(Л
ел
00
о
00
Изобретение относится к обработке металлов давлением и, в частности, к техно- .югии получения теплообменника поверхностей, необходимых для интенсификации пузырькового кипения в омывающей их жидкости и для изготовления тепловых труб с капиллярной канавочной структурой.
Цель изобретения - повышение эффективности теплообмена поверхности за счет уменьшения донной части канавок.
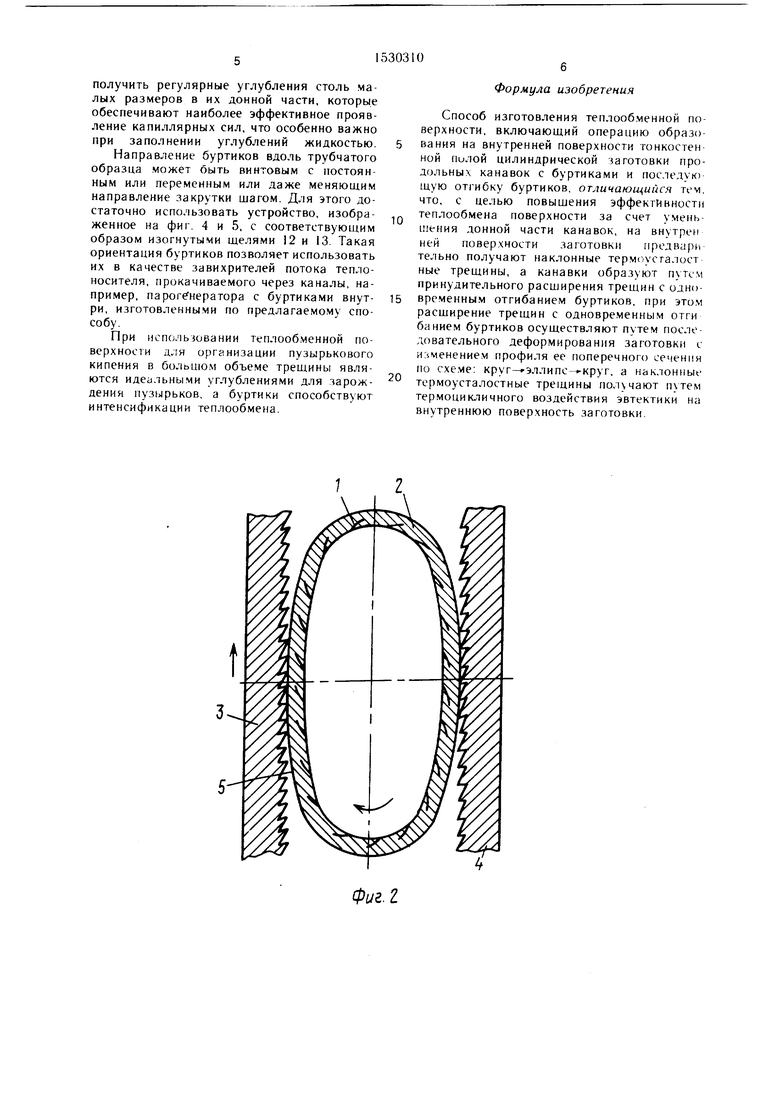
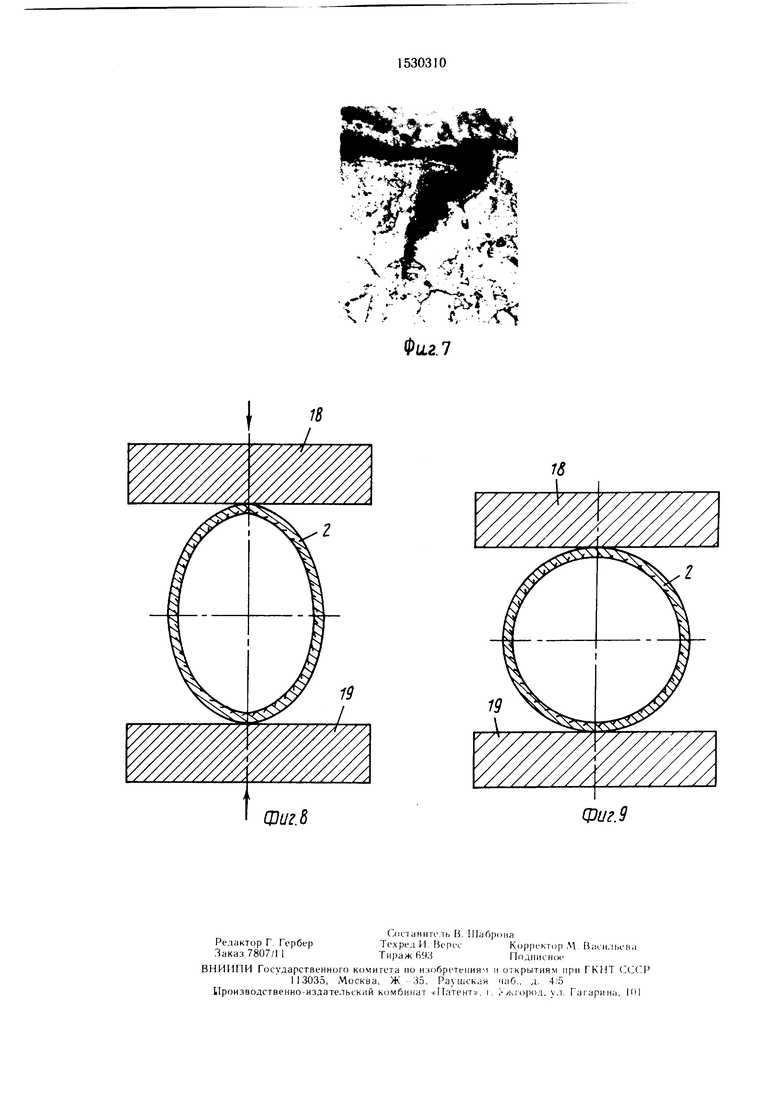
На фиг. 1 изображена тонкостенная полая цилиндрическая (трубчатая) заготовка с косыми термоусталостными трещинами, поперечное сечение; на фиг. 2 - то же, момент деформации тонкостенной заготовки, по с.е.ме:круг-уэллипс, поперечное сечение;на фиг. 3 - то же, с канавками и буртиками; на фиг. 4 - разбрызгивающее устройство для получения наклонных термоусталостных трещин, вид со стороны щелей, аксонометрия; на фиг. 5 -- то же, вид со стороны каналов для подачи теплоносителей; на фиг. 6 фотография микроструктуры стали, начальный момент образования термоус- Ч1.;|ост11ых трещин; на фиг. 7 - то же, с косой термоусталостной трещиной до отгибания буртика; на фиг. 8 - начало процесса переформовки по схеме: эллипс- круг; на фи1. 9 - окончание процесса переформовки но схеме; эллипс- круг.
Термоусталостные трещины 1 на трубчатой заготовке 2 образуются после термоциклического воздействия на ее внутрен- нюю поверхность по приведенной далее последовательности операций.
