Изобретение относится к исследованию или анализу материалов с помощью тепловых средств, а именно к неразрушающему контролю активным тепловым методом, и может быть использовано для сплошного автоматизированного контроля скрытых дефектов в тепло- и гидроизоляционных обшивках крупногабаритных цилиндрических изделий, в том числе трубопроводов, относящихся к химической, нефтегазовой и ракетно-космической отраслям промышленности.
Известен способ тепловизионного контроля теплоизоляции трубопроводов [RU 2608021 C1, МПК (2006.01) G01N25/72 , G01J5/60, F17D5/02, опубл. 11.01.2017], который заключается в том, что внутреннюю поверхность объекта контроля нагревают путем нагнетания внутрь него горячего газа. Тепловизор размещают с внешней стороны объекта контроля и, перемещая его вдоль внешней стороны объекта контроля по направлению к источнику нагрева по винтовой линии, регистрируют температурное поле наружной поверхности объекта контроля. Частоту вращения тепловизора вокруг контролируемого трубопровода выбирают с учетом размера термограммы и заданного значения их взаимного перекрытия.
Поскольку доступ к таким объектам контроля затруднен, перемещение тепловизора вдоль внешней поверхности трубопровода по винтовой линии является технически сложной процедурой.
Известен способ тепловизионного контроля толщины цилиндрических металлических изделий [RU 142185 U1, МПК G01N25/00 (2006.01), опубл. 20.06.2014], который заключается в том, что объект контроля вращают вокруг своей продольной оси, а оптический нагреватель на базе галогенных ламп и тепловизор размещают с внешней стороны объекта контроля. Контроль проводят кольцевыми зонами, которые разделяют на отдельные области. При контроле каждой области вращение объекта контроля прекращают, а нагрев проводят в течение заданного времени. После завершения контроля первой кольцевой зоны оптический нагреватель и тепловизор перемещают вдоль оси объекта контроля на расстояние, равное ширине кольцевой зоны для контроля следующей кольцевой зоны. Контроль всех последующих кольцевых зон проводят подобным образом.
Недостатком этого способа является влияние остаточного нагрева проконтролированной области на температурное поле следующей области, что приводит к искажению температурного поля и пропускам дефектов, снижая достоверность испытаний.
Известен способ теплового неразрушающего контроля крупногабаритных цилиндрических изделий [RU 2697437 С1, МПК G01N25/72 (2006.01), опубл. 14.08.2019], который заключается в том, что на основании длины объекта контроля и длины полосы нагрева линейного трубчатого электрического нагревателя определяют количество кольцевых зон, подлежащих контролю. Одновременно с вращением объекта контроля вокруг своей продольной оси выполняют нагрев его поверхности в первой кольцевой зоне линейным трубчатым электрическим нагревателем и производят регистрацию температурного поля наружной поверхности этой кольцевой зоны с помощью тепловизора. При этом линейный трубчатый электрический нагреватель располагают вдоль образующей объекта контроля таким образом, чтобы передний край полосы нагрева соответствовал переднему краю объекта контроля, а тепловизор располагают таким образом, чтобы нагретая область контролируемой кольцевой зоны при вращении объекта контроля попадала в поле зрения тепловизора в заданный момент времени. После контроля первой кольцевой зоны линейный трубчатый электрический нагреватель и тепловизор перемещают вдоль оси объекта контроля для последовательной регистрации температурных полей наружных поверхностей следующих кольцевых зон по всей длине объекта контроля. Полученные панорамные изображения каждой кольцевой зоны сохраняют и затем преобразуют в карты дефектов, на основании которых составляют результирующую карту дефектов объекта контроля.
Недостатком этого способа является последовательное проведение контроля кольцевых зон, а именно первой, второй, третьей и т.д. В результате остаточный нагрев проконтролированной кольцевой зоны вследствие диффузии тепла влияет на температурное поле следующей кольцевой зоны, что приводит к температурной неравномерности результирующей карты дефектов, затрудняет ее обработку и вызывает пропуск дефектов. Еще одним недостатком является регистрация температурного поля поверхности объекта контроля в одной строке кадра тепловизора, что позволяет для каждой кольцевой зоны составлять только одно панорамное изображение, соответствующее заданному времени контроля. При этом каждая точка поверхности объекта контроля после нагрева попадает в строку регистрации температуры через заданное время задержки от момента начала нагрева.
Процедура обработки одного панорамного изображения каждой кольцевой зоны ограничивается применением алгоритмов пространственной фильтрации, что снижает информативность результатов контроля и приводит к пропуску дефектов, температурные сигналы от которых проявляются вне заданного времени контроля.
Техническим результатом предложенного способа теплового неразрушающего контроля крупногабаритных цилиндрических изделий является повышение достоверности результатов контроля.
