в
до температуры не ниже Аг,, а зат охлаждают в воде.
Температура нагрева под прокатку П50 С.
и ударную вязкость, а также хладо- стойкость при сохранении пластичности.
В табл. 2 приведены данные, подтверждающие, что скорость охлаждения 5-20 град/с наилучшим образом отвечают получению листов с повышенной прочностью и вязкостью.
большую прочность (на 30-50 МПа)
Формула
изобретения
в аустенитной области, ускоренное охлаждение с заданной скоростью и охлаждение на воздухе, отличающийся тем, что, с целью повышения прочностных и вязких свойств проката, ускоренное охлаждение выполняют до температуры Аг... .Аг.Ar-j-Ar 1
., охлаждение на воздухе ведут
до температуры не ниже Аг,, а затем охлаждают в воде.
Таблица I
Горячая прокатка, t, yOO-880° С-, ускоренное охлаждение до 750 С, охлаждение на воздухе в течение 30 с до , охлаждение в воде.
Редактор М.Недолуженко
Заказ 7616/23
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР П3035, Москва, )Х-35, Раушская наб. , д. Ц/
Производственно-издательский комбинат Патент, г, Ужгород, ул.Гагарина,101
Таблица2
Составитель Т,Родина
Техред Л.Сердюкова Корректор Н.Король
Тираж 530
Подписное
| Машина для раструски мотковой пряжи перед ее перемоткой | 1956 |
|
SU112311A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР V , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