Для отгибания буртиков используется приспособление в виде двух пластин 3 и 4 с зубцами 5, выполненными по типу насечек бархатного напильника, между плас- тинками прокатывается трубчатая заготовка.
Отогнутые буртики 6 обнажают канавки 7 со щелевидной донной частью 8. Для получения термоусталостных трещин служит разбрызгивающее устройство 9 с каналами 10 и 1 I для подачи горячего и холодного теплоносителя и щелевидными выходами 12 и 13 каналов,
Шеленидные выходы выполнены в трубах 14 и 15, снабженных заглущками 16 и 17 на их то|) участках. Процесс перефор- .човки заготовки по схеме; эллипс-«круг осуществляют пластинами 18 и 19.
Пример. Берут трубку из хромоникеле- ной стали внещним диаметром 40 мм, толщиной стенки 0,4 м.м и длиной 200 мм. Закрепляют трубку в держателе, вставляют ннутрь трубки устройство 9 и подают по ка- na.iy I I эвтектику натрий - калий при 20°С, а но каналу 10 ту же эвтектику при 190°С. Устройство 9 при этом вращают со ско- })остью 6000 об/мин. Всю сборку помещают и контейнер с инертной атмосферой. Горя- чий и холодный теплоносители из щелей 12 и 13 при вращении устройства 9 обеспечиваю м}К)гократное перемещение по внут0
5
0
ренней поверхности трубчатой заготовки 2, вытянутой вдоль заготовки границы между нагретой и холодной частями заготовки.
После 5-10 циклов на внутренней поверхности заготовки образуются множества косых термоусталостных трещин. Расстояние от верщины трещины до внутренней поверхности трубчатой заготовки равно в среднем 0,17 мм. Расстояние от входа в трещину до основания перпендикуляра, опущенного из вершины трещины на внутреннюю поверхность заготовки, равно также 0,17 мм.