Способ теплового неразрушающего контроля крупногабаритных цилиндрических изделий, так же как в прототипе, включает определение количества подлежащих контролю кольцевых зон на основании длины объекта контроля и длины полосы нагрева линейного трубчатого электрического нагревателя, непрерывное равномерное вращение объекта контроля вокруг своей продольной оси, нагрев наружной поверхности первой кольцевой зоны указанным нагревателем, расположенным вдоль образующей объекта контроля так, что передний край полосы нагрева нагревателя соответствует переднему краю объекта контроля, регистрацию температурного поля наружной поверхности первой кольцевой зоны тепловизором, расположенным таким образом, что нагретая поверхность объекта контроля попадает в поле зрения тепловизора в заданный момент времени, последовательное перемещение нагревателя и тепловизора вдоль оси объекта контроля по всей его длине на расстояние, соответствующее длине полосы нагрева, нагрев наружной поверхности соответствующей кольцевой зоны и регистрацию её температурного поля, сохранение полученных панорамных изображений всех кольцевых зон и преобразование их в карты дефектов, составление результирующей карты дефектов объекта контроля.
Согласно изобретению регистрируют температурные поля поверхности кольцевых зон с заданным перекрытием по длине окружности объекта контроля, причем сначала регистрируют температурные поля нечетных кольцевых зон, начиная с первой, а затем четных кольцевых зон, начиная со второй, перемещая нагреватель и тепловизор вдоль оси объекта контроля от предыдущей кольцевой зоны к следующей относительно переднего края объекта контроля на расстояние
S = (n-1)×(L-h),
где S – расстояние между передним краем полосы нагрева линейного трубчатого нагревателя и передним краем объекта контроля, м;
n – порядковый номер кольцевой зоны от переднего края объекта контроля;
L – длина полосы нагрева линейного трубчатого нагревателя, м;
h – заданная величина перекрытия кольцевой зоны по длине объекта контроля, м,
при этом зарегистрированные температурные поля поверхности каждой кольцевой зоны в виде последовательностей полноформатных термограмм соответствуют заданному интервалу времени от момента начала нагрева поверхности объекта контроля до момента начала регистрации температурного поля, а количество панорамных изображений каждой кольцевой зоны, преобразованных из последовательностей полноформатных термограмм соответствующих кольцевых зон, соответствует количеству строк кадра тепловизора. Затем последовательности полученных панорамных изображений всех кольцевых зон преобразуют в панорамные карты дефектов соответствующих кольцевых зон, на основании которых составляют результирующую панорамную карту дефектов всей поверхности объекта контроля.
Предложенный способ теплового неразрушающего контроля крупногабаритных цилиндрических изделий позволяет повысить достоверность результатов контроля за счет снижения влияния нагрева проконтролированной кольцевой зоны на температурное поле следующей кольцевой зоны. Перекрытие соседних кольцевых зон и зон начала контроля каждой кольцевой зоны позволяет исключить пропуск дефектов, расположенных на границах кольцевых зон и в зонах, соответствующих началу каждой кольцевой зоны. Регистрация температурного поля поверхности объекта контроля одновременно во всех строках кадра тепловизора обеспечивает получение последовательности панорамных изображений проконтролированной кольцевой зоны, соответствующих заданному интервалу времени контроля. При этом каждая точка поверхности объекта контроля после нагрева попадает в поле зрения тепловизора через заданное время от момента начала нагрева и, по мере вращения объекта контроля, находится в нем в течение установленного интервала времени. Таким образом, регистрация температуры каждой точки поверхности объекта контроля в различных строках кадра тепловизора соответствует различным моментам времени контроля. Полученные последовательности панорамных изображений, преобразованные из последовательностей зарегистрированных полноформатных термограмм, содержат информацию об изменении температуры кольцевых зон объекта контроля в заданном интервале времени. Это позволяет использовать не только алгоритмы пространственной, но и временной фильтрации, что существенно повышает информативность результатов контроля.
