Изобретение относится к исследованию или анализу материалов с помощью тепловых средств, а именно, к неразрушающему контролю активным тепловым методом, и может быть использовано для сплошного автоматизированного контроля скрытых дефектов в тепло- и гидроизоляционных обшивках крупногабаритных цилиндрических изделий, относящихся к химической, нефтегазовой и ракетно-космической отраслям промышленности.
Известно устройство для активного двухстороннего тепловизионного контроля теплоизоляции протяженных трубопроводов [RU 2608021 С1, МПК G01N 25/72 (2006.01), опубл. 11.01.2017], содержащее источник нагрева внутренней поверхности трубопровода нагнетанием горячего газа внутрь трубопровода и тепловизор, подключенный к компьютеру. Тепловизор закреплен с возможностью перемещения вдоль внешней стороны объекта контроля по направлению к источнику нагрева по винтовой линии. Частоту вращения тепловизора вокруг контролируемого трубопровода выбирают с учетом размера термограммы и заданного значения их взаимного перекрытия.
Двухсторонний доступ к объектам контроля типа трубопроводов в большинстве случаев технически затруднен. Перемещение тепловизора вдоль внешней поверхности объекта контроля по винтовой линии является технически сложной процедурой.
Наиболее близким к заявляемому изобретению является устройство для неразрушающего контроля цилиндрических металлических изделий [RU 142185 U1, МПК G01N 25/00 (2006.01), опубл. 20.06.2014], которое содержит источник нагрева на базе двух управляемых ламп и тепловизор, подключенный к компьютеру. Управляемые лампы источника нагрева снабжены программно-управляемыми непрозрачными шторками и служат для тепловой стимуляции объекта контроля. Источник нагрева подключен к блоку питания, который соединен с компьютером. Все элементы устройства расположены по одну сторону объекта контроля, который установлен на испытательном столе, выполненном с возможностью вращения. Устройство вращения соединено с компьютером.
Производительность контроля этим устройством невысока и обусловлена длительной временной задержкой, которая может достигать нескольких минут при контроле изделий из материалов с низкой теплопроводностью. Такая задержка необходима для достижения оптимальных условий регистрации температурных сигналов на поверхности объекта контроля.
Предложенное устройство для теплового неразрушающего контроля крупногабаритных цилиндрических изделий позволяет повысить производительность процедуры контроля и обеспечить ее автоматизацию.
Устройство для теплового неразрушающего контроля крупногабаритных цилиндрических изделий, также как в прототипе, содержит устройство вращения контролируемого изделия, тепловизор, источник нагрева, подключенные к компьютеру и расположенные с наружной стороны контролируемого изделия.
Согласно изобретению источник нагрева содержит корпус-отражатель, в котором установлено n трубчатых электрических нагревателей, соединенных с блоком управления нагревом. Источник нагрева расположен вдоль образующей цилиндрического изделия и закреплен на роботизированном манипуляторе, установленном на линейных направляющих, параллельно которым на роликах размещено контролируемое изделие, причем к одному ролику подключен электрический привод, который соединен с блоком управления вращением. К корпусу-отражателю источника нагрева жестко прикреплен один конец первой штанги, к другому концу которой с помощью подвижного шарнира присоединен конец второй штанги, на другом конце которой закреплен тепловизор. К компьютеру подключены роботизированный манипулятор, блок управления нагревом, блок управления вращением и датчик положения, расположенный вблизи поверхности контролируемого изделия.
Использование предложенного устройства позволяет повысить производительность сплошного контроля теплозащитных покрытий на металлических цилиндрических изделиях до 30 м2/ч при длине трубчатого электрического нагревателя около 1 м. Возможность регулировки расстояния между тепловизором и источником нагрева с помощью штанг, позволяет устанавливать требуемую временную задержку для контроля покрытий различных типов и толщины, нанесенных на контролируемые изделия, что повышает достоверность результатов контроля. Датчик положения позволяет учитывать изменение угла поворота в процессе испытаний, что обеспечивает синхронизацию вращения контролируемого изделия, с регистрацией инфракрасных термограмм, а также автоматизацию сбора результатов контроля в виде карты дефектов всей поверхности проконтролированного изделия.
