Изобретение относится к испытательной технике и может быть использовано для комплексного контроля качества электрических вводов, используемых в герметизированных изделиях электронной техники.
Целью изобретения является повышение достоверности при контроле симметричного изделия.
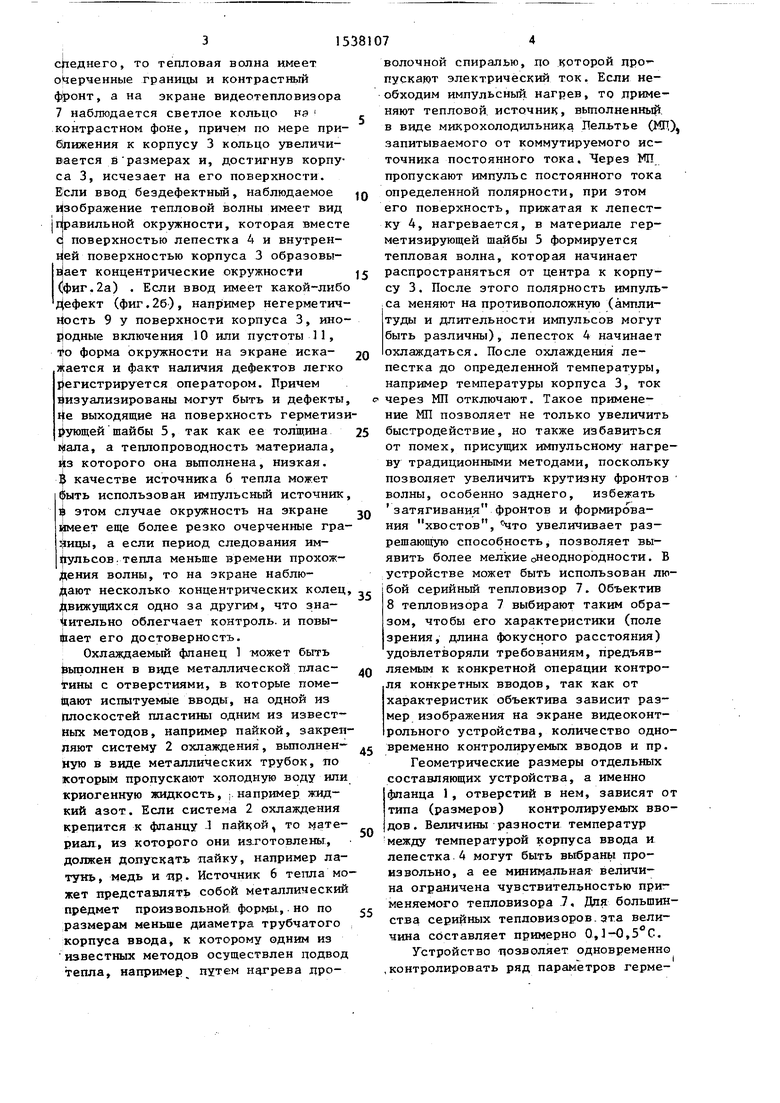
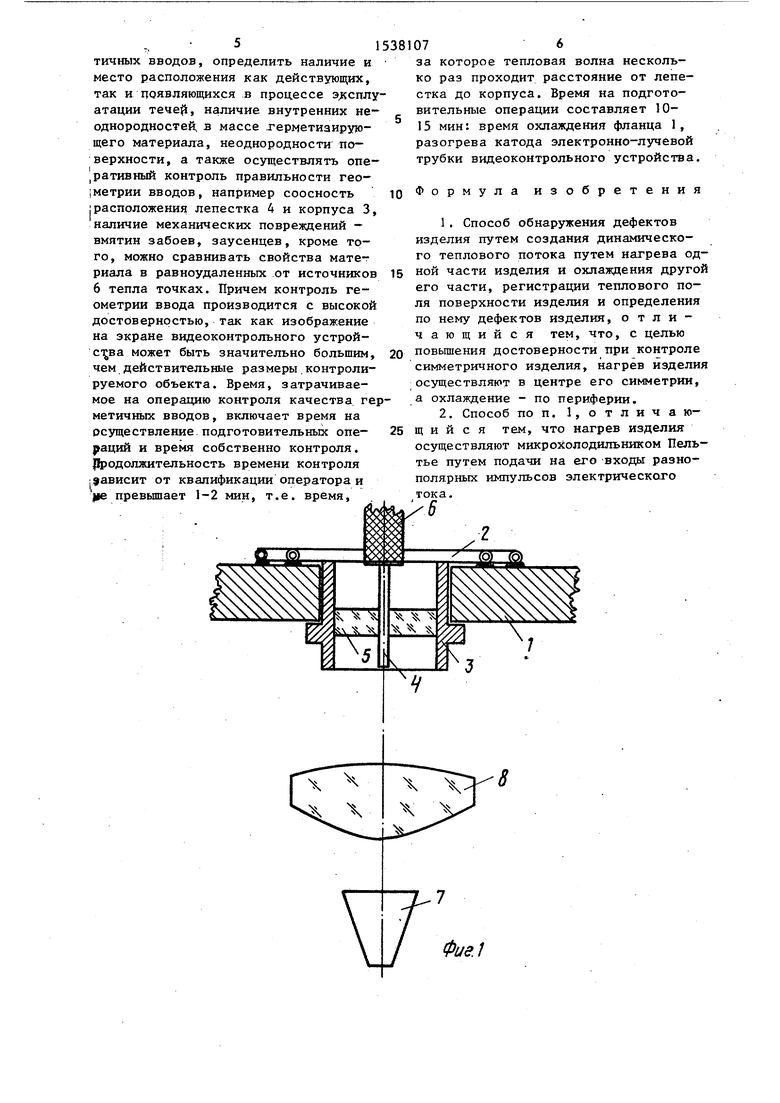
На фиг. 1 изображена принципиальная схема устройства, реализующего предлагаемый способ; на фиг. 2 - изображение тепловой волны.