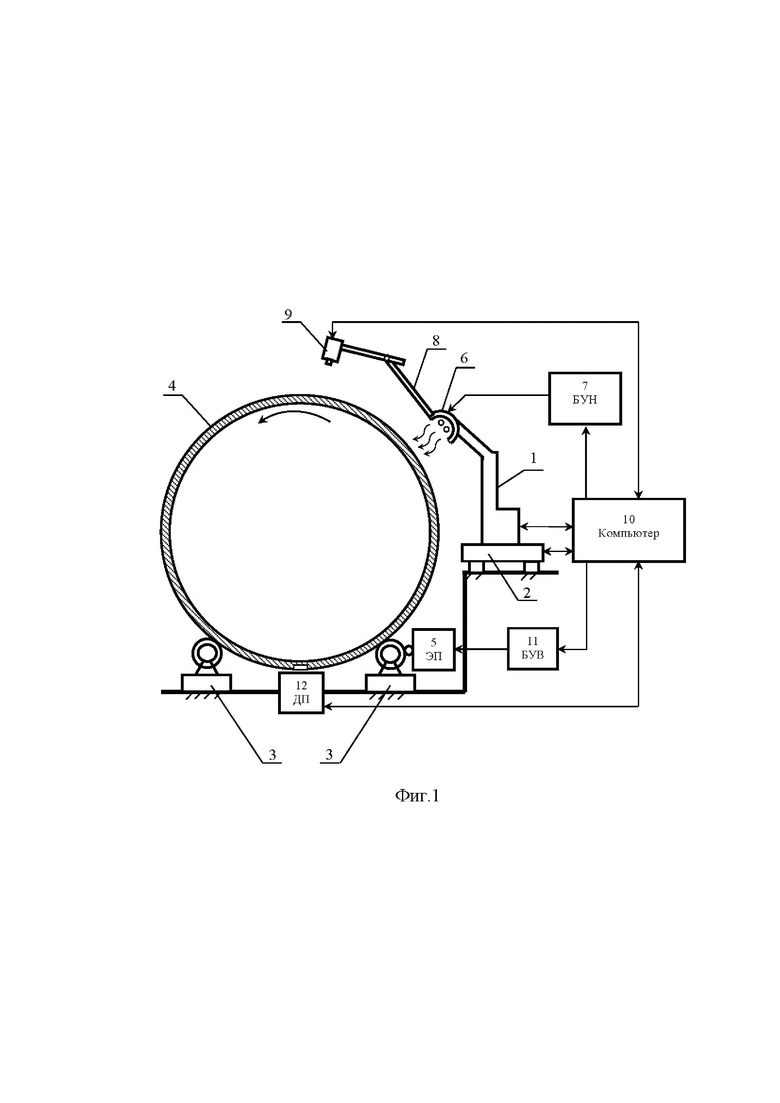
На фиг. 1 показано устройство для осуществления способа теплового неразрушающего контроля крупногабаритных цилиндрических изделий.
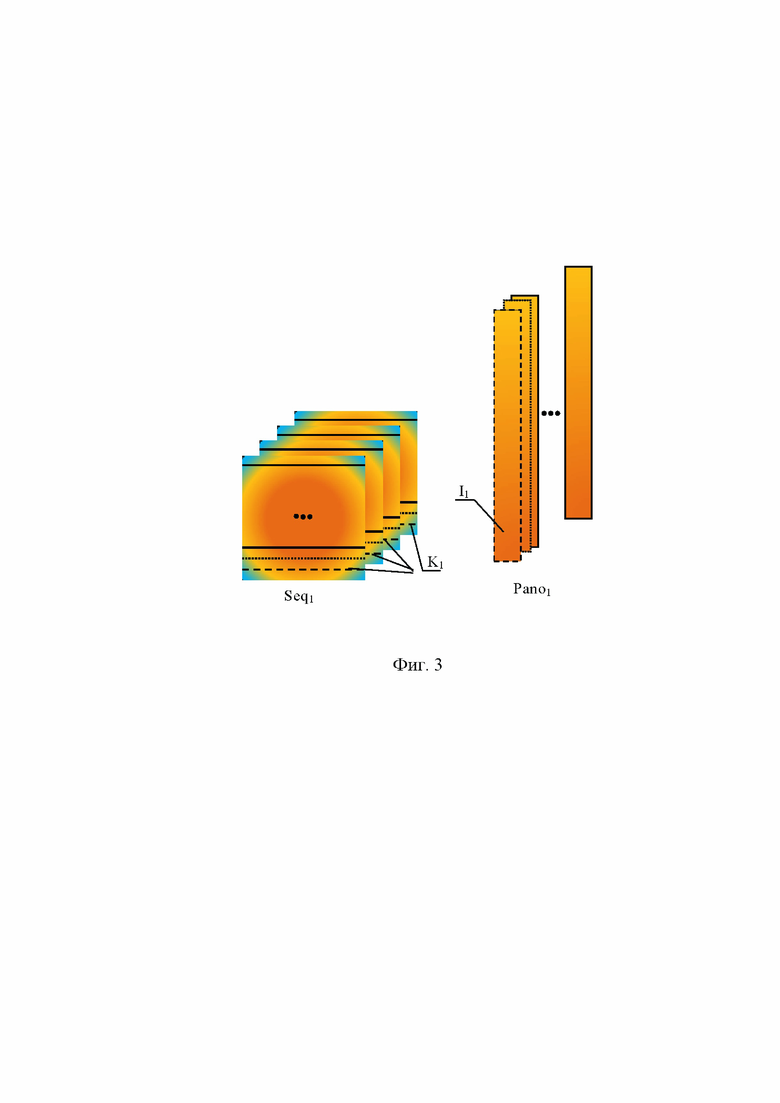
На фиг. 2 показана схема реализации способа теплового неразрушающего контроля крупногабаритных цилиндрических изделий на примере контроля 1-й кольцевой зоны.
