А-А
«
(Л
сд
со to
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛАНЕЦ РАЗЪЕМНЫЙ | 2005 |
|
RU2291277C2 |
| Устройство для соединения трубопроводов | 1977 |
|
SU666363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Устройство для соединения трубопроводов о-образного профиля | 1980 |
|
SU892103A1 |
| ФЛАНЕЦ КОЛОННЫЙ РАЗЪЕМНЫЙ | 2006 |
|
RU2310738C1 |
| ЭЛЕКТРИЧЕСКИЙ РАЗЪЕМ | 1973 |
|
SU385366A1 |
| КЕССОН ДЛЯ РЕМОНТА ПОДВОДНЫХ ТРУБОПРОВОДОВ | 2005 |
|
RU2291936C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ЗАГУСТЕВШИХ И ЗАСТЫВШИХ НЕФТЕПРОДУКТОВ В ЖЕЛЕЗНОДОРОЖНЫХ ЦИСТЕРНАХ | 2001 |
|
RU2224387C2 |
| ВЫХЛОПНАЯ ТРУБА ГАЗОТУРБИННОЙ УСТАНОВКИ | 2001 |
|
RU2208115C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для правки и калибровки тонкостенных фланцев труб, особенно в труднодоступных местах с ограниченным рабочим пространством. Цель изобретения - упрощение конструкции и снижение металлоемкости. Устройство содержит разборное основание 3 в виде двух пар полуфланцев (П) 4 и 5, охватывающих обрабатываемую