Изобретение относится к литейному производству, в частности к изготовлению разъемных постоянных металлических литейных форм, но может быть также использовано при изготовлении кузнечных штампов, штампов для холодной штамповки, пресс-форм для пластмасс и т.д.
Известен способ изготовления разъемных постоянных литейных форм, согласно которому эталон отливки, используемый в качестве модели, заформовывают в "фальшивой" опоке до плоскости разъема. Поверхность эталона и плоскость разъема обкладывают слоем глины толщиной, равной толщине стенки отливаемой формы. Устанавливают модель боковой поверхности формы и заполняют формовочной смесью, затем удаляют модель и слой глины. Поверхность эталона покрывают облицовкой и краской, после чего отливают первую половину формы. В очищенную отливку первой половины формы устанавливают эталон и в той же последовательности формуют и отливают вторую половину формы (Дубинин Н.П. и др. Кокильное литье. М. Машиностроение, 1967, с.262).
Данный способ является трудоемким и не обеспечивает высокой точности рабочей полости формы, поскольку не учитывает усадку металла.
Наиболее близким к предлагаемому по технической сущности является способ изготовления разъемных постоянных литейных форм (авт.св. N 529586, кл. В 22 D 15/00, 1967), заключающийся в том, что в нижнюю полуформу, заполненную формовочной землей, устанавливают эталон, а в верхнюю деревянную модель наружной поверхности формы. Затем модель удаляют, а вокруг эталона устанавливают втулки, заполненные формовочной землей. При отливке первой чатси формы в ней образуются технологические полости, которые заполняются металлом при отливке второй части формы. Благодаря тому что полости выполнены расширяющимися от плоскости разъема, заливаемый в них металл при остывании препятствует короблению отливок.
Устройство, реализующее этот способ, включает нижнюю полуформу, заполненную формовочной смесью с установленным в ней эталоном, верхнюю полуформу с пустотелой деревянной моделью, образующей полость, в которой устанавливают элементы для образования технологических полостей, и литниковую систему.
Недостатком данного способа и устройства является низкая производительность, связанная с большой трудоемкостью, обусловленной целым рядом факторов:
объемом модельных и формовочных работ ввиду использования в данном способе разовых форм, изготовленных по моделям;
необходимостью механической обработки наружных боковых поверхностей отлитых форм для снятия формовочных уклонов, а также поверхностей, соприкасающихся с механизмами соединения и разъема частей формы;
слесарными работами и механической обработкой для выполнения элементов центрирования частей формы;
практической невозможностью использования металлических втулок, для образования технологических полостей, при изготовлении разъемных металлических форм с поверхностью разъема, отличной от плоской.
Кроме того, неизбежный при данном способе контакт заливаемого металла с формовочной землей приводит к образованию сорных и газовых раковин, снижению чистоты поверхности и плотности отливок.
Целью изобретения является повышение производительности и расширение технологических возможностей, поскольку предлагаемым способом возможно изготовление металлических форм с поверхностью разъема, отличной от плоской.
Цель достигается тем, что в способе изготовления разъемных постоянных металлических форм, включающем заполнение одной из полуформ формовочной смесью, установку эталона и элементов, образующих технологические полости, расширяющиеся в направлении от линии разъема, последовательную отливку частей металлической формы, термообработку для снятия внутренних напряжений и удаление металла из технологических полостей, первую часть формы отливают в полукокиле, образованном металлическими стенками первой полуформы, установленной на заполненную формовочной смесью вторую полуформу, и поверхностью этой формовочной смеси, удаляют из второй полуформы формовочную смесь, покрывают поверхность разъема отлитой части формы теплоизоляционным разделительным слоем и отливают вторую часть формы в кокиле, образованном стенками второй полуформы и поверхностью разъема отлитой первой части формы. При этом перед отливкой первой части формы в заполненную формовочной смесью вторую полуформу устанавливают центрирующие металлические штыри, основания которых располагают в полости первой полуформы, а перед отливкой второй части формы центрирующие втулки.
Цель достигается также тем, что в устройстве для изготовления разъемных постоянных металлических форм, включающем разъемные полуформы, элементы, образующие технологические полости с помощью разовых стержней равной высоты для каждой изготавливаемой формы, расширяющиеся в направлении от поверхности разъема, в том числе и не плоской, и литниковую систему, стенки полуформ выполнены в виде шарнирно соединенных между собой с образованием замкнутого многоугольника металлических планок, при этом многоугольники, установленные друг на друге, зажаты между плитами оснований, соединенными между собой стяжными штифтами с фиксаторами на концах.
Выполнение стенок полуформ в виде состоящих из металлических планок многоугольников, где регулировка взаимного расположения планок позволяет менять их форму и размеры сторон, установленных друг на друге и зажатых между плитами оснований, позволяет отливать согласно предлагаемому способу, первую часть формы в полукокиле, образованном металлическими стенками первой полуформы и поверхностью формовочной смеси, заполняющей вторую полуформу, а вторую часть формы в кокиле, образованном стенками второй полуформы и поверхностью разъема отлитой первой части формы. Тем самым обеспечивается достижение нового положительного эффекта, заключающегося в повышении производительности путем снижения трудоемкости. Эффект достигнут за счет сокращения конструкторских работ по проектированию металлических форм, формовочных работ из-за отсутствия необходимости изготовления моделей для наружных поверхностей разовых форм, ликвидации механической обработки боковых наружных поверхностей отлитой формы для снятия формовочных уклонов и слесарных работ по установке элементов центрирования, которые выполняются непосредственно в процессе заливки частей формы, а также исключают все работы по изготовлению частей кокиля для отливки наружных частей отливаемых металлических форм.