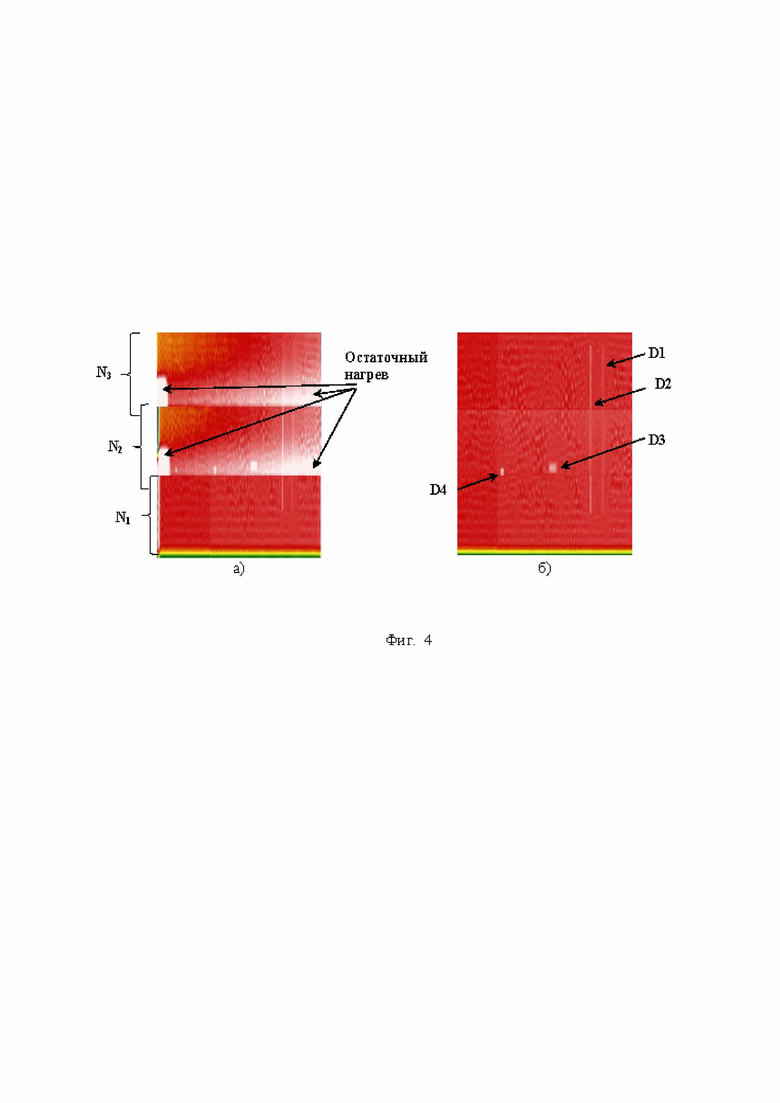
На фиг. 3 показана схема преобразования последовательности полноформатных термограмм в последовательность панорамных изображений.
На фиг. 4 показаны результирующие карты дефектов 1-й, 2-й и 3-й кольцевых зон объекта контроля, где а) карта дефектов, полученная способом-прототипом при контроле кольцевых зон в последовательности 1-я, 2-я, 3-я; б) карта дефектов, полученная при контроле кольцевых зон предложенным способом в последовательности 1-я, 3-я, 2-я.
В таблице 1 представлены результаты определения параметров дефектов D1, D2, D3, D4, а именно, координат центров дефектов, поперечных размеров дефектов и глубин залегания дефектов.
Способ теплового неразрушающего контроля крупногабаритных цилиндрических изделий осуществляли с помощью устройства, которое содержит роботизированный манипулятор 1, закрепленный на модуле линейного перемещения 2, установленном на двух параллельных направляющих, расположенных на полу испытательного помещения (фиг. 1). Параллельно направляющим модуля линейного перемещения 2 на двух роликах 3 размещен объект контроля 4, причем к одному ролику подключен электрический привод 5 (ЭП). На роботизированном манипуляторе 1 жестко закреплен линейный трубчатый электрический нагреватель 6, снабженный корпусом-отражателем. Линейный трубчатый электрический нагреватель 6 соединен с блоком управления нагревом 7 (БУН). К корпусу-отражателю трубчатого нагревателя 6 жестко прикреплен конец первой штанги кронштейна 8, к другому концу которой с помощью подвижного шарнира присоединен конец второй штанги, на другом конце которой закреплен тепловизор 9. Роботизированный манипулятор 1, модуль линейного перемещения 2, блок управления нагревом 7 (БУН) и тепловизор 9 подключены к компьютеру 10. Электрический привод 5 (ЭП) через блок управления вращением 11 (БУВ) подключен к компьютеру 10. Датчик положения 12 (ДП) расположен вблизи поверхности объекта контроля 4 и подключен к компьютеру 10.