Устройство для реализации способа обнаружения дефектов изделия содержит фланец 1, оснащенный системой 2 охлаждения и отверстиями, в которые помещают исследуемые вводы, состоящие из трубчатого корпуса 3, лепестка 4 и герметизирующей шайбы 5, К лепестку 4 на время контроля прижат источник 6 тепла. Кроме того, устройство содержит тепловизор 7 с объективом 8. Источник 6 тепла расположен с той стороны фланца J , на которой раэмеще,.на система 2 охлаждения, а тепловизор 7 - с обратной стороны таким образом, что оптическая ось объектива 8 параллельна продольной оси ввода.
Способ осуществляется следующим образом.
К лепестку 4 прижимают источник 6 тепла, лепесток 4 быстро разогревается, так как его материал обладает высокой теплопроводностью Герметизирующая шайба 5 начинает разогреваться, в ее объеме и на ее поверхностях, в том числе на поверхности, обращенной к объективу 8, формируется теп- ловая волна в виде окружности (если лепесток 4 круглой формы,) с центром, расположенным на продольной оси лепестка 4. Вследствие разности темт- .ператур|лепестка 4 и корпуса 3 эта волна распространяется л направлении корпуса 3, имеющего тепловой контакт с охлаждаемым фланцем J. Если источник 6 тепла вывести из соприкосновения с лепестком 4 после разогрева
ел
00 00
315
среднего, то тепловая волна имеет очерченные границы и контрастный фронт, а на экране видеотепловизора 7 наблюдается светлое кольцо нэ контрастном фоне, причем по мере приближения к корпусу 3 кольцо увеличивается в размерах и, достигнув корпуса 3, исчезает на его поверхности. Если ввод бездефектный, наблюдаемое изображение тепловой волны имеет вид правильной окружности, которая вместе с поверхностью лепестка 4 и внутренней поверхностью корпуса 3 образовывает концентрические окружности (|фиг.2а) . Если ввод имеет какой-либо дефект (фиг.2б), например негерметич- Ность 9 у поверхности корпуса 3, инородные включения 10 или пустоты 11, То форма окружности на экране искажается и факт наличия дефектов легко регистрируется оператором. Причем визуализированы могут быть и дефекты, е выходящие на поверхность герметизирующей шайбы 5, так как ее толщина rjfana, а теплопроводность материала, из которого она выполнена, низкая. 1JJ качестве источника 6 тепла может фыть использован импульсный источник, 4 этом случае окружность на экране имеет еще более резко очерченные гра- дицы, а если период следования им- тульсов. тепла меньше времени прохож- дения волны, то на экране наблюдают несколько концентрических колец, Движущихся одно за другим, что зна- ительно облегчает контроль, и повы- щает его достоверность.
Охлаждаемый фланец 1 может быть выполнен в виде металлической пластины с отверстиями, в которые помещают испытуемые вводы, на одной из Плоскостей пластины одним из известных методов, например пайкой, закреп
Пяют систему 2 охлаждения, выполнен- Кую в виде металлических трубок, по которым пропускают холодную воду или криогенную жидкость, например жидкий азот. Если система 2 охлаждения крепится к фланцу 1 пайкой, то материал, из которого они изготовлены, должен допускать пайку, например латунь, медь и -пр. Источник 6 тепла может представлять собой металлический предмет произвольной формы, но по размерам меньше диаметра трубчатого корпуса ввода, к которому одним из известных методов осуществлен подвод тепла, например путем нагрева про
0
5
0
5
5Q
волочной спиралью, по которой пропускают электрический ток. Если необходим импульсный нагрев, то применяют тепловой источник, выполненный в виде микрохолодильника Пелътье (МП), запитываемого от коммутируемого источника постоянного тока. Через МП пропускают импульс постоянного тока определенной полярности, при этом его поверхность, прижатая к лепестку 4, нагревается, в материале герметизирующей шайбы 5 формируется тепловая волна, которая начинает распространяться от центра к корпусу 3. После этого полярность импульса меняют на противоположную (амплитуды и длительности импульсов могут быть различны), лепесток 4 начинает охлаждаться. После охлаждения лепестка до определенной температуры, например температуры корпуса 3, ток через МП отключают. Такое применение МП позволяет не только увеличить быстродействие, но также избавиться от помех, присущих импульсному нагреву традиционными методами, поскольку позволяет увеличить крутизну фронтов волны, особенно заднего, избежать затягивания фронтов и формирования хвостов, °что увеличивает разрешающую способность, позволяет выявить более мелкиеонеоднородности. Б устройстве может быть использован любой серийный тепловизор 7. Объектив 8 тепловизора 7 выбирают таким образом, чтобы его характеристики (поле
0
50
.,
5
5Q
зрения, длина фокусного расстояния) удовлетворяли требованиям, предъявляемым к конкретной операции контроля конкретных вводов, так как от характеристик объектива зависит размер изображения на экране видеоконтрольного устройства, количество одновременно контролируемых вводов и пр.