После образования трещин теплоноситель сливают, трубчатую заготовку вынимают, удаляют следы щелочного металла, зажимают заготовку между двух пластии 3 и 4 и деформируют заготовку 2 так, что ее малая ось становится равной радиусу заготовки в недеформированном состоянии (схема деформации; круг-эллипс).
Перемещением пластин 3 и 4 во взаимно противоположных направлениях прокатывают заготовку 2 несколько раз. После этого заготовку деформируют, возвращая ей круглую в сечении конфигурацию путем воздействия на нее пластинами 18 и 19 (схема переформовки; эллипс- кру.г). В результате такой операции термоусталостные трещины раскрываются, образуя канавки шириной у входа в канавку, равной 0,05 мм. Для получения большей ширины, например 0,1 мм, следует прокатывать трубчатую заготовку с большей величиной деформации.
После этого трубчатую заготовку используют по назначению. Заглушив ее с торцов, ее можно использовать для пузырькового кипения жидкости, например фреонов. Заготовку можно разрезать по образующей, выпрямить и использовать для формирования емкостей другой конфигурации, чем трубчатая.
Микроструктура сталл на фиг. 6 полу- чеиа при следующих характеристиках процесса; марка стали 12Х2Н, количество термических циклов 25-10 теплоноситель - эвтектика натрий-калий, средняя температура теплоносителя 300°С, разность между горячим и холодным теплоносителем 170°С, кратность увеличения 150. На фотографии видны множественные микротрешины в начальный период образования.
На фиг. 7 получена микроструктура той же стали при тех же характеристиках процесса после S-IO циклов. В середине процесса направление вращения изменено на обратный. Виден процесс изменения направления наклоиа трещин в зависимости от направления движения границы между нагретой и холодной частью поверхности трубчатого образца.
Предлагаемый способ изготовления теп- лообменной поверхности обладает следующими преимуществами; способ позволяет
получить регулярные углубления столь малых размеров в их донной части, которые обеспечивают наиболее эффективное проявление капиллярных сил, что особенно важно при заполнении углублений жидкостью.
Направление буртиков вдоль трубчатого образца может быть винтовым с постоянным или переменным или даже меняющим направление закрутки шагом. Для этого достаточно использовать устройство, изображенное на фиг. 4 и 5, с соответствующим образом изогнутыми щелями 12 и 13. Такая ориентация буртиков позволяет использовать их в качестве завихрителей потока теплоносителя, прокачиваемого через каналы, например, парогенератора с буртиками внутри, изготовленными по предлагаемому способу.
При использовании теплообменной поверхности для организации пузырькового кипения в большом объеме трещины являются идеальны.ми углублениями для зарождения пузырьков, а буртики способствуют интенсификации теплообмена.