В качестве роботизированного манипулятора 1 использовали робот KUKA KR 6 R1820 с 6-ю осями свободы, максимальной досягаемостью 1810 мм и максимальной нагрузкой 6 кг. В качестве тепловизора 9 использован тепловизионный модуль Optris PI450 с температурной чувствительностью 0,06 °C, матрицей размером 382Ч288 пикселей и частотой записи термограмм до 80 Гц. Модуль линейного перемещения 2 представлял собой платформу на двух рельсовых направляющих с зубчатой передачей, оснащенной электрическим двигателем АИРЕ90L2 мощностью 3,0 кВт. Блок управления нагревом 7 (БУН) и блок управления вращением 11 (БУВ) были реализованы с использованием модулей Ke-USB24R с набором реле, управляющими нагрузками через USB интерфейс. В качестве электрического привода 5 (ЭП) использовали электрический двигатель 5АИ100S2 IM1081 мощностью 4,0 кВт. Датчик положения 12 (ДП) – бесконтактный магнитный датчик угла поворота RM 22 с погрешностью определения угла ±0,5°, расположенный на расстоянии 5–10 мм от поверхности объекта контроля 4. Линейный трубчатый нагреватель 6 реализован на базе двух трубчатых электрических нагревателей мощностью 1 кВт каждый, установленные в корпус-отражатель.
Объект контроля 4, представляющий собой цилиндрическое изделие радиусом R, равным 1,5 м, длиной 3,6 м из дюралюминия толщиной 4 мм, покрытое снаружи низкотеплопроводным защитным слоем на основе пенополиуретана толщиной 8 мм, разместили на роликах устройства вращения 3 (фиг. 1, 2).
С помощью компьютера 10 подали команду на модуль линейного перемещения 2 для передвижения роботизированного манипулятора 1 в исходное положение, в котором линейный трубчатый нагреватель 6 расположен вдоль объекта контроля 4, а расстояние между передней частью корпуса-отражателя линейного трубчатого нагревателя 6 и поверхностью объекта контроля 4 равно 0,1 м. При этом передний край полосы нагрева нагревателя 6 соответствовал переднему краю объекта контроля 4, а длина полосы нагрева L линейного трубчатого нагревателя 6 была равна 0,8 м.
На основании длины объекта контроля 4, длины полосы нагрева L линейного трубчатого нагревателя 6 и величины перекрытия h кольцевых зон по длине объекта контроля 4, равной 0,125×L, а именно, 0,1 м, определили количество кольцевых зон, равное 5.
Учитывая длину полосы нагрева L и угол зрения тепловизора 9 установили расстояние от тепловизора 9 до поверхности объекта контроля 4 равным 1,55 метра, таким образом, чтобы ширина области регистрации температурных полей Z тепловизором 9 соответствовала длине полосы нагрева L и составляла 0,80 метра, а площадь области регистрации температурных полей Z была равна 0,48 м2, что соответствует формату полного кадра тепловизора 9, равному 382×288 пикселей.
На основании результатов численного моделирования процедуры теплового контроля изделия из материалов, теплофизические характеристики которых близки к теплофизическим характеристикам материалов объекта контроля 4, определили оптимальный период времени теплового контроля, равный 80 секундам (от 70 до 150 секунд от момента начала нагрева).
Учитывая результаты моделирования и заданную с помощью электрического привода 5 (ЭП) линейную скорость вращения V объекта контроля 4, равную 10 мм/с, путем фиксации положения второй штанги кронштейна 8 установили расстояние H = 0,7 м от начала полосы нагрева L линейного трубчатого нагревателя 6 до области регистрации температурных полей Z тепловизором 9. Таким образом, при контроле кольцевой зоны каждая точка поверхности объекта контроля 4 попадала в поле зрения тепловизора 9 спустя 70 секунд от момента начала нагрева поверхности объекта контроля 4 нагревателем 6, и находилась в поле зрения тепловизора 9 в течение 80 секунд.
Частоту записи полноформатных термограмм тепловизором 9 установили равной 4,8 Гц, исходя из того, что размер одного пикселя изображения тепловизора 9 соответствует точке на поверхности объекта контроля размером 2,07×2,07 мм, а линейная скорость вращения V объекта контроля равна 10 мм/с.
Используя блок управления нагревом 7 (БУН), установили мощность линейного трубчатого нагревателя 6 равной 2 кВт.
После этого с помощью компьютера 10 подали сигналы на блок управления нагревателем 7 (БУН) для включения и выхода на рабочий режим линейного трубчатого электрического нагревателя 6, а также сигнал на роботизированный манипулятор 1 для изменения положения нагревателя 6 на положение, в котором исключен нагрев поверхности объекта контроля 4 (отведение нагревателя 6 вверх). Выход на рабочий режим линейного трубчатого электрического нагревателя 6 продолжался в течение 300 секунд.
С помощью компьютера 10 подали сигнал на датчик положения 12 (ДП) о фиксации начального положения объекта контроля 4 путем регистрации магнитной метки на его поверхности, которую оператор нанёс заранее напротив датчика положения 12 (ДП).
После выхода линейного трубчатого электрического нагревателя 6 на рабочий режим (при достижении температуры +260 °C), подали сигнал на роботизированный манипулятор 1 для перехода линейного трубчатого электрического нагревателя 6 в исходное положение и начинали контроль первой кольцевой зоны N1 объекта контроля 4.