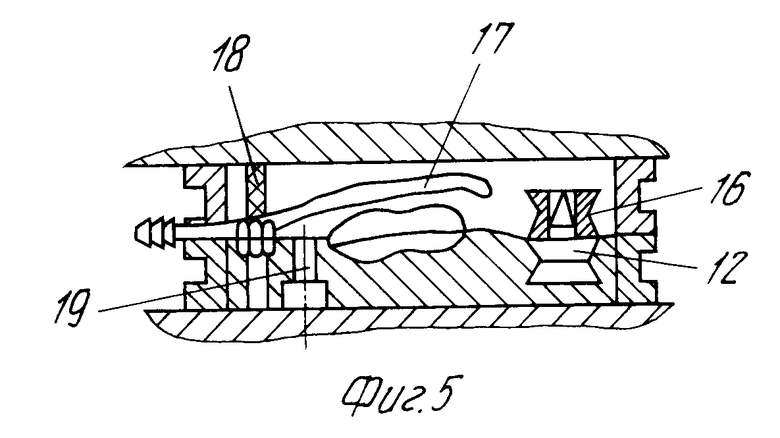
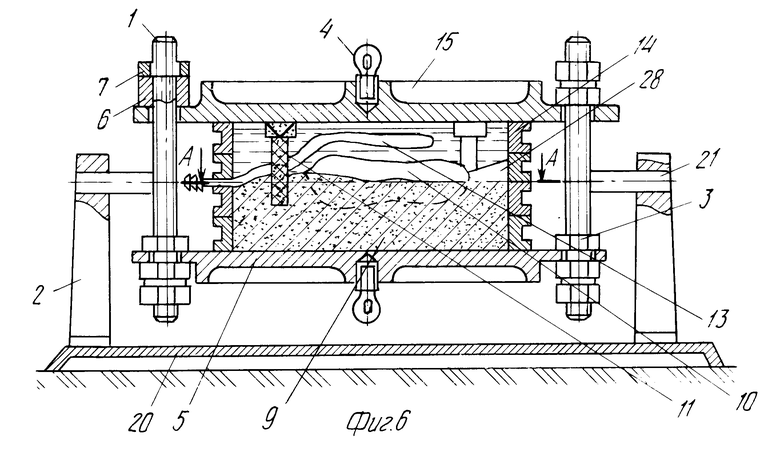
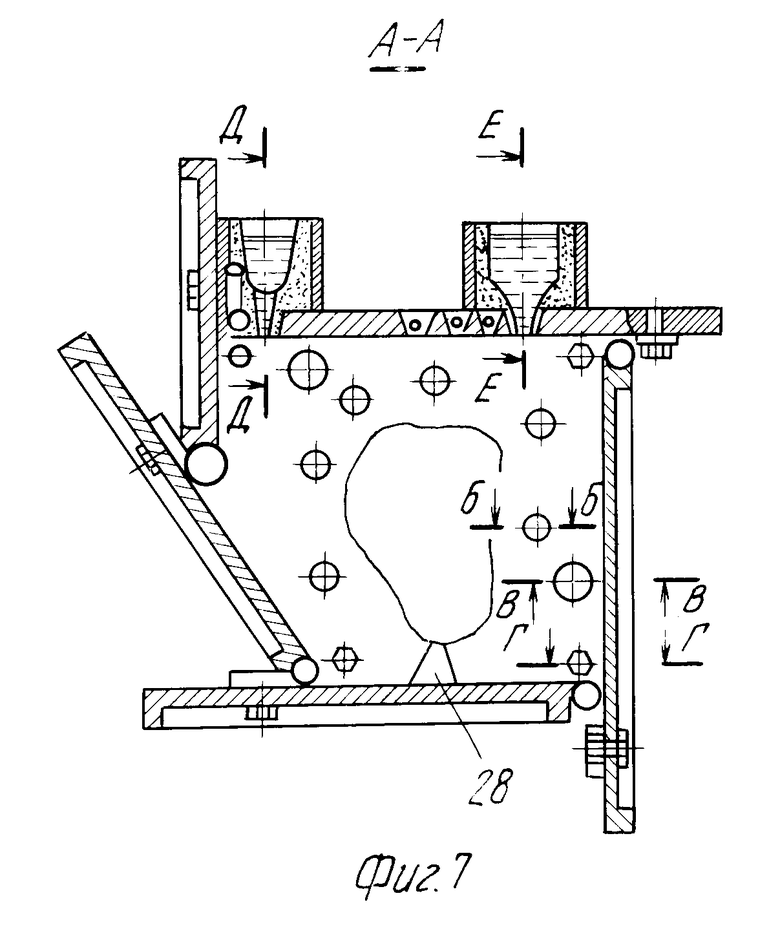
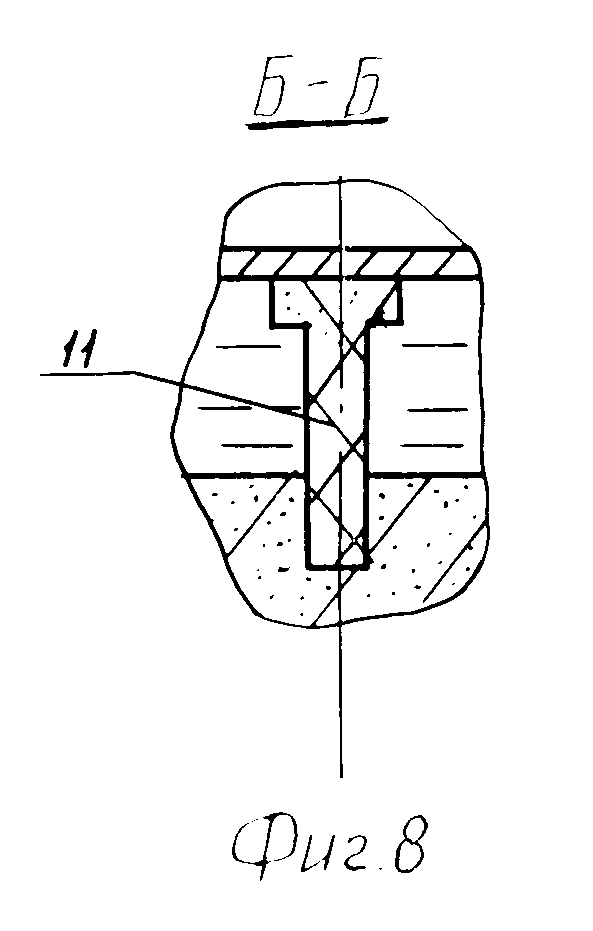
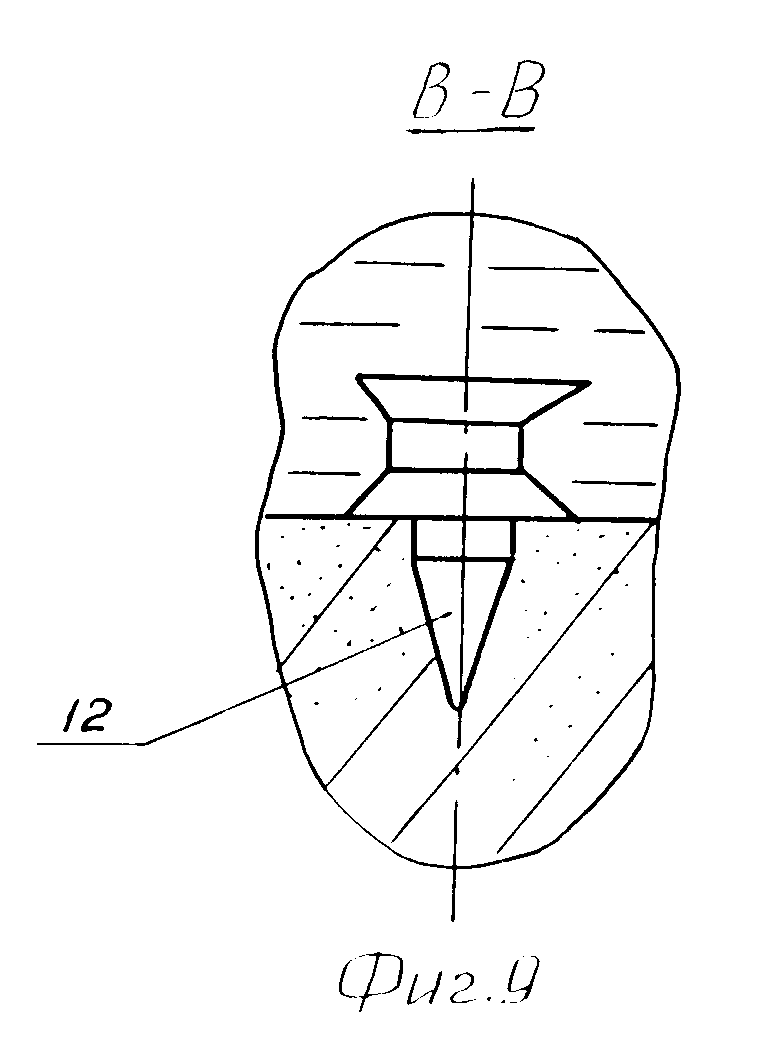
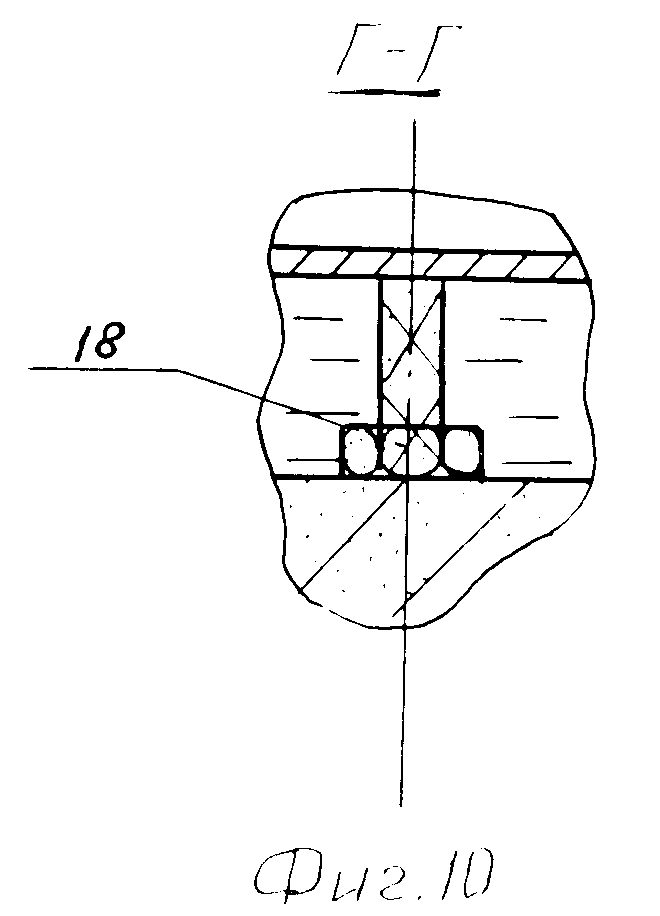
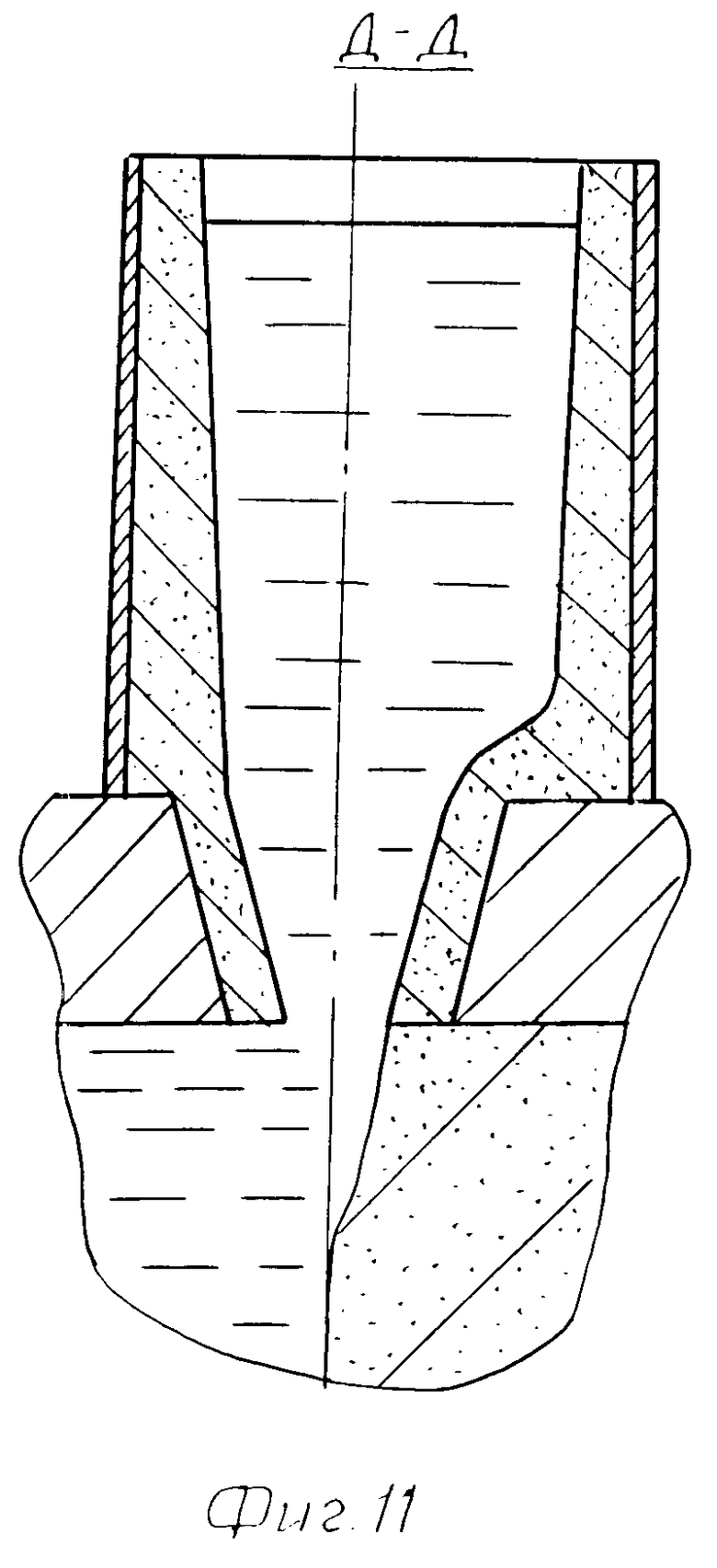
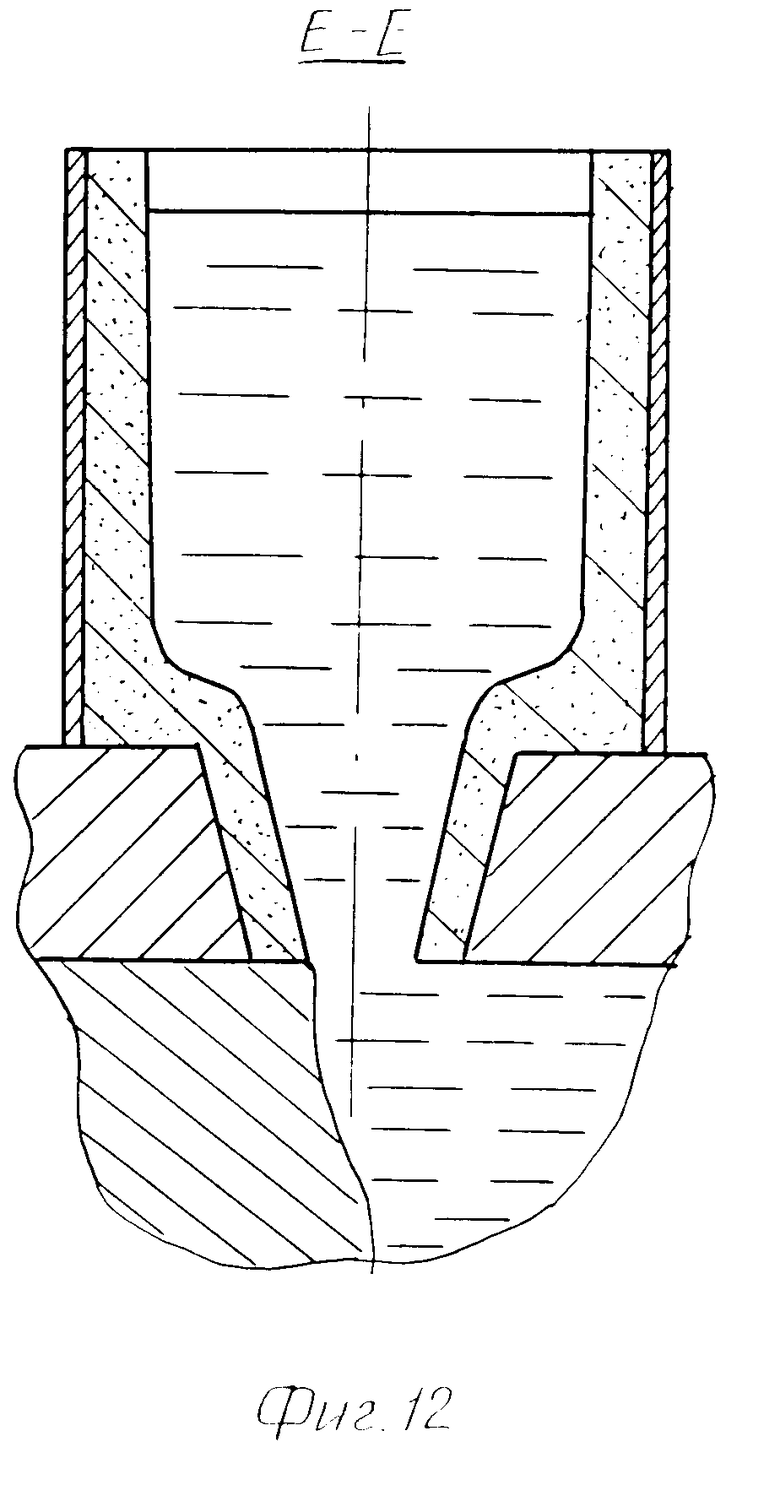
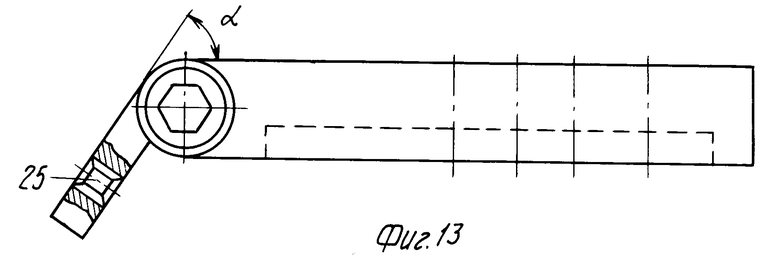
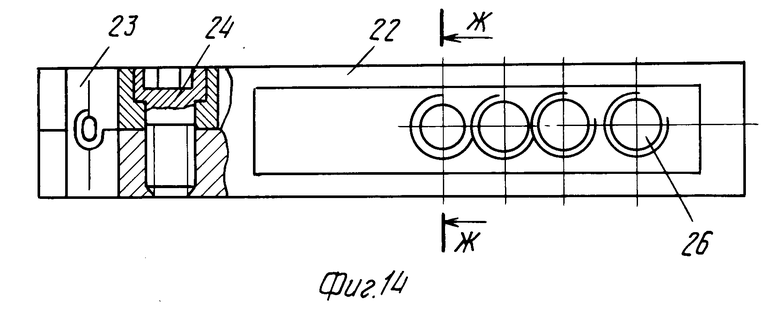