трубу 1 с фланцем 2. Стыки П 4, 5 развернуты один относительно другого на 90°. П 4, 5 снабжены контактирующими выступом 11 и пазом 8 и соединены с обрабатывающим пуансоном 13 стяжными болтами 12, создающими необходимое усилие для обработки фланца 2 трубы. Исполнение, размещение стяжных болтов, так же как и П по геометрической форме может быть различным и определяется пространством вокруг обрабатываемого фланца трубы. 4 ил.
Фиг. 2
Изобретение относи гея к обработке ме- тал. юв давлением и может быть использовано для правки и калибровки фланцев труб, особенно в сварных злах сложной конфигурации с ограниченным рабочим пространством.
Целью изобретения является упрощение конструкции устройства и снижение его ме- тал.:1(х.м кости.
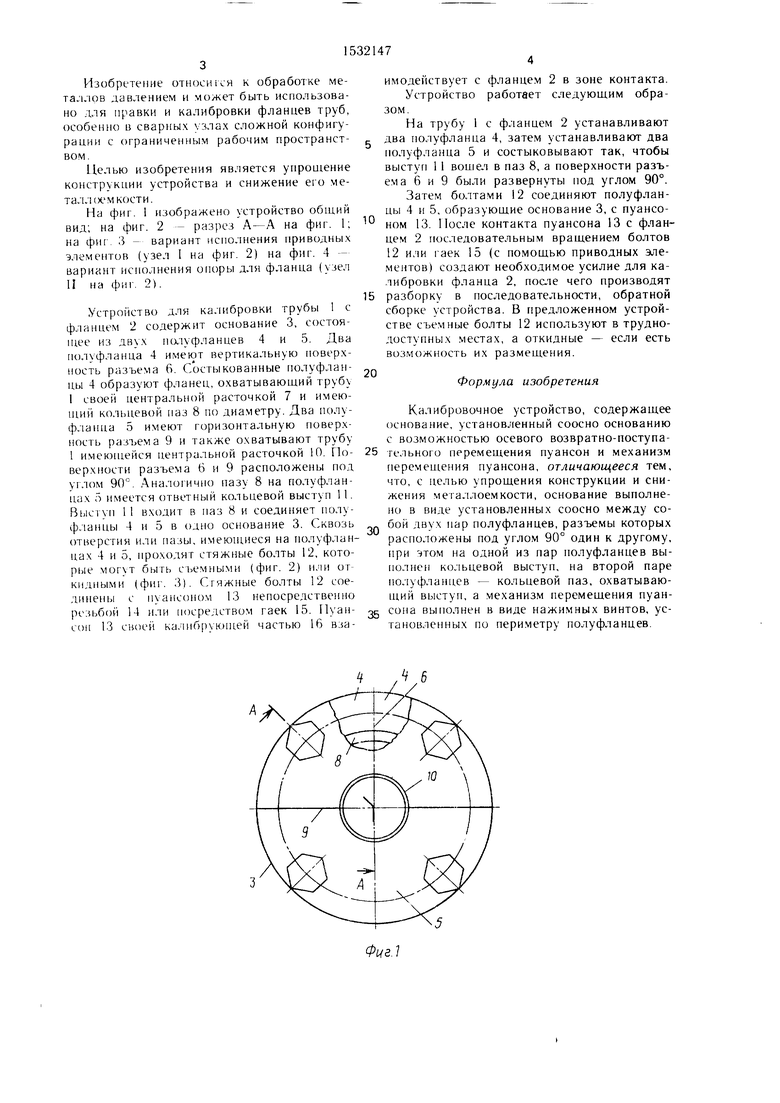
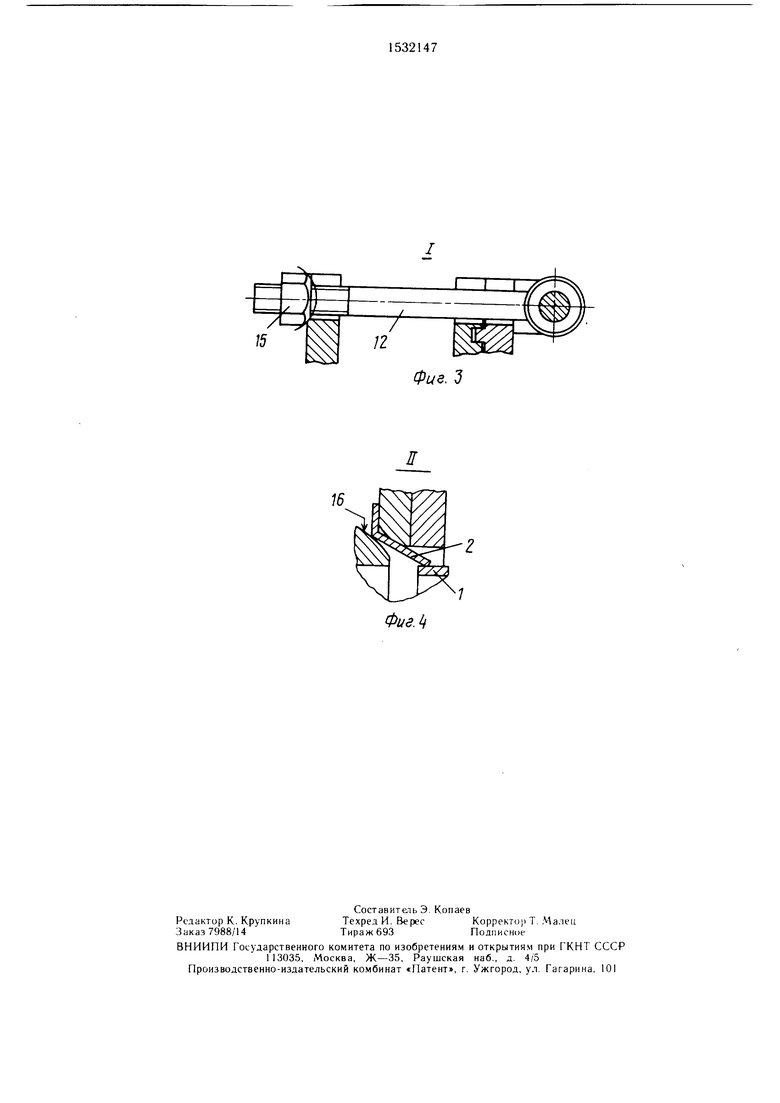
На фиг. 1 изображено устройство общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант исполнения приводных элементов (узел I на фиг. 2) на фиг. 4 - вариант исполнения опоры дли фланца (узел II на фиг. 2).