Для этого через блок управления вращением 11 (БУВ) подали сигнал на электрический привод 5 (ЭП) для запуска равномерного и непрерывного вращения объекта контроля 4 с помощью роликов 3, а также подали сигнал включения на тепловизор 9. Одновременно с этим трубчатый нагреватель 6 начинал нагревать поверхность объекта контроля 4. Через 70 секунд от момента начала нагрева компьютер 10 подал сигнал на тепловизор 9 для начала регистрации температурного поля объекта контроля 4 во всех строках кадра тепловизора 9.
Полное время регистрации температурных полей тепловизором 9, в течение которого каждая точка поверхности первой кольцевой зоны N1 выполнила полный оборот с учетом перекрытия g начальной области контроля этой кольцевой зоны, равного 1,5% от N1, а именно 0,1 м, составило 952 с. Длительность всей процедуры контроля первой кольцевой зоны N1, с учетом времени от момента начала нагрева линейным трубчатым электрическим нагревателем 6 поверхности объекта контроля 4 до момента начала регистрации температурных полей тепловизором 9, равного 70 с, составило 1022 с.
Затем датчик положения 12 (ДП) подал сигнал на компьютер 10 для завершения контроля первой кольцевой зоны объекта контроля 4. Компьютер 10 прекратил регистрацию температурных полей тепловизором 9.
Результат контроля первой кольцевой зоны в виде последовательности полноформатных термограмм Seq1 сохранили в память компьютера 10 (фиг. 3).
После этого компьютер 10 подал сигнал роботизированному манипулятору 1 для изменения положения линейного трубчатого нагревателя 6 по отношению к поверхности объекта контроля 4 на положение, исключающее нагрев поверхности объекта контроля 4 в ходе перемещения нагревателя 6 и тепловизора 9 вдоль оси объекта контроля 4. Затем роботизированный манипулятор 1 переместил нагреватель 6 и тепловизор 9 на расстояние S2 = 1,4 м для контроля третьей кольцевой зоны по порядку от переднего края объекта контроля 4.
Расстояние S2 между передним краем полосы нагрева линейного трубчатого электрического нагревателя 6 и передним краем объекта контроля 4 определили по формуле:
S2 = (n-1) Ч (L-h) = (3-1)Ч(0,8-0,1) = 1,4 м.
После занятия новой позиции роботизированным манипулятором 1, он перевел линейный трубчатый электрический нагреватель 6 и тепловизор 9 в положение для проведения процедуры контроля третьей кольцевой зоны N3, при котором линейный трубчатый нагреватель 6 был расположен вдоль объекта контроля 4, расстояние между передней частью корпуса-отражателя линейного трубчатого нагревателя 6 и поверхностью объекта контроля 4 было равно 0,1 м, а расстояние S между передним краем объекта контроля 4 и передним краем полосы линейного трубчатого нагревателя 6 составило 1,4 м.
Процедуру контроля третьей кольцевой зоны N3 провели по аналогии с процедурой контроля первой кольцевой зоны N1. При этом объект контроля 4 вращался с линейной скоростью V, равной 10 мм/с, а трубчатый нагреватель 6 нагревал поверхность третьей кольцевой зоны. Тепловизор 9 начинал регистрировать температурное поле поверхности объекта контроля 4 всеми строками кадра через 70 секунд от момента начала нагрева и регистрировал его в течение 952 секунд таким образом, чтобы зарегистрировать температуру каждой точки поверхности третьей кольцевой зоны с учетом перекрытия g = 0,1 м начальной зоны контроля. Результат контроля третьей кольцевой зоны в виде последовательности полноформатных термограмм Seq3 сохранили в память компьютера 10.
Аналогично провели контроль пятой кольцевой зоны N5.
Таким образом, сначала провели контроль нечетных кольцевых зон N1, N3, N5 объекта контроля 4, затем роботизированный манипулятор 1 переместил линейный трубчатый электрический нагреватель 6 и тепловизор 9 на расстояние S1 от переднего края объекта контроля 4, равное 0,7 м, для выполнения контроля первой четной кольцевой зоны, а именно, второй кольцевой зоны N2 объекта контроля 4.
Контроль второй N2 и четвертой N4 кольцевых зон провели аналогично контролю нечетных кольцевых зон.
После завершения контроля всех кольцевых зон объекта контроля 4 компьютер 10 подал сигнал на роботизированный манипулятор 1 для отведения от объекта контроля 4 трубчатого электрического нагревателя 6 и тепловизора 9, после чего компьютер 10 подал сигналы отключения на тепловизор 9, на линейный трубчатый электрический нагреватель 6 через блок управления нагревом 7 (БУН), на электрический привод 5 (ЭП) через блок управления вращением 11 (БУВ).
Затем полученные результаты контроля каждой кольцевой зоны в виде последовательностей полноформатных термограмм Seqi, сохраненных в памяти компьютера 10, преобразовали в последовательности панорамных изображений Panoi с помощью программы, установленной на компьютер 10.
При этом пять последовательностей Seqi, полученных при контроле каждой кольцевой зоны объекта контроля 4, преобразовали в пять последовательностей Раnoi. Каждая последовательность Seqi состояла из 4570 полноформатных термограмм форматом 382×288 пикселей. Каждая последовательность Panoi состояла из 288-и панорамных изображений размером 382×4570 пикселей.
