1
(21)4304800/2У-29
(22)10.06.37
(46) 15.01.90. Бюл. №. 2
(71)Институт ядерной энергетики АН БССР
(72)А.В. Лукашевич, Э.П. Кревсун, В.И. Мишин, И.И. Гаврик
и Б. И. Михалычев
(53)62-762 (088.8)
(56) Авторское свидетельство СССР № 811025, кл. F 16 J 15/34, 1У77.
(54)СПОСОБ КРЕПЛЕНИЯ КОНТАКТНЫХ КОЛЕЦ ТОРЦОВОГО УПЛОТНЕНИЯ
(57) Изобретение относится к уплотни- тельной технике. Использование изобретения позволяет повысить надежность герметизирующих устройств турбин,насосов и др. машин за счет сохранения плоскостности рабочих поверхностей уплотнительных колец при сборке и в процессе эксплуатации. При этом от промежуточных операций изготовления торцовых уплотнений таких как, например, притирка рабочих поверхностей уплотнительных колец и контроль их плоскостности после запрессовки колец в бандажи, можно отказаться. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2249740C2 |
| Торцовое уплотнение | 1986 |
|
SU1379550A1 |
| Торцовое уплотнение | 1983 |
|
SU1065640A1 |
| Торцовое уплотнение | 1986 |
|
SU1390462A1 |
| Торцовое уплотнение | 1981 |
|
SU987241A1 |
| Торцовое уплотнение | 1985 |
|
SU1314165A1 |
| Торцовое уплотнение | 1984 |
|
SU1195099A1 |
| Торцовое уплотнение | 1987 |
|
SU1571337A1 |
| ТОРЦЕВОЕ УПЛОТНЕНИЕ | 2024 |
|
RU2835958C1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ МОДУЛЬНОГО ИСПОЛНЕНИЯ | 1994 |
|
RU2072460C1 |
Изобретение относится к уплотнительной технике. Использование изобретения позволяет повысить надежность герметизирующих устройств турбин, насосов и др. машин за счет сохранения плоскостности рабочих поверхностей уплотнительных колец при сборке и в процессе эксплуатации. При этом от промежуточных операций изготовления торцовых уплотнений таких как, например, притирка рабочих поверхностей уплотнительных колец и контроль их плоскостности после запрессовки колец в бандажи, можно отказаться. 1 ил.
Изобретение относится к уплотни- тельной технике и может быть использовано для повышения надежности герметизирующих устройств насосов, турбин и других машин.
Целью изобретения является повышение надежности торцовых уплотнений за счет сохранения плоскостности рабочих поверхностей при сборке и в про- пессе эксплуатации.
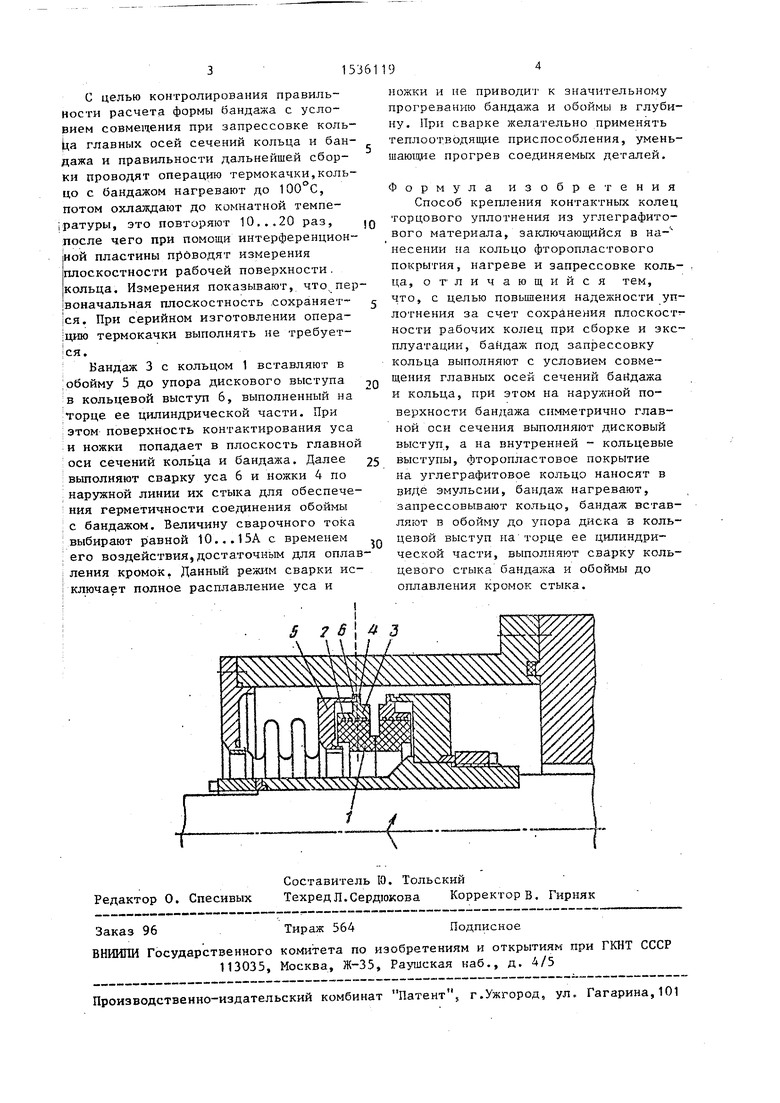
На чертеже изображено сечение тор- ЦОБОГО уплотнения, контактные кольца которого закреплены предлагаемым способом.
