Изобретение относится к акустическим методам неразрушающего контроля и диагностики и может быть использовано при контроле наличия посторонних частиц во внутренних полостях изделий.
Целью изобретения является расширение области применения за счет исключения необходимости приведения в движение изделия и достоверности контроля за счет повышения соотношения сигнал/шум вследствие обеспечения возможности многократной регистрации акустических сигналов от посторонних „частиц.
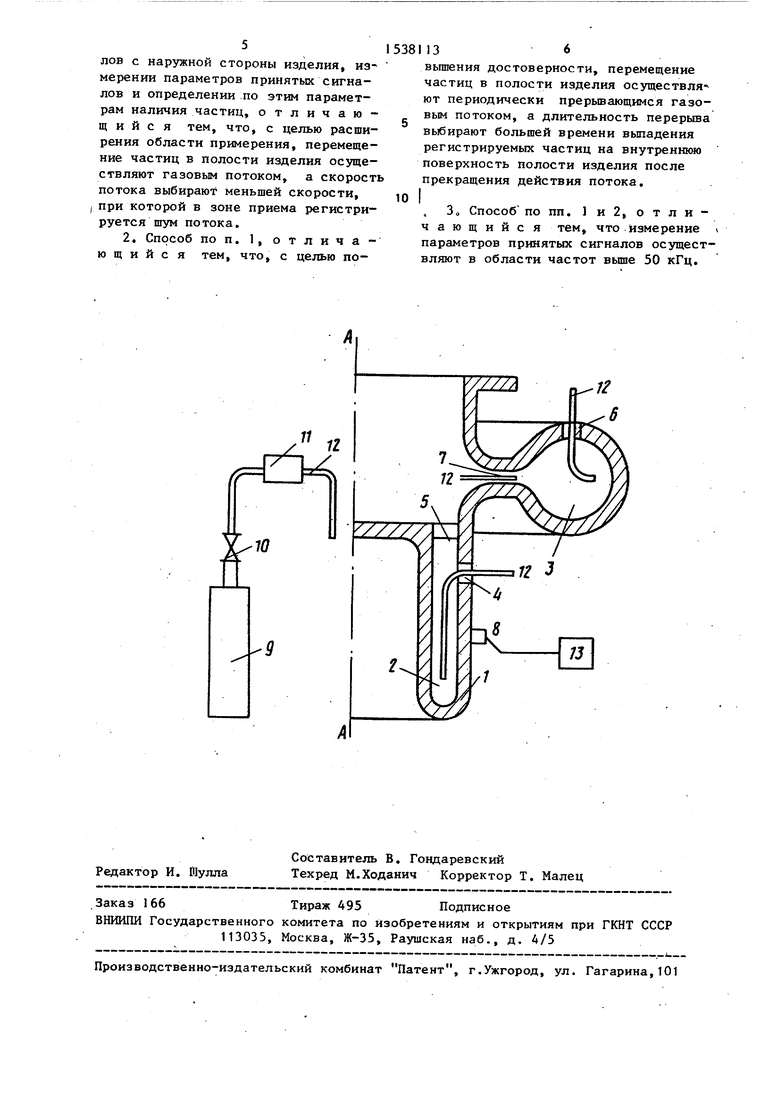
На чертеже представлена схема реализации акустического способа контроля наличия посторонних частиц во внутренних полостях изделий.
Акустический способ контроля наличия посторонних частиц во внутренних полостях изделий заключается в следующем.
В полости изделия перемещают частицы газовым потоком. С наружной стороны изделия принимают акустические сигналы и измеряют их параметры в области частот выше 50 кГц. Скорость потока выбирают меньшей скорос- ,ти, при которой в зоне приема регистрируется шум потока. При воздействии периодически прерывающимся газовым потоком длительность перерыва выбирают большей времени выпадения регистрируемых частиц на внутреннюю поверхность полости изделия после прекращения действия потока. По измеренным параметрам принятых сигналов определяют наличие частиц.
сл
со
00
со
Акустический способ контроля наличия посторонних частиц во внутренних полостях изделий реализуется следующим образом.
При контроле изделия 1, например, с труднодоступными полостями 2 и 3, причем к полости 2 ведут входные отверстия 4 и 5, к полости 3 - входные отверстия 6 и 7, на его поверхности размещают приемный преобразователь 8. Баллон 9 со сжатым газом я установленные на его выходе редуктор 10 и прерыватель 11 потока соединены с гибким шлангом 12. Преобразователь 8 электрически соединен с измерителем 13 акустических сигналов, например ИАС-3. Преобразователь 8, например, имеет резонансную частоту 230 кГц, а полоса пропускания фильтра измерителя 13 - 0,1-0,3 мГц. В отверстие 4 внутренней полости 2 изделия 1 вводят шланг 12. По шлангу 12 из баллона 9 поступает газ, например воздух, расход которого регулируют редуктором 10, чем осуществляется воздействие на посторонние частицы, находящиеся внутри полости 2. Газовым потоком частицы в полости 2 перемещаются, при этом в момент касания или соударения частицы со стенками полости 2 в последних возникают акустические импульсы, доходящие по стенкам изделия 1 до преобразователя 8. В ходе контроля шланг 12 в полости 2 перемещают (сканируют полость). Преобразователь 8 преобразует акустические импульсы в электрические сигналы, которые в измери- |теле 13 усиливаются и фильтруются. Принятые сигналы обрабатывают по параметру N-активности. Регистрация сигналов указывает на наличие посторонних частиц в полости 2. Перед контролем на эталонном изделии устанавливают максимально возможную Скорость газового потока. Для этого вводят шланг в полость эталонного изделия без посторонних частиц и увеличивают скорость потока до тех пор, пока не появятся принимаемые акустические сигналы. Фиксируют это значение скорости потока и при контроле изделия 1 не превышают этого значения. Эталонирование осуществляется для каждого типа полости индивидуально.