0
5
0
Формула изобретения
Способ изготовления теплообменной поверхности, включающий операцию образования на внутренней поверхности гонкостен ной пилой цилиндрической заготовки продольных канавок с буртиками и последую щую от1 ибку буртиков, отличающийся тем. что, с целью повышения эффективности теплообмена поверхности за счет умень- иения донной части канавок, на внутреи ней поверхности заготовки предвари тельно получают наклонные терМ(П сга.1ост ные трещины, а канавки образуют путем принудительного расширения трещин с одновременным отгибанием буртиков, при этом расширение трещин с одновременным отги банием буртиков осуществляют путем последовательного деформирования заготовки с Изменением профиля ее поперечного сеченин по схе.ме: круг- ЭЛЛипс- круг, а наклонные термоусталостные трещины получают термоциютичного воздействия эвтектики на внутреннюю поверхность заготовки.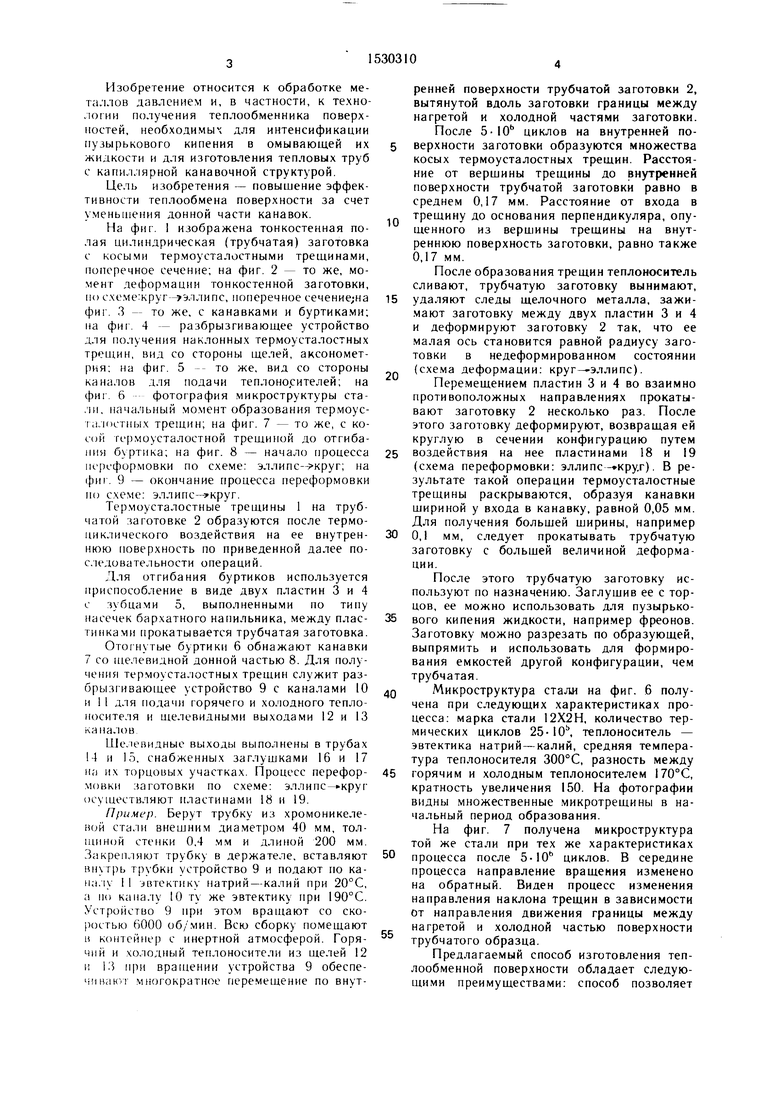
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фитиля тепловой трубы | 1980 |
|
SU975158A1 |
| Теплообменная поверхность | 1990 |
|
SU1776970A1 |
| Поверхность теплообмена | 1990 |
|
SU1776968A1 |
| КАМЕРА ДЛЯ ВАКУУМНОЙ СУШКИ (ВАРИАНТЫ), ИХ ПРИМЕНЕНИЕ И ТЕПЛООБМЕННИК | 2006 |
|
RU2341166C2 |
| Теплообменник | 1983 |
|
SU1134877A1 |
| ТЕПЛООБМЕННАЯ ПОВЕРХНОСТЬ | 2001 |
|
RU2200926C2 |
| ТЕПЛООБМЕННИК | 2011 |
|
RU2511779C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1994 |
|
RU2087430C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| ТЕПЛООБМЕННАЯ ТРУБКА, ТЕПЛООБМЕННИК И ТЕПЛОВАЯ НАСОСНАЯ УСТАНОВКА | 2018 |
|
RU2760467C1 |
Изобретение относится к обработке металлов давлением и, в частности, к технологии получения теплообменных поверхностей, необходимых для интенсификации пузырькового кипения в омывающей их жидкости и для изготовления тепловых труб с капиллярной канавочной структурой. Цель изобретения - повышение эффективности теплообмена поверхности за счет уменьшения донной части канавок. Термоусталостные трещины 1 на полой тонкостенной цилиндрической заготовке 2 получают термоциклическим воздействием на ее внутреннюю поверхность. Для отгибания буртиков и одновременного раскрытия трещин с целью образования канавок заготовку последовательно деформируют с изменением профиля ее сечения по схеме "круг - эллипс - круг". Способ позволяет изменением степени деформации регулировать ширину канавок. При использовании теплообменной поверхности для организации пузырькового кипения трещины являются идеальными углублениями для зарождения пузырьков, а буртики способствуют интенсификации теплообмена. 9 ил.
Фиг. г
/
/3
Фие.
Оиг.б
,б
фиг. 5
#. -
- .V .v A. ., Й
/
:а
A. Й
:а
Фаг 7
г
.
| Способ изготовления фитиля тепловой трубы | 1980 |
|
SU975158A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