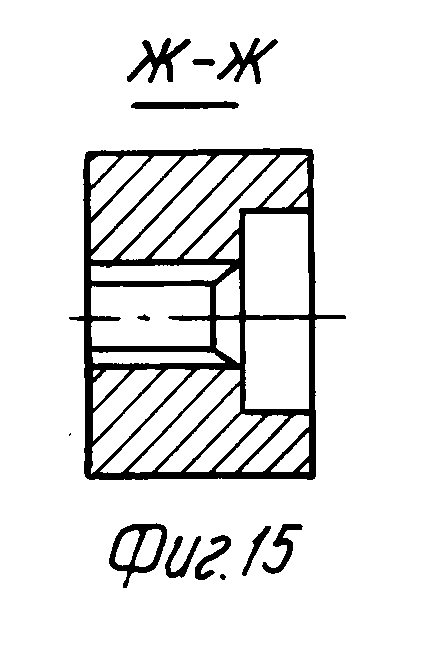
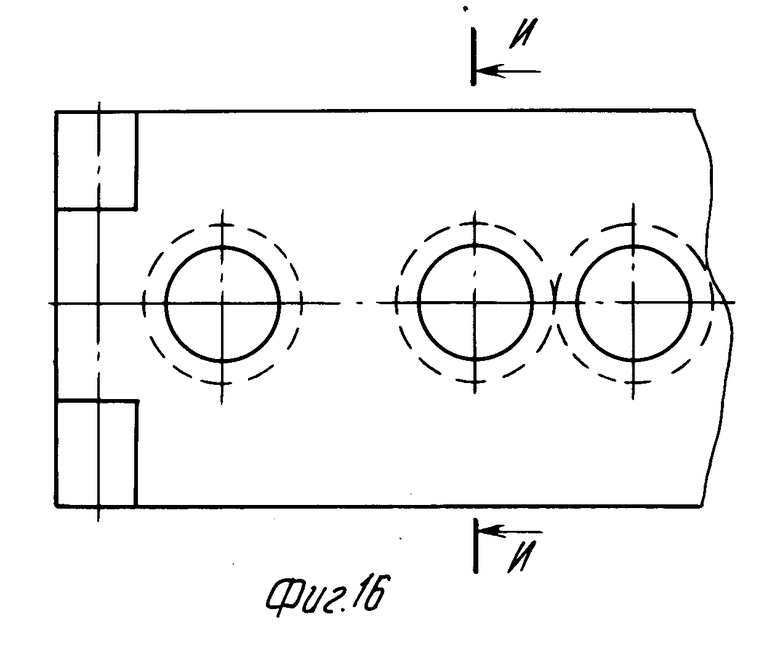
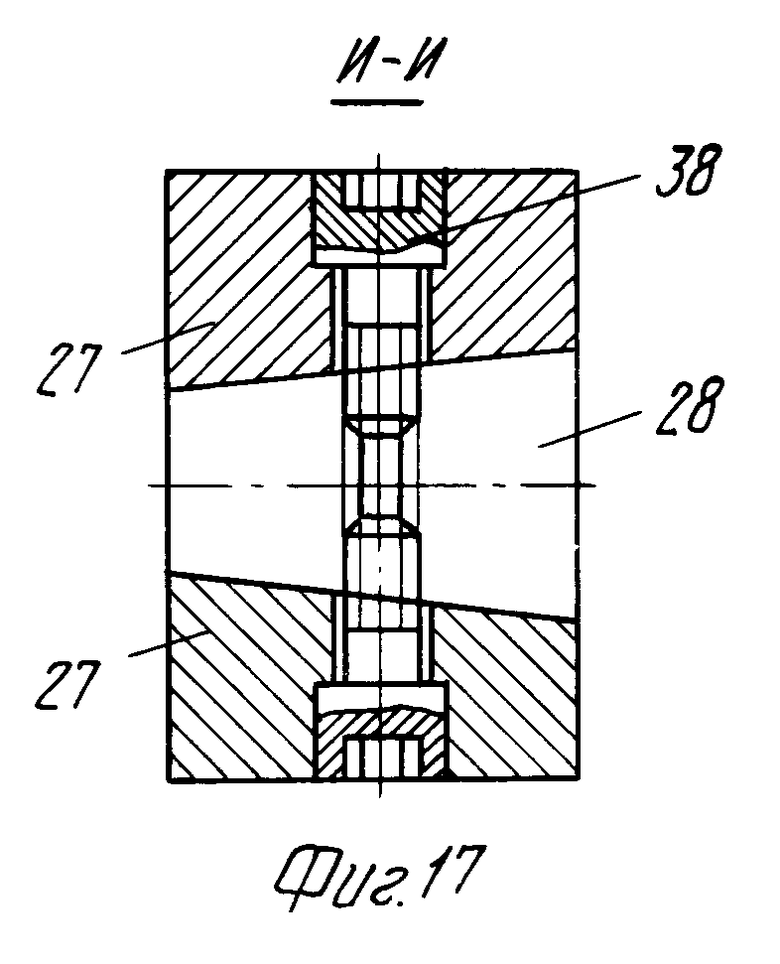
На фиг.1-5 показана схема, иллюстрирующая предлагаемый способ изготовления разъемных постоянных металлических форм; на фиг.6 устройство, реализующее предлагаемый способ; на фиг.7 разрез А-А на фиг.6; на фиг. 8 разрез Б-Б на фиг. 7; на фиг.9 разрез В-В на фиг.7; на фиг.10 разрез Г-Г на фиг.7; на фиг. 11 разрез Д-Д на фиг.7 (заливка первой части формы); на фиг.12 разрез Е-Е на фиг.7 (заливка второй части формы); на фиг.13 и 14 конструкция одной из планок составляющих замкнутый многоугольник; на фиг.15 разрез Ж-Ж на фиг. 14; на фиг. 16 литниковая пара планок; на фиг.17 разрез И-И на фиг.16; на фиг. 18-19 приспособление для выполнения знаков под стержни, образующие технологические полости.