Пример. Цилиндрическую поверхность уплотнительного кольца 1 покрывают фторопластовой эмульсией 2 марки Ф-4Д. Первоначальная неплоскостность рабочей поверхности кольца 1 минимальна и составляет 0,1...О,2 мкм. Форму бандажа 3 подбирают расчетным путем так, чтобы при запрессовке кольца 1 в бандаж 3 их главные оси сечений
совпали. При этом бандаж выполняется с ножкой 4 для сварки с обоймой 5 и с внутренними кольцевыми канавками для увеличения контактного давления по прессовой посадке. Бандаж 3 нагревают до 280...300°С и вставляют в него заподлицо кольцо 1. При этом совмещаются главные оси сечений бандажа 3 и кольца 1. Далее выполненную сборку охлаждают до комнатной температуры. Бандаж по форме не имеет утолщенной хвостовой части и поэтому подвергает кольцо равномерным по длине сжимающим напряжениям.Контроль плоскостности рабочей поверхности кольца 1 после выполненных операций показал, что она сохраняется.
Из требований к геометрии уплотнительного бурта кольца 1 вытекает несимметричность формы кольца. Ограничение осевых габаритов устройства также приводит к несимметричности.
(Л
СП
со
ОЭ
О
С целью контролирования правильности расчета формы бандажа с условием совмещения при запрессовке кольца главных осей сечений кольца н бандажа и правильности дальнейшей сборки проводят операцию термокачки,кольцо с бандажом нагревают до 100 С, потом охлаждают до комнатной температуры, это повторяют 10...20 раз, после чего при помощи интерференционной пластины проводят измерения плоскостности рабочей поверхности. кольца. Измерения показывают, что первоначальная плоскостность сохраняет- ся. При серийном изготовлении операцию термокачки выполнять не требуется.
Бандаж 3 с кольцом 1 вставляют в обойму 5 до упора дискового выступа в кольцевой выступ 6, выполненный на торце ее цилиндрической части. При этом поверхность контактирования уса и ножки попадает в плоскость главной оси сечений кольца и бандажа. Далее выполняют сварку уса 6 и ножки 4 по наружной линии их стыка для обеспечения герметичности соединения обоймы с бандажом. Величину сварочного тока выбирают равной 10...15А с временем его воздействия,достаточным для оплавления кромок. Данный режим сварки исключает полное расплавление уса и
Редактор О. Спесивых
Составитель Ю. Тольский
Техред Л. Сердюкова Корректор }. Гирняк
Заказ 96
Тираж 564
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
ножки н не приводич к значительному прогреванию бандажа н обоймы н глубину. При г парке желательно применять теплоо водящие приспособления, уменьшающие прогрев соединяемых деталей.
Формула изобретения Способ крепления контактных колец торцового уплотнения из углеграфито- вого материала, заключающийся в на- несении на кольцо фторопластового покрытия, нагреве и запрессовке кольца, о т л и ч а ю щ и и с я тем, что, с целью повышения надежности уплотнения за счет сохранения плоскостности рабочих колец при сборке и эксплуатации, бандаж под запрессовку кольца выполняют с условием совмещения главных осей сечений бандажа и кольца, при этом на наружной поверхности бандажа симметрично главной оси сечения выполняют дисковый выступ, а на внутренней - кольцевые выступы, фторопластовое покрытие на углеграфитовое кольцо наносят в видг эмульсии, бандаж нагревают, запрессовывают кольцо, бандаж вставляют я обойму до упора диска з кольцевой выступ на торце ее цилиндрической части, выполняют сварку кольцевого стыка бандажа и обоймы до оплавления кромок, стыка.
Подписное