Устройство для калибровки трубы 1 с фланцем 2 содержит основание 3, состоя- niee из двух псмуфланцев 4 и 5. Два полуфланца 4 имеют вертикальную поверхность разъема 6. Состыкованные полуфланцы 4 образуют фланец, охватывающий трубу 1 своей центральной расточкой 7 и имеющий кольцевой паз 8 по диаметру. Два полуфланца 5 имеют горизонтальную поверхность разъема 9 и также охватывают трубу
имодействует с фланцем 2 в зоне контакта.
Устройство работает следующим образом.
На трубу 1 с фланцем 2 устанавливают с два иолуфланца 4, затем устанавливают два нолуфла}1ца 5 и состыковывают так, чтобы выступ 1 1 вошел в паз 8, а поверхности разъема 6 и 9 были развернуты под углом 90°.
Затем болтами 12 соединяют полуфланцы 4 и 5, образующие основание 3, с пуансоном 13. После контакта пуансона 13 с фланцем 2 последовательным вращением болтов 12 или гаек 15 (с помощью приводных элементов) создают необходимое усилие для калибровки фланца 2, после чего производят 15 разборку в последовательности, обратной сборке устройства. В предложенном устройстве съемные болты 12 используют в труднодоступных местах, а откидные - если есть возможность их размещения.
20
Формула изобретения
Калибровочное устройство, содержащее основание, установленный соосно основанию с возможностью осевого возвратно-поступаимеющейся центральной расточкой 10. По- 25 тельного перемещения пуансон и механизм
верхности разъема 6 и 9 расположены под углом 90°. Аналогично пазу 8 на полуфланцах о имеется ответный кольцевой выступ 11. ВЫСТУП 11 входит в паз 8 и соединяет полуперемещения пуансона, отличающееся тем, что, с целью упрощения конструкции и снижения металлоемкости, основание выполнено в виде установленных соосно между со- фланцы 4 и 5 в одно основание 3. Сквозьбой двух пар полуфланцев, разъемы которых
отверстия или пазы. имеюп1иеся на полуфлан- расположены под углом 90° один к другому,
при чтом на одной из пар полуфланцев выполнен кольцевой выступ, на второй паре полуфланцев - кольцевой паз, охватывающий выступ, а механизм перемещения пуан- резьбой 14 или юсредством гаек 15. Пуан- 5 сона выполнен в виде нажимных винтов, ус- сон 13 своей калибрующей частью 16 вза-тановленных по периметру полуфланцев.
цах 4 и 5, проходят стяжные болты 12, которые могут быть съемными (фиг. 2) или откидными (фиг. 3). Сгяжные болты 12 соединены с пуансоном 13 непосредственно
имодействует с фланцем 2 в зоне контакта.
Устройство работает следующим образом.
На трубу 1 с фланцем 2 устанавливают два иолуфланца 4, затем устанавливают два нолуфла}1ца 5 и состыковывают так, чтобы выступ 1 1 вошел в паз 8, а поверхности разъема 6 и 9 были развернуты под углом 90°.
Затем болтами 12 соединяют полуфланцы 4 и 5, образующие основание 3, с пуансоном 13. После контакта пуансона 13 с фланцем 2 последовательным вращением болтов 12 или гаек 15 (с помощью приводных элементов) создают необходимое усилие для калибровки фланца 2, после чего производят разборку в последовательности, обратной сборке устройства. В предложенном устройстве съемные болты 12 используют в труднодоступных местах, а откидные - если есть возможность их размещения.
Формула изобретения
Калибровочное устройство, содержащее основание, установленный соосно основанию с возможностью осевого возвратно-поступательного перемещения пуансон и механизм
Физ. 3
ФиеЛ
| УСТРОЙСТВО для КАЛИБРОВКИ КОНЦОВ ТРУБ | 0 |
|
SU394119A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