Способ изготовления разъемных постоянных металлических форм осуществляют следующим образом.
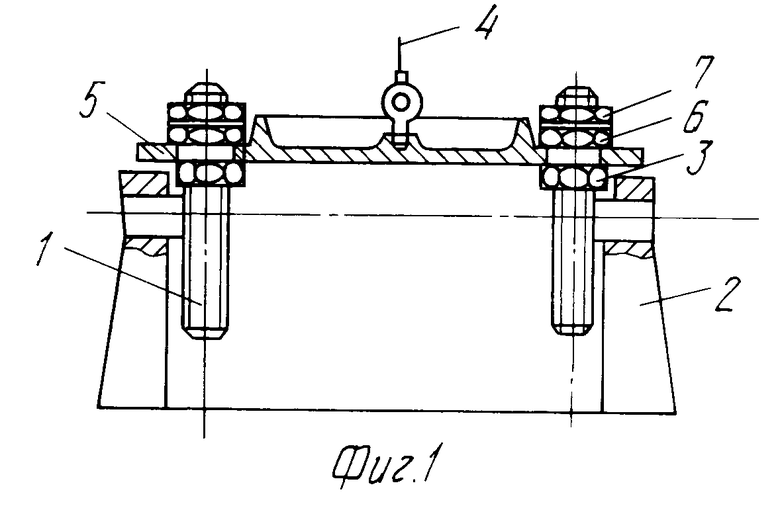
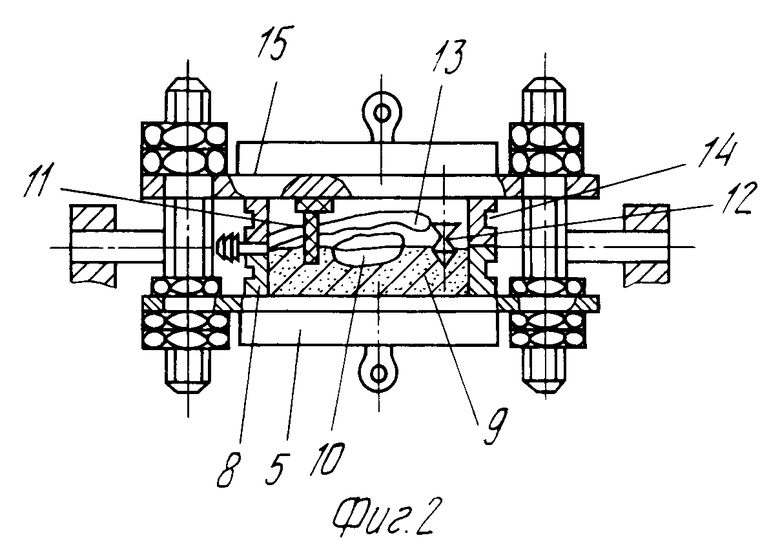
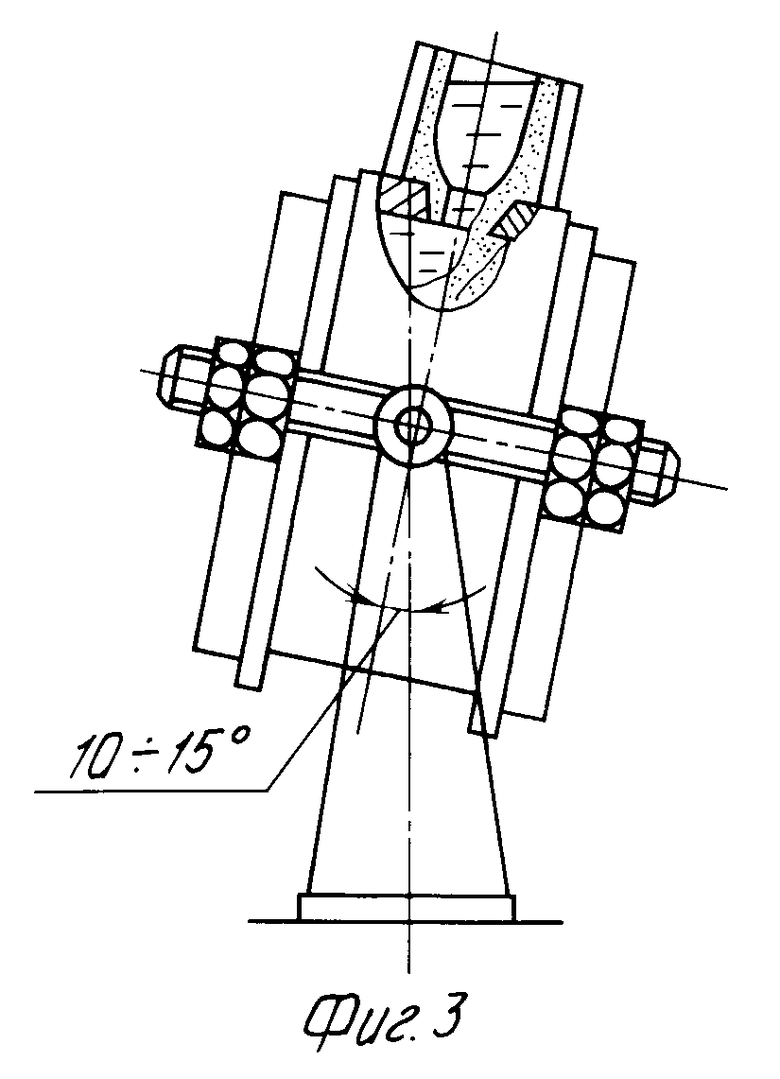
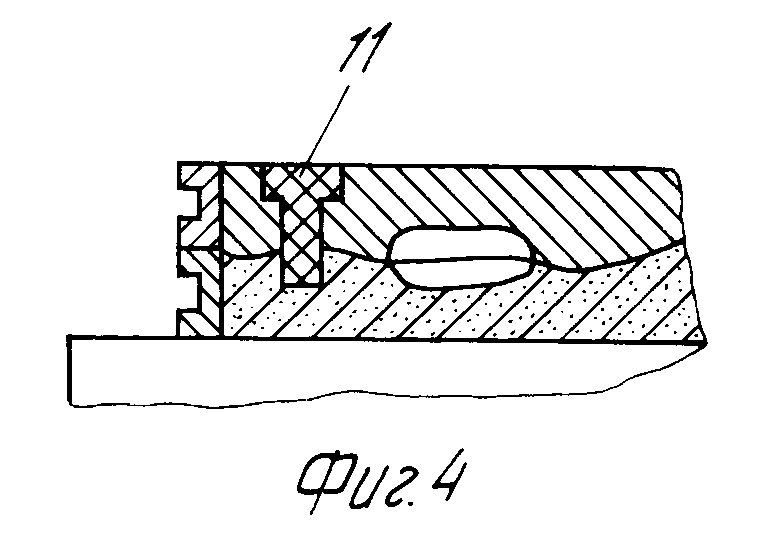
Оба стяжных штифта 1 (фиг.1) устанавливают вертикально в стойках 2 с возможностью вращения в вертикальной плоскости. Сверху каждого стяжного штифта 1 ввертывают по дистанционной гайке 3 так, чтобы расстояние между верхними их торцами и поворотной осью стяжных штифтов 1 ориентировочно соответствовало высоте второй основной части отливаемой формы. С помощью подъемного устройства 4 плиту 5 сквозь отверстия в ней устанавливают на дистанционные гайки 3 и в таком положении закрепляют специальными гайками 6 и 7 с самотормозящей резьбой, образующими цанговый зажим. Затем (фиг.2) стяжные штифты 1 вместе с закрепленной на них плитой 5, образующей дно второй полуформы, поворачивают на 180о в вертикальной плоскости. На плиту 5 устанавливают планки 8, закрепленные между собой так, что они внутренней своей поверхностью образуют наружную боковую поверхность полуформы, предназначенной для отливки второй части формы и именуемой в дальнейшем второй полуформой, заполняют формовочной смесью 9. Заформовывают в нее эталон 10 так, чтобы линия его разъема совпадала с плоскостью разъема полуформ. С помощью модели заполняют формовочной смесью литниковую систему отливаемой полуформы (не показана). Выполняют знаки для установки стержней 11, образующих технологические полости, расширяющиеся в направлении от поверхности разъема, и устанавливают стержни (не показано) для выполнения отверстий под болты для крепления отливаемых частей формы к механизму для их соединения и разъема. Затем устанавливают штыри 12 для центрирования полуформ и элемент системы охлаждения первой части формы, например змеевик 13, при этом выходную часть его располагают в плоскости разъема. Змеевик 13 должен быть заполнен сухим песком, что обеспечивает увеличение коэффициента теплопроводности в местах соединения змеевика с материалом отливаемой части формы. Затем устанавливают стержни 11, образующие технологические полости, в соответствующие знаки. Устанавливают первую полуформу 14 (т.е. полуформу для отливки первой части формы) на заполненную формовочной смесью вторую полуформу, зафиксировав тем самым положение змеевика 13. Производят проверку и корректировку расстояния между змеевиком 13 и эталоном 10, а также расположения стержней по высоте. Устанавливают на полуформу плиту 15, образующую дно первой полуформы. Скрепляют полуформу между собой с помощью гаек 6 и 7 на стяжных штифтах 1 в положение, при котором плоскость разъема полуформ расположена под углом 10-15о к вертикали (фиг.3). Величина угла поворота зависит от геометрии эталона. Устанавливают постоянную литниковую чашу и заливают жидким металлом первую часть формы. Таким образом, первую часть формы отливают в полукокиль, образованный металлическими стенками первой полуформы 14, плитой 15 и поверхностью формовочной смеси 9, заполняющей вторую полуформу. После отвердевания первой части формы поворачивают устройство в исходное положение, снимают верхнюю часть первой полуформы и удаляют стержневую смесь из технологических полостей 11 (фиг.4). Устанавливают на место и закрепляют верхнюю часть первой полуформы, поворачивают устройство на 180о, снимают вторую полуформу, удаляют формовочную смесь 9. При достижении поверхностью разъема отлитой части формы температуры 110-120оС ее покрывают теплоизоляционной огнеупорной краской. Устанавливают на штырях втулки 16 для выполнения элементов центрирования полуформ и заполняют формовочной смесью их полости (фиг.5). С помощью модели заформовывают