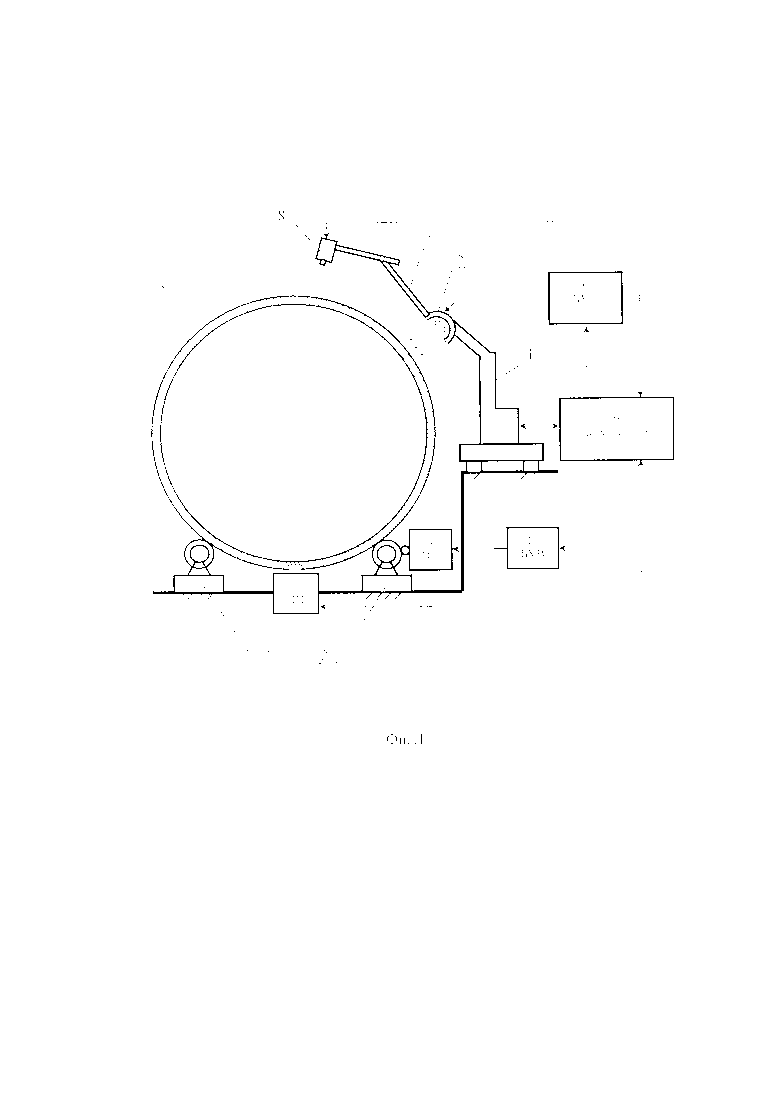
На фиг. 1 схематично изображено устройство для теплового неразрушающего контроля крупногабаритных цилиндрических изделий.
Устройство для теплового неразрушающего контроля крупногабаритных цилиндрических изделий содержит роботизированный манипулятор 1, установленный на двух линейных направляющих, закрепленных на полу испытательного помещения. Параллельно направляющим на двух роликах 2 размещено контролируемое изделие 3, причем к одному ролику подключен электрический привод 4 (ЭП). На роботизированном манипуляторе 1 жестко закреплен линейный источник нагрева 5, содержащий корпус-отражатель, в котором установлены один или несколько трубчатых электрических нагревателей, которые соединены с блоком управления нагревом 6 (БУН) К корпусу-отражателю источника нагрева 5 жестко прикреплен конец первой штанги кронштейна 7, к другому концу которой с помощью подвижного шарнира присоединен конец второй штанги, на другом конце которой закреплен тепловизор 8. Роботизированный манипулятор 1, тепловизор 8 и блок управления нагревом 6 (БУН), подключены к компьютеру 9. Электрический привод 4 (ЭП) через блок управления вращением 10 (БУВ) подключен к компьютеру 9. Датчик положения 11 (ДП) расположен вблизи поверхности контролируемого изделия 3 и подключен к компьютеру 9.