Преобразование из Seqi в Panoi (фиг. 3) осуществляли путем составления каждого панорамного изображения из строк полноформатных термограмм таким образом, что панорамное изображение I1, соответствующее 70-ой секунде контроля, состояло из первой строки K1 каждой полноформатной термограммы последовательности Seqi.
Полученные последовательности панорамных изображений Раnoi с помощью программы (свидетельство РФ о государственной регистрации программы для ЭВМ № 2020619186) обрабатывали с применением пространственных и временных фильтров, а также проводили автоматизированную дефектоскопию и дефектометрию с последующим преобразованием в результирующую панорамную карту дефектов всей поверхности объекта контроля 4.
Затем с помощью указанной программы сформировали таблицу с параметрами выявленных дефектов, а именно координатами центров дефектов относительно нанесенной оператором магнитной метки на поверхности объекта контроля 4, поперечных размеров дефектов и глубин залегания дефектов (таблица 1).
В результате были выявлены 4 дефекта покрытия объекта контроля 4, а именно, дефекты D1, D2 D3 D4 с поперечными размерами от 50×15 до 1500×10 и глубиной залегания от 2 до 4 мм, расположенные в первой, второй и третьей кольцевых зонах ( б) на фиг. 4).
По сравнению с картой дефектов кольцевых зон N1–N3, полученной предложенным способом ( б) на фиг. 4), результирующая карта дефектов кольцевых зон N1-N3, полученная при контроле способом-прототипом ( а) на фиг. 4), показывает существенную температурную неравномерность из-за остаточного нагрева, которая вызывает пропуск дефектов и обнаружение ложных дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2697437C1 |
| СКАНИРУЮЩИЙ ТЕПЛОВИЗИОННЫЙ ДЕФЕКТОСКОП | 2022 |
|
RU2786045C1 |
| СПОСОБ ТЕПЛОВИЗИОННОГО КОНТРОЛЯ ВОДЫ В АВИАЦИОННЫХ СОТОВЫХ ПАНЕЛЯХ ЭКСПЛУАТИРУЕМЫХ САМОЛЕТОВ | 2005 |
|
RU2284515C1 |
| СПОСОБ АКТИВНОГО ОДНОСТОРОННЕГО ТЕПЛОВОГО КОНТРОЛЯ СКРЫТЫХ ДЕФЕКТОВ В ТВЕРДЫХ ТЕЛАХ | 2012 |
|
RU2509300C1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕМПЕРАТУРОПРОВОДНОСТИ ТВЕРДЫХ ТЕЛ | 2014 |
|
RU2549549C1 |
| ТЕПЛОВОЙ ДЕФЕКТОСКОП | 2018 |
|
RU2696933C1 |
| СПОСОБ БЕСКОНТАКТНОГО ОДНОСТОРОННЕГО АКТИВНОГО ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2590347C1 |
| ТЕПЛОВИЗИОННЫЙ ДЕФЕКТОСКОП | 2015 |
|
RU2580411C1 |
| Способ дефектоскопии в полимерных конструкциях с сотовым заполнителем с применением термографии | 2024 |
|
RU2835766C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |


Изобретение относится к неразрушающему контролю скрытых дефектов в тепло- и гидроизоляционных обшивках крупногабаритных цилиндрических изделий, относящихся к химической, нефтегазовой и ракетно-космической отраслям промышленности с использованием активного теплового метода. Способ заключается в непрерывном равномерном вращении объекта контроля вокруг своей продольной оси, одновременном нагреве его наружной поверхности нагревателем, расположенным вдоль образующей объекта контроля, и регистрации температурного поля наружной поверхности объекта контроля тепловизором, расположенным таким образом, что нагретая поверхность объекта контроля попадает в поле зрения тепловизора в заданный момент времени. Регистрируют температурные поля поверхности кольцевых зон с заданным перекрытием по длине окружности объекта контроля, причем сначала регистрируют температурные поля нечетных кольцевых зон, а затем четных кольцевых зон, перемещая нагреватель и тепловизор вдоль оси объекта контроля от предыдущей кольцевой зоны к следующей относительно переднего края объекта контроля на расстояние S = (n-1)×(L-h), где S – расстояние между передним краем полосы нагрева линейного трубчатого нагревателя и передним краем объекта контроля, м; n – порядковый номер кольцевой зоны от переднего края объекта контроля; L – длина полосы нагрева линейного трубчатого нагревателя, м; h – заданная величина перекрытия кольцевой зоны по длине объекта контроля, м. Последовательности полноформатных термограмм всех кольцевых зон сохраняют в компьютер, затем преобразуют их в последовательности панорамных изображений, обрабатывают и преобразуют в результирующую карту дефектов объекта контроля. Технический результат - повышение достоверности результатов контроля. 4 ил., 1 табл.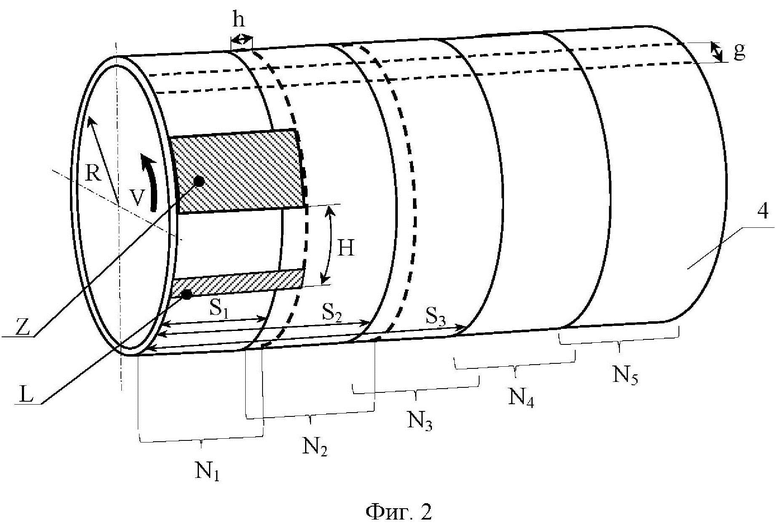