литниковую систему второй полуформы. Устанавливают элемент 17 системы охлаждения второй части формы. Устанавливают плиту 5 на стяжных штифтах 1, устанавливают стержни 18 для выполнения отверстий под болты для крепления частей формы к механизму для их соединения и разъема, закрепляя вторую полуформу. Поворачивают устройство в положение вертикальной заливки устанавливают вторую литниковую чашу и производят заливку жидким металлом второй части формы. Расстояние между первой и второй литниковыми чашами зависит от размера стороны многоугольника, образованного планками. Таким образом, вторую часть формы отливают в кокиль, образованный стенками второй полуформы и поверхностью разъема отлитой первой части формы. При этом металл, заливаемый в технологические полости 19, при остывании препятствует короблению отлитой части формы. После отвердевания второй части формы разбирают обе полуформы и удаляют литниковую систему. Обе части отлитой формы подвергают термообработке для снятия внутренних напряжений. Удаляют металл из технологических полостей, а также эталон и стнержневую смесь из отверстия для крепления отлитых частей формы к механизму их соединения и разъема.
Устройство (фиг.6) для осуществления способа изготовления разъемных постоянных металлических литейных форм включает основание 20 с закрепленными на нем стойками 2. В верхней части стоек 2 с возможностью вращения установлены горизонтальные оси 21, свободные концы которых связаны со стяжными штифтами 1. На стяжных штифтах 1, снабженных резьбой, параллельно друг другу установлены основания полуформ в виде плит 5 и 15, положение которых по вертикали ограничено фиксаторами, выполненными, например, в виде дистанционных гаек 3 и специальных гаек 6, 7 с самотормозящей резьбой, образующих цанговый зажим. Между плитами 5 и 15 расположены боковые стенки полуформ, образованные установленными друг на друге многоугольными рамками, состоящими из шарнирно соединенных между собой планок. Каждая планка 22 снабжена втулкой с лепестком 23, шарнирно прикрепленными к ней при помощи винта 24. Угол α между планкой 22 и лепестком 23 регулируется в зависимости от геометрии многоугольной рамки и фиксируется винтом 24. Например, при четырех планках, образующих прямоугольную рамку, угол α 90о. Каждый лепесток 23 выполнен с резьбовым отверстием 25 для его крепления к сопряженной планке 22. В планках 22 выполнен ряд резьбовых отверстий 26, позволяющих регулировать величину контура наружных стенок полуформ. В отверстиях планок 22, свободных от крепежных винтов, установлены болты-заглушки (не показаны), торцы которых расположены заподлицо с формообразующей поверхностью планок 22. Одна из сторон рамки содержит граничащую с линией разъема литниковую пару планок 27 (фиг. 16), выемки которых при смыкании образуют в плоскости разъема конические отверстия 28 для установки литниковых чаш. Одна из полуформ, образованная плитой 5 и одной или несколькими рамками из планок 22, заполнена формовочной смесью 9 до плоскости разъема. В формовочную смесь строго по линии разъема установлен эталон 10, вокруг которого на заданном расстоянии, определяемом из условия плотности в разъеме отливаемых форм (в данном примере реализации выбрано 15-20 мм) располагаются стержни 11, образующие технологические полости, расширяющиеся в направлении от плоскости разъема, штыри 12 для установки на них втулок 16, образующих элементы центрирования полуформ, и стержни 18 для выполнения элементов крепления полуформ к подкокильным плитам. Между планками 22 в плоскости разъема установлены элементы охлаждения, например змеевики 13 и 17. В полости каждой отливаемой полуформы при помощи формовочной смеси выполнена литниковая система, граничащая с плоскостью разъема.