В качестве роботизированного манипулятора 1 может быть использован робот KUKA KR 6 R1820 с 6-ю осями свободы, максимальной досягаемостью 1810 мм и максимальной загрузкой 6 кг. В качестве тепловизора 8 может быть использован тепловизионный модуль FLIR A325sc с температурной чувствительностью 0,06°С, матрицей размером 320×240 и частотой записи термограмм 10 Гц. Блок управления нагревом 6 (БУН) и блок управления вращением 10 (БУВ) могут быть реализованы с использованием модулей Ke-USB24R с набором реле, управляющими высоковольтными нагрузками через USB интерфейс. В качестве электрического привода 4 (ЭП) может быть использован электрический двигатель 5AИ100S2 IM1081 мощностью 4,0 кВт. В качестве датчика положения 11 (ДП) может быть использован бесконтактный магнитный датчик угла поворота RM 22 с погрешностью определения угла ±0,5°, расположенный на расстоянии 5-10 мм от поверхности контролируемого изделия.
Контролируемое изделие 3, например, цилиндрический элемент ракетно-космической техники, качество нанесения защитного покрытия которого требуется проконтролировать, помещают на ролики устройства вращения 2.
Оператор с помощью компьютера 9 посылает команду роботизированному манипулятору 1 для его перемещения по двум линейным направляющим в исходное положение, в котором источник нагрева 5 расположен вдоль образующей цилиндрического изделия 3, и один из его концов находится в одной плоскости на уровне переднего края контролируемого изделия 3, а расстояние между передней частью корпуса-отражателя источника нагрева 5 и поверхностью контролируемого изделия 3 составляет от 0,1 до 0,2 м.
Оператор, в зависимости от типа и конструкции контролируемого изделия 3, устанавливает требуемое расстояние между зоной нагрева, обеспечиваемой источником нагрева 5, и зоной регистрации температуры, обеспечиваемой тепловизором 8, и поверхностью контролируемого изделия 3 путем изменения положения второй штанги кронштейна 7 относительно первой штанги. Установленное расстояние между тепловизором 8 и источником нагрева 5 обеспечивает временную задержку, необходимую для проявления температурных сигналов скрытых дефектов на поверхности контролируемого изделия 3. Расстояние между поверхностью контролируемого изделия 3 и тепловизором 8 оператор устанавливает в зависимости от угла зрения тепловизора 8 путем регулировки положения второй штанги кронштейна 7, но таким образом, чтобы зона нагрева, равная ширине источника нагрева 5, попадала в поле зрения тепловизора 8 с выбранной временной задержкой.
Оператор с помощью специализированной программы, установленной на компьютер 9, задает частоту записи инфракрасных термограмм тепловизором 8, мощность тепловой стимуляции источника нагрева 5 с помощью блока управления нагревом 6 (БУН), частоту вращения ротора электрического привода 4 (ЭП), а также вводит длину контролируемого изделия 3, на основании которой рассчитывается количество кольцевых зон, подлежащих контролю, после чего с помощью компьютера 9 запускает процесс контроля.
Далее компьютер 9 посылает команду роботизированному манипулятору 1 для перехода в подготовительное положение, при котором исключается тепловая стимуляция поверхности контролируемого изделия 3 источником нагрева 5 в течение времени, необходимого для его выхода на рабочий режим. Затем компьютер 9 посылает команду датчику положения 11 (ДП) для фиксации начального положения контролируемого изделия 3 путем регистрации магнитной метки на его поверхности, которую оператор наносит заранее в произвольном месте на окружности, лежащей в одной плоскости с датчиком положения 11 (ДП).