Способ теплового неразрушающего контроля крупногабаритных цилиндрических изделий, включающий определение количества подлежащих контролю кольцевых зон на основании длины объекта контроля и длины полосы нагрева линейного трубчатого электрического нагревателя, непрерывное равномерное вращение объекта контроля вокруг своей продольной оси, нагрев наружной поверхности первой кольцевой зоны указанным нагревателем, расположенным вдоль образующей объекта контроля так, что передний край полосы нагрева нагревателя соответствует переднему краю объекта контроля, регистрацию температурного поля наружной поверхности первой кольцевой зоны тепловизором, расположенным таким образом, что нагретая поверхность объекта контроля попадает в поле зрения тепловизора в заданный момент времени, последовательное перемещение нагревателя и тепловизора вдоль оси объекта контроля по всей его длине на расстояние, соответствующее длине полосы нагрева, нагрев наружной поверхности соответствующей кольцевой зоны и регистрацию её температурного поля, сохранение полученных панорамных изображений всех кольцевых зон и преобразование их в карты дефектов, составление результирующей карты дефектов объекта контроля, отличающийся тем, что регистрируют температурные поля поверхности кольцевых зон с заданным перекрытием по длине окружности объекта контроля, причем сначала регистрируют температурные поля нечетных кольцевых зон начиная с первой, а затем четных кольцевых зон начиная со второй, перемещая нагреватель и тепловизор вдоль оси объекта контроля от предыдущей кольцевой зоны к следующей относительно переднего края объекта контроля на расстояние
S = (n-1)×(L-h),
где S – расстояние между передним краем полосы нагрева линейного трубчатого нагревателя и передним краем объекта контроля, м;
n – порядковый номер кольцевой зоны от переднего края объекта контроля;
L – длина полосы нагрева линейного трубчатого нагревателя, м;
h – заданная величина перекрытия кольцевой зоны по длине объекта контроля, м,
при этом зарегистрированные температурные поля поверхности каждой кольцевой зоны в виде последовательностей полноформатных термограмм соответствуют заданному интервалу времени от момента начала нагрева поверхности объекта контроля до момента начала регистрации температурного поля, а количество панорамных изображений каждой кольцевой зоны, преобразованных из последовательностей полноформатных термограмм соответствующих кольцевых зон, соответствует количеству строк кадра тепловизора, затем последовательности полученных панорамных изображений всех кольцевых зон преобразуют в панорамные карты дефектов соответствующих кольцевых зон, на основании которых составляют результирующую панорамную карту дефектов всей поверхности объекта контроля.
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2697437C1 |
| Чулков А | |||
| О., Нестерук Д | |||
| А., Шильников Г | |||
| В | |||
| и др | |||
| Автоматизированный тепловой неразрушающий контроль крупногабаритных изделий | |||
| В мире НК, 2020, Т | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для наклейки этикеток на банки с химреактивами | 1961 |
|
SU142185A1 |
| СПОСОБ ТЕПЛОВИЗИОННОГО КОНТРОЛЯ ТЕПЛОИЗОЛЯЦИИ ТРУБОПРОВОДОВ | 2015 |
|
RU2608021C1 |
| KR 2015069053 A, 23.06.2015 | |||
| НАБОР РЕАГЕНТОВ ДЛЯ КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ СЕКРЕТОРНОГО ИММУНОГЛОБУЛИНА A В СЫВОРОТКЕ И СЕКРЕТАХ ОРГАНИЗМА ЧЕЛОВЕКА МЕТОДОМ ОДНОСТАДИЙНОГО ТВЕРДОФАЗНОГО ИММУНОФЕРМЕНТНОГО АНАЛИЗА | 2004 |
|
RU2296335C2 |
| CN 104749204 A, 01.07.2015. | |||