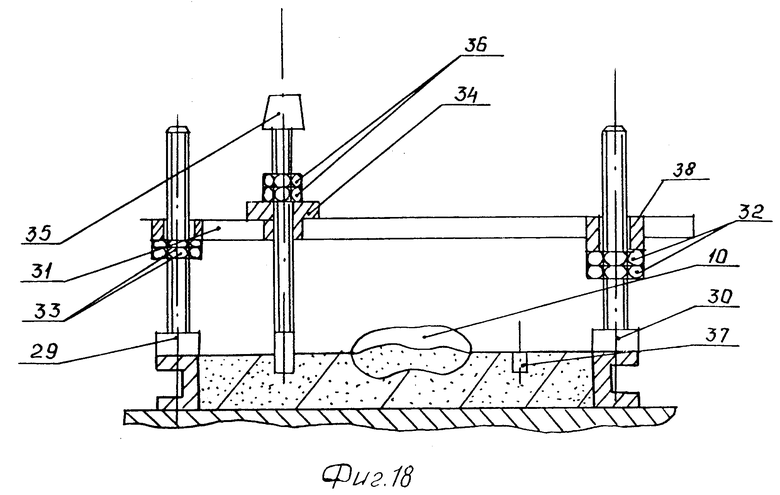
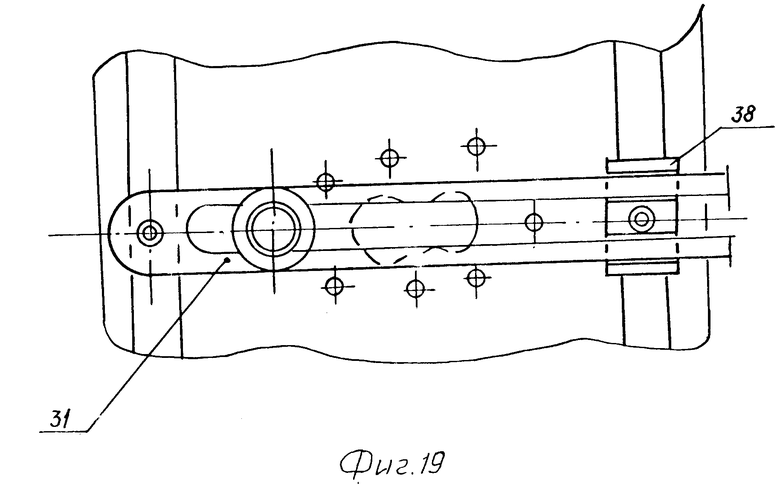
Знаки для установки стержней 11, образующих технологические полости, расширяющиеся в направлении от плоскости разъема, выполняют при помощи специального съемного приспособления (фиг.18 и 19). Данное приспособление включает неподвижную стойку 29 и подвижну стойку 30, которые устанавливают на противоположных сторонах рамки из пленок, граничащих с плоскостью разъема. Расстояние между стойками 29 и 30 регулируется в зависимости от ширины отливаемой формы. Обе стойки 29 и 30 связаны поперечиной, выполненной в виде двузубой вилки 31, сплошной конец которой при помощи отверстия насажен на резьбовой конец неподвижной стойки 29, а в продольный паз между зубьями вилки 31 входит резьбовый конец подвижной стойки 30. Вилка 31 опирается на дистанционные гайки 32, 33 и ползун, навинченные соответственно на резьбовые концы стоек 30 и 29 и обеспечивающие регулирование вертикального расстояния вилки 31 от плоскости разъема. Между стойками 29 и 30 в пазу вилки 31 расположена подвижная втулка 34, фланец которой опирается на зубья вилки 31, а в отверстии втулки 34 расположен пуансон 35 с навинченными на него дистанционными гайками 36, опирающимися на фланец втулки 34. Нижний конец пуансона 35, вдавливаемый в формовочную смесь, выполняет в ней щнаки 37 для установки стержней 11, расположенные на заданном расстоянии от эталона 10 и друг от друга. Глубина выполняемых знаков регулируется дистанционными гайками 36, при этом обеспечивается равное расстояние от нижнего торца знака до плоскости рамки, на которой перемещаются стойки 29 и 30, вне зависимости от конфигурации ее поверхности разъема.
Устройство работает следующим образом (фиг.1-5).
Плиту 5, образующую дно второй полуформы, устанавливают при помощи подъемного устройства 4 на стяжных штифтах 1 и фиксируют ее дистанционными гайками 3 и специальными гайками 6, 7. Поворачивают плиту 5 на 180о и устанавливают на нее одну или несколько рамок, собранных из планок 22 (фиг.13-15),образующих боковые стенки второй полуформы. Количество рамок, устанавливаемых друг на друга, зависит от высоты отливаемых частей формы. В образовавшуюся вторую полуформу засыпают формовочную смесь 9 (фиг.2, 6 и 7) и устанавливают в нее эталон 10 так, чтобы линия его разъема совпадала с поверхностью разъема полуформ. При помощи модели заформовывают литниковую систему (фиг. 6 и 7). На верхнюю рамку второй полуформы устанавливают приспособление для выполнения знаков под стрежни 11. При этом стойки 29 и 30 устанавливают на планках 22 так, чтобы вертикальная плоскость, проходящая через ось вилки 31, находилась на заданном расстоянии от границ эталона 10. При помощи дистанционных гаек 32 и 33 устанавливают вилку 31 на определенном расстоянии от поверхности разъема. При помощи дистанционных гаек 36 регулируют положение пуансона 35 по вертикали таким образом, чтобы при опускании пуансона 35 до упора, т.е. до соприкосновения нижней дистанционной гайки 36 с торцовой поверхностью фланца втулки 34, нижний конец пуансона 35 проникал в формовочную смесь на заданную глубину. После этого ударом по верхней части пуансона 35 опускают его до упора, проворачивают вокруг своей оси и вынимают вверх из отверстия втулки 34. При этом нижний конец пуансона 35 оставляет в формовочной смеси знак. Перемещая втулку 34 в пазу вилки 31, а стойки 29 и 30 вдоль планок 22, последовательно выполняют необходимое количество знаков, расположенных на заданном расстоянии вокруг эталона 10 (фиг.2-8). В эти знаки устанавливают стержни 11, образующие технологические полости. Кроме того, устанавливают стержни 18 для выполнения элементов крепления, штыри 12 для центрирования полуформ и змеевик 13, выходную часть которого располагают в плоскости разъема, в пазах планок 22. Затем устанавливают рамки первой полуформы, проверяют и корректируют расположение по высоте стержней 11 и 18 и змеевика 13, после чего устанавливают на стяжные штифты 1 плиту 15, закрепляя ее при помощи гаек 6 и 7. Поворачивают форму в положение вертикальной заливки, при котором плоскость разъема полуформ расположена под углом 10-15о к вертикали. В отверстие, образованное литниковой парой планок 27, вставляют литниковую чашу и заливают жидким металлом первую часть формы. После отвердевания металла поворачивают форму в исходное положение, снимают плиту 15, разрушают и удаляют стержневую смесь, из котрой были выполнены стержни 11. Устанавливают на место и закрепляют плиту 15, после чего поворачивают форму на 180о. Снимают плиту 5 и рамку (или рамки) второй полуформы и удаляют формовочную смесь. При достижении поверхностью отливки температуры 110-120оС покрывают ее теплоизоляционной огнеупорной краской. После остывания отлитой первой части формы до комнатной температуры устанавливают стержни 18 для выполнения элементов крепления второй части формы, на штыри 12 устанавливают втулки 16 для выполнения элементов центрирования и заполняют формовочной смесью пространство между штырями 12 и втулками 16. С помощью модели заформовывают литниковую систему. Устанавливают рамку (или рамки), образующую боковые стенки второй полуформы, и закрепляют змеевик 17 для охлаждения второй части формы. Проверяют и корректируют расположение стержней 18 и змеевика 17. Устанавливают на стяжных штифтах 1 плиту 5 и закрепляют ее гайками 6 и 7. Поворачивают форму в положение вертикальной заливки (на 75-80о). Из отверстия литниковой пары планок 27 вынимают конусную заглушку, прикрепляемую к литниковым планкам 27 винтами 38 и устанавливают литниковую чашу. Производят заливку жидким металлом второй части формы. После отвердевания отлитой части формы снимают плиты 5 и 15, снимают рамки, удаляют литниковую систему и подвергают отлитую форму термообработке для снятия внутренних напряжений. После этого удаляют металл из технологических полостей, выполняемых стержнями 11, удаляют эталон 10 и стержневую смесь из полостей для крепления отлитых частей формы. Полученная при помощи описанного устройства отлитая форма не нуждается в механической обработке боковых наружных поверхностей.