Компьютер 9 подает сигнал блоку управления нагревом 6 (БУН) для включения источника нагрева 5. После выхода на рабочий режим источника нагрева 5 (спустя 250-300 секунд для трубчатых электрических нагревателей мощностью 1-2 кВт), компьютер 9 подает сигнал на включение тепловизора 8 и электрического привода 4 (ЭП), а также перемещение роботизированного манипулятора 1 для занятия его исходного положения. Устройство вращения 2, управляемое электрическим приводом 4 (ЭП), приводит во вращение контролируемое изделие 3, а источник нагрева 5 начинает нагревать его поверхность. По достижении определенного угла поворота контролируемого изделия 3, задаваемого оператором относительно магнитной метки, датчик положения 11 (ДП) подает сигнал на компьютер 9 для начала регистрации инфракрасных термограмм тепловизором 8.
После полного оборота контролируемого изделия 3 с момента начала записи инфракрасных термограмм тепловизором 8, датчик положения 11 (ДП) подает сигнал на компьютер 9 о завершении контроля первой кольцевой зоны контролируемого изделия 3. Компьютер 9 прекращает запись инфракрасных термограмм, производимых тепловизором 8.
Последовательность инфракрасных термограмм первой кольцевой зоны контролируемого изделия 3 сохраняют в памяти компьютера 9, после чего преобразуют в карту дефектов.
Компьютер 9 подает сигнал на роботизированный манипулятор 1 для его перемещения вдоль контролируемого изделия 3 на расстояние, равное длине источника нагрева 5, с целью проведения контроля следующей кольцевой зоны контролируемого изделия 3.
После занятия новой позиции роботизированным манипулятором 1, соответствующей следующей кольцевой зоне контролируемого изделия 3, процедура контроля повторяется. После завершения дефектоскопии всех кольцевых зон контролируемого изделия 3, компьютер 9 подает сигнал на роботизированный манипулятор 1 для его возвращения в исходное положение, после чего компьютер 9 подает сигналы отключения на тепловизор 8, блок управления вращением 10 (БУВ) и блок управления нагревом 6 (БУН).
Результирующую карту дефектов контролируемого изделия 3 составляют из карт дефектов его отдельных кольцевых зон.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2021 |
|
RU2774040C1 |
| СКАНИРУЮЩИЙ ТЕПЛОВИЗИОННЫЙ ДЕФЕКТОСКОП | 2022 |
|
RU2786045C1 |
| ТЕПЛОВОЙ ДЕФЕКТОСКОП | 2018 |
|
RU2696933C1 |
| СПОСОБ БЕСКОНТАКТНОГО ОДНОСТОРОННЕГО АКТИВНОГО ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2590347C1 |
| ТЕПЛОВИЗИОННЫЙ ДЕФЕКТОСКОП | 2015 |
|
RU2580411C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |
| СПОСОБ АКТИВНОГО ОДНОСТОРОННЕГО ТЕПЛОВОГО КОНТРОЛЯ СКРЫТЫХ ДЕФЕКТОВ В ТВЕРДЫХ ТЕЛАХ | 2012 |
|
RU2509300C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2670186C1 |
| Способ определения кристобалита в изделиях из кварцевого стекла методом тепловизионного контроля | 2022 |
|
RU2799896C1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕМПЕРАТУРОПРОВОДНОСТИ ТВЕРДЫХ ТЕЛ | 2014 |
|
RU2549549C1 |