Затем приступают к контролю полости 3, имеющей, например, форму тора. Изделие при контроле ориенти
0
5
0
5
0
5
0
5
руют так, чтобы частицы под действием силы тяжести выпадали на ограниченную часть внутренней полости 3 в непосредственной близости от отверстия 6 (ось А-А горизонтальна). Преобразователь 8 при этом целесообразно установить на наружной поверхности полости 3. Гибкий шланг 12 через отверстие 6 направляют на ограниченную часть внутренней поверхности полости 3. Прерывают газовый поток прерывателем 11 на время, большее времени выпадения частицы на внутреннюю поверхность полости 3 после прекращения действия потока. Под действием силы тяжести с учетом пространственной ориентации изделия частицы возвращаются в локальную область действия потока Таким образом, при прерывании потока улучшаются условия выпадения частиц в локальную область действия потока и улучшаются условия, при которых акустические сигналы регистрируются многократно Регистрация акустических сигналов ведется непрерывно как в момент действия потока, так и в момент его отсутствия. В случае контроля полости, минимальный размер которой не превышает 500 мм, время, на которое поток прерывают, составляет не менее 1 с.
Минимальный вес твердых частиц, при перемещении которых по металлической поверхности наблюдается акустический сигнал, составляет не более 5 мг. Под действием воздушного потока скоростью 10 м/с наблюдается перемещение металлической частицы весом до 1 г с отрывом от поверхности без регистрации шумов потока. Экспериментальные исследования показали, что в цеховых условиях машиностроительного производства во всех полосах третьактивного фильтра с центральными частотами ниже 63 кГц регистрировались шумы цеха, а в частотных полосах с центральными частотами выше 50 кГц сигналы от шумов цеха не регистрировались.
Формула изобретения
1. Акустический способ контроля наличия посторонних частиц во внут- ренних полостях изделий, заключающийся в перемещении частиц в полости изделия, приеме акустических сигналов с наружной стороны изделия, из- мерении параметров принятых сигналов и определении по этим параметрам наличия частиц, отличающийся тем, что, с целью расширения области примерения, перемещение частиц в полости изделия осуществляют газовым потоком, а скорость потока выбирают меньшей скорости, при которой в зоне приема регистрируется шум потока.
2. Способ по п. 1, отличающийся тем, что, с целью по5381136
вышения достоверности, перемещение частиц в полости изделия осуществляв ют периодически прерывающимся газовым потоком, а длительность перерыва выбирают большей времени выпадения регистрируемых частиц на внутреннюю поверхность полости изделия после прекращения действия потока.
Зо Способ по пп. J и 2, отличающийся тем, что измерение v параметров принятых сигналов осуществляют в области частот выше 50 кГц.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГИСТРАЦИИ ВЫНОСА ТВЕРДЫХ ФРАКЦИЙ В ГАЗОВОМ ПОТОКЕ | 2021 |
|
RU2783082C1 |
| СПОСОБ КОНТРОЛЯ ПОСТОРОННИХ ПРЕДМЕТОВ ВО ВНУТРЕННИХ ПОЛОСТЯХ ИЗДЕЛИЙ | 2007 |
|
RU2344414C1 |
| СПОСОБ РЕГИСТРАЦИИ ВКЛЮЧЕНИЙ ТВЕРДЫХ ФРАКЦИЙ В ГАЗОВОМ ПОТОКЕ | 2009 |
|
RU2408868C2 |
| СПОСОБ КОМПЛЕКСНОЙ ОЦЕНКИ КАЧЕСТВА ЦЕМЕНТИРОВАНИЯ СКВАЖИН И РАЗОБЩЕНИЯ ПЛАСТОВ-КОЛЛЕКТОРОВ | 2007 |
|
RU2405936C2 |
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
| ПАССИВНО-АКТИВНЫЙ АКУСТИЧЕСКИЙ МЕТОД ОБНАРУЖЕНИЯ И ЛОКАЛИЗАЦИИ УТЕЧЕК ГАЗА В ГАЗОЖИДКОСТНОЙ СРЕДЕ | 2015 |
|
RU2584721C1 |
| Способ выявления скрытых дефектов в композиционных материалах методом стоячих волн | 2023 |
|
RU2816673C1 |
| Способ диагностики технического состояния трубопровода путем анализа декремента модального затухания | 2022 |
|
RU2778631C1 |
| СПОСОБ ДИАГНОСТИКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445594C1 |
| УСТРОЙСТВО ДЛЯ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2472145C1 |
Изобретение относится к акустическим методам неразрушающего контроля. Целью изобретения является расширение области применения за счет исключения необходимости приведения в движение изделия. В контролируемой полости изделия создают заговый поток, который заставляет перемещаться находящиеся в полости посторонние частицы. В момент касания или соударения частиц со стенками полости в нейвозникают акустические импульсы. С наружной стороны изделия принимают акустические импульсы и измеряют их параметры. Скорость газового потока выбирают меньшей скорости, при которой в зоне приема регистрируются шумы потока. 2 з.п. ф-лы, 1 ил.
12
| Бреславец А.Б., Бавыкин Н.И | |||
| Контроль наличия инородных тел в аппаратуре | |||
| Технология производства космической аппаратуры | |||
| -М.: Наука, 1974, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Патент США № 4184372, кл | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