Кроме того, благодаря осуществлению заливки в положении плоскости разъема, близком к вертикальному, обеспечивается увеличение плотности отливаемой формы в районе формообразующей поверхности, в особенности на участке, примыкающем к линии разъема эталона. Это происходит вследствие того, что жидкий металл подходит к эталону вблизи линии разъема с повышенным теплосодержанием за счет увеличения толщины его потока.
Примером конкретного осуществления способа изготовления разъемных постоянных металлических форм может служить изготовление трехгнездной металлической разъемной формы для отливки ручки задрайки блок-формы рыбоморозильного траулера.
В качестве эталонов были приняты детали с действующего производства, окрашенные при температуре 90±5оС теплоизо- ляционной огнеупорной краской.
Материал деталей АК 12 (силумин). Плиту, образующую дно второй полуформы, устанавливают на стяжных штифтах на расстоянии от оси поворота, равном высоте второй части формы. Поворачивают устройство на 180о, устанавливают на плиту планки и скрепляют их винтами между собой с образованием рамки, контур которой соответствует наружной поверхности отливаемой формы, а высота высоте второй части формы. Образовавшуюся полость заполняют формовочной смесью и заформовывают в нее три эталона на определенном расстоянии друг от друга и от внутренних поверхностей планок, образующих рамку. Плоскость разъема эталонов должна совпадать с поверхностью разъема полуформы. Устанавливают два штыря системы центрирования. При помощи специального приспособления выполняют знаки под стрежни, образующие технологические полости в первой части формы; устанавливают стержни в эти знаки; устанавливают четыре стержня, образующих крепежные полости первой части формы. устанавливают змеевик для охлаждения первой части формы в пазы планок. При помощи специальной модели заполняют формовочной смесью объем, соответствующий объему литниковой системы первой части формы. Устанавливают собранную из планок рамку, образующую наружную поверхность первой части формы. Относительно верхней плоскости этой рамки производят контроль и корректировку высоты расположения стержней и змеевика. Устанавливают и закрепляют плиту первой полуформы. Поворачивают устройство в положение заливки (на 75-80о), устанавливают литниковую чашу в отверстие, образованное литниковыми планками и производят заливку жидким металлом при температуре 700-750оС. Металл для заливки выбран тот же, из которого выполнены эталоны АК 12.После остывания отлитой полуформы до температуры 300-350оС поворачивают устройство в исходное положение и снимают верхнюю плиту, электро- или пневмодрелью со сверлом разрушают стержневую смесь, заполняющую технологические полости, и удаляют ее вакуумной стороной эжекционного пульверизатора. Устанавливают плиту на место и закрепляют ее. Поворачивают устройство на 180о, снимают верхнюю плиту и рамку из планок, ограничивающую полость второй полуформы, заполненную формовочной смесью, и удаляют формовочную смесь. При достижении поверхностью разъема отлитой первой части формы температуры 110-120оС покрывают ее теплоизоляционной огнеупорной краской и дают остыть до температуры окружающего воздуха. Удаляют заглушку в одном из отверстий литниковых планок, предназначенном для установки второй литниковой чаши. Устанавливают две втулки на штыри системы центрирования и заполняют их полости формовочной смесью. Устанавливают четыре стержня, образующие крепежные полости во второй части формы, и змеевик для охлаждения второй части формы, закрепив его в пазах планок. При помощи модели заполняют формовочной смесью объем, соответствующий объему литниковой системы второй части формы.Устанавливают рамку из планок, которая раньше была заполнена формовочной смесью, и плиту второй полуформы. Поворачивают устройство на угол 75-80о в положение вертикальной заливки, устанавливают вторую литниковую чашу и производят заливку жидким металлом при температуре около 800оС. После остывания отлитой части формы до температуры 300-350оС поворачивают устройство в исходное положение, снимают верхнюю плиту и разбирают рамки. Отбивают металл, залитый в литниковые чаши, и отлитые части формы подвергают термообработке для снятия внутренних напряжений, поместив их в печь, нагретую до температурыы 500оС, и остужая вместе с печью до достижения отливкой температуры 150оС. После этого удаляют металл из технологических полостей, удаляют эталоны, удаляют формовочную и стержневую смеси соответственно из литниковой и крепежных полостей. Зачищают заусеницы на плоскостях, прилегающих к механизмам кокильной машины.
Трудоемкость изготовления данной формы составляет ориентировочно 7,5 человеко-часов, в то время как трудоемкость изготовления этой же формы способом-прототипом составляет ориентировочно 56 человеко-часов.
Таким образом, использование предлагаемого способа изготовления разъемных постоянных металлических форм позволяет по сравнению с известными техническими решениями в 7-8 раз снизить трудоемкость изготовления разъемных металлических форм, соответственно повысив производительность способа, значительно уменьшить объем модельных и конструкторских работ, уменьшить расход древесных материалов и металла, идущего на изготовление разъемных металлических форм, а также снизить затраты электроэнергии.
Кроме того, предлагаемый способ позволяет уменьшить количество брака отливаемых форм по земляным раковинам и улучшить качество отливаемых форм в отношении их плотности в районе формообразующей поверхности.
Преимущества предлагаемого способа и реализующего его устройства приводят к снижению себестоимости изготовления металлических форм, что позволяет применять литье в металлические формы и при малых партиях отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМИЫХ МЕТАЛЛИЧЕСКИХ | 1973 |
|
SU387785A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2016 |
|
RU2634108C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ В ПЕСЧАНЫХ ФОРМАХ | 1998 |
|
RU2123903C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| КОКИЛЬ ДЛЯ ОТЛИВКИ СТАНДАРТНЫХ ОБРАЗЦОВ | 2000 |
|
RU2188741C2 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
Использование: в литейном производстве. Сущность изобретения: в заполненную формовочной смесью опоку устанавливают эталон, элементы для образования технологических полостей и центрирующие штыри. Устанавливают вторую опоку и отливают первую часть формы в полукокиле, образованном металлическими стенками первой опоки и поверхностью формовочной смеси. Удаляют формовочную смесь, покрывают поверхность разъема отлитой части формы теплоизоляционным разделительным слоем, устанавливают на залитые штыри центрирующие втулки и отливают вторую часть формы в кокиле, образованном стенками второй опоки и поверхностью разъема отлитой первой полуформы. Устройство для изготовления разъемных постоянных металлических форм содержит полуформы, боковые стенки которых выполнены в виде металлических планок, шарнирно соединенных между собой в виде замкнутого многоугольника. Многоугольники установлены друг на друга и зажаты между плитами оснований при помощи стяжных штифтов с фиксаторами на концах. Устройство содержит также механизм подъема оснований и механизм поворота полуформы вокруг горизонтальной оси. 2 с. и 1 з. п. ф-лы, 19 ил.
| Авторское свидетельство СССР N 529586, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