Изобретение относится к неразрушающему контролю скрытых дефектов в тепло- и гидроизоляционных обшивках крупногабаритных цилиндрических изделий, относящихся к химической, нефтегазовой и ракетно-космической отраслям промышленности с использованием активного теплового метода. Устройство для теплового неразрушающего контроля крупногабаритных цилиндрических изделий содержит устройство вращения контролируемого изделия, тепловизор, источник нагрева, подключенные к компьютеру и расположенные с наружной стороны контролируемого изделия. Источник нагрева содержит корпус-отражатель, в котором установлено n трубчатых электрических нагревателей, соединенных с блоком управления нагревом. Источник нагрева закреплен на роботизированном манипуляторе, установленном на линейных направляющих, параллельно которым на роликах размещено контролируемое изделие. К одному ролику подключен электрический привод, соединенный с блоком управления вращением. К корпусу-отражателю источника нагрева жестко прикреплен один конец первой штанги, к другому концу которой с помощью подвижного шарнира присоединен конец второй штанги, на другом конце которой закреплен тепловизор. К компьютеру подключены роботизированный манипулятор, блок управления нагревом, блок управления вращением и датчик положения, расположенный вблизи поверхности контролируемого изделия. Технический результат - повышение производительности контроля крупногабаритных изделий и обеспечение его автоматизации. 1 ил.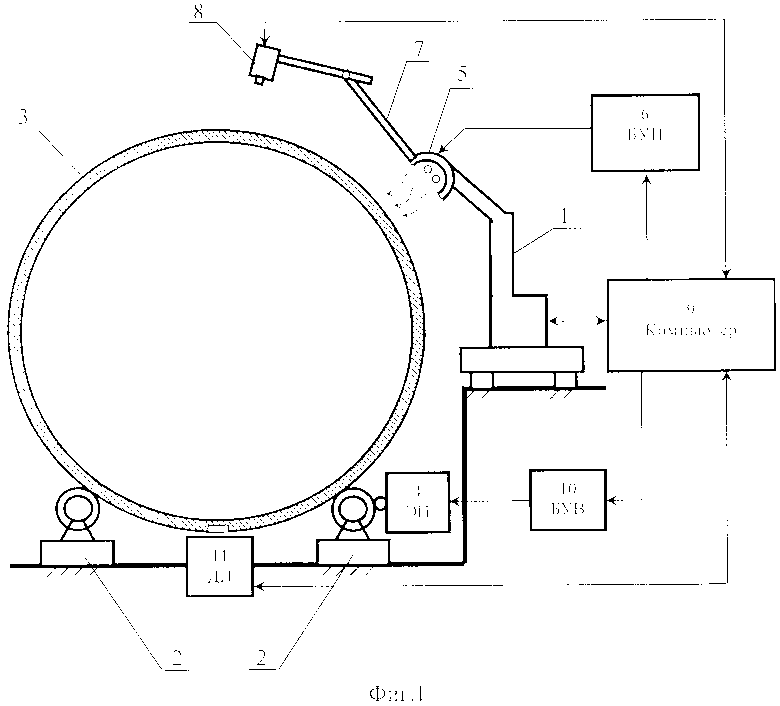
Устройство для теплового неразрушающего контроля крупногабаритных цилиндрических изделий, содержащее устройство вращения контролируемого изделия, тепловизор, источник нагрева, подключенные к компьютеру и расположенные с наружной стороны контролируемого изделия, отличающееся тем, что источник нагрева содержит корпус-отражатель, в котором установлено n трубчатых электрических нагревателей, соединенных с блоком управления нагревом, причем источник нагрева закреплен на роботизированном манипуляторе, установленном на линейных направляющих, параллельно которым на роликах размещено контролируемое изделие, к одному ролику подключен электрический привод, соединенный с блоком управления вращением, к корпусу-отражателю источника нагрева жестко прикреплен один конец первой штанги, к другому концу которой с помощью подвижного шарнира присоединен конец второй штанги, на другом конце которой закреплен тепловизор, к компьютеру подключены роботизированный манипулятор, блок управления нагревом, блок управления вращением и датчик положения, расположенный вблизи поверхности контролируемого изделия.
| Устройство для наклейки этикеток на банки с химреактивами | 1961 |
|
SU142185A1 |
| СПОСОБ ТЕПЛОВИЗИОННОГО КОНТРОЛЯ ТЕПЛОИЗОЛЯЦИИ ТРУБОПРОВОДОВ | 2015 |
|
RU2608021C1 |
| KR 2015069053 A, 23.06.2015 | |||
| НАБОР РЕАГЕНТОВ ДЛЯ КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ СЕКРЕТОРНОГО ИММУНОГЛОБУЛИНА A В СЫВОРОТКЕ И СЕКРЕТАХ ОРГАНИЗМА ЧЕЛОВЕКА МЕТОДОМ ОДНОСТАДИЙНОГО ТВЕРДОФАЗНОГО ИММУНОФЕРМЕНТНОГО АНАЛИЗА | 2004 |
|
RU2296335C2 |
| US 5347128 A, 13.09.1994 | |||
| CN 104749204 A, 01.07.2015. | |||