Геометрические размеры отдельных составляющих устройства, а именно фланца 1, отверстий в нем, зависят от типа (размеров) контролируемых вводов . Величины разности температур между температурой корпуса ввода и лепестка 4 могут быть выбраны произвольно, а ее минимальная величина ограничена чувствительностью применяемого тепловизора 7, Для большинства серийных тепловизоров.эта величина составляет примерно 0,1-0,5 С.
Устройство позволяет одновременно контролировать ряд параметров герметичных вводов, определить наличие и место расположения как действующих, так и появляющихся в процессе эксплуатации тече$, наличие внутренних не- однородностей, в массе -герметизирующего материала, неоднородности поверхности, а также осуществлять оперативный контроль правильности гео- ,метрии вводов, например соосность : расположения лепестка 4 и корпуса 3, наличие механических повреждений - вмятин забоев, заусенцев, кроме того, можно сравнивать свойства материала в равноудаленных от источников 6 тепла точках. Причем контроль геометрии ввода производится с высокой достоверностью, так как изображение на экране видеоконтролъного устрой- может быть значительно большим, чем действительные размеры контролируемого объекта. Время, затрачиваемое на операцию контроля качества герметичных вводов, включает время на осуществление подготовительных операций и время собственно контроля. |1родолжительность времени контроля , «рависит от квалификации оператора и
ре превышает 1-2 мин, т.е. время,
за которое тепловая волна несколько раз проходит расстояние от лепестка до корпуса. Время на подготовительные операции составляет 10- 15 мин: время охлаждения фланца 1, разогрева катода электронно-лучевой трубки видеоконтрольного устройства.
Формула изобретения
1.Способ обнаружения дефектов изделия путем создания динамического теплового потока путем нагрева од5 ной части изделия и охлаждения другой его части, регистрации теплового поля поверхности изделия и определения по нему дефектов изделия, отличающийся тем, что, с целью
о повышения достоверности при контроле симметричного изделия, нагрев изделия осуществляют в центре его симметрии, а охлаждение - по периферии.
2.Способ по п. 1,отличаю- 5 щ и и с я тем, что нагрев изделия
осуществляют микрохолодильником Пель- тье путем подачи на его входы разно- полярных импульсов электрического тока.
ь
г
Фие.1
а
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОВОДНИКОВ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2023 |
|
RU2805235C1 |
| Способ контроля качества тепловой трубы | 2018 |
|
RU2685804C1 |
| СПОСОБ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2021 |
|
RU2774040C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОМПЬЮТЕРНО-ТЕПЛОВИЗИОННОЙ ДИАГНОСТИКИ В СТОМАТОЛОГИИ | 2005 |
|
RU2302194C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОМПЬЮТЕРНОЙ ТЕПЛОВИЗИОННОЙ ДИАГНОСТИКИ В СТОМАТОЛОГИИ | 2005 |
|
RU2282392C1 |
| СПОСОБ ОБНАРУЖЕНИЯ УТЕЧЕК ГАЗА ИЗ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ БОРТОВЫМИ ДИАГНОСТИЧЕСКИМИ СИСТЕМАМИ И СТЕНД ДЛЯ МОДЕЛИРОВАНИЯ УТЕЧКИ ГАЗА | 2000 |
|
RU2201584C2 |
| Кабельный ввод | 1983 |
|
SU1180988A1 |
| СПОСОБ АКТИВНОГО ОДНОСТОРОННЕГО ТЕПЛОВОГО КОНТРОЛЯ СКРЫТЫХ ДЕФЕКТОВ В ТВЕРДЫХ ТЕЛАХ | 2012 |
|
RU2509300C1 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2697437C1 |
| ПЕЧЬ ВАКУУМНАЯ | 2008 |
|
RU2370717C1 |
Изобретение относится к комплексному контролю качества электрических вводов и позволяет повысить достоверность за счет исключения влияния неоднородности поверхности симметричного изделия. Осуществляют нагрев изделия в центре его симметрии и охлаждение по периферии. Тепловизором фиксируют тепловое поле поверхности изделия, по которому определяют дефекты изделия. В качестве источника нагрева используют микрохолодильник Пельтье путем подачи на его входы разнополярных импульсов электрического тока. 1 з.п. ф-лы, 2 ил.
Фиг. 2
//
| Авторское свидетельство СССР № , кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
