Изобретение относится к термической обработке длинномерного металлопроката, преимущественно к термическому упрочнению мелких и средних профилей сортовой стали.
Целью изобретения является повышение конструктивной прочности при максимальном выходе годного проката.
Сущность способа термического упрочнения проката заключается в том, что прерванную закалку осуществляют до тех пор, пока аустенит поверхностного слоя, площадь которого равна
10-25% площади поперечного сечения проката, превратится в мартенсит. Соответственно внутренняя зона, металл которой находится в аустекитном состоянии, составит 75-90% площади поперечного сечения проката. Прекращение в этот момент закалки приведет к тому, за счет интенсивного отбора тепла поверхностными переохлажденными слоями начнет ускоренно охлаждаться аустенит внутренней зоны. Выравнивание температур поверхностных слоев и центральной зоны произойдет в
интервале температур 560-660°С (температура самоотпуска). В процессе смотки металлопроката в бунт переохлажденный аустенит внутренней зоны подвергают деформации путем изгиба и продольного кручения со скоростью 5-25 рад/с и последующему охлаждению на воздухе с получением во внутренней зоне проката ферритокарбидной смеси.
Смотка проката в бунт благодаря регламентированной деформации переохлажденного аустенита позволяет существенно повысить усталостную прочность, вязкость и пластичность продуктов его диффузионного превращения. Выбор деформации кручением обусловлен тем, что этот вид пластической обработки позволяет получить необходимую степень деформации без искажения профиля готового проката.
Пример. Арматурную углеродистую сталь периодического профиля диаметром 14 мм, содержащую, %: углерод 0,35, марганец 0,59, кремний 0,1,
после прокатки с температуры 1050 С охлаждают в прямоточных охлаждающих устройствах при давлении воды 2,8 МПа и скорости проката 27 м/с до образо- вания в поверхностном слое мартенсита на 20% площади поперечного сечения стержня. После окончания ускоренного охлаждения стержни подвергают самоотпуску при 550-680°С и последующей смотке в бунт с внутренним диаметром 900 мм. Затем бунты охлаждают на воэ- духе.
Параллельно из стали этого же химического состава прокатывают стержни диаметром 14 мм, длиной 80-90 м, которые после прокатки подвергают прерванной закалке и самоотпуску при 590°С и укладывают на рейки холодильника.
Проводят также прокатку по извест- ному способу. I
Арматурную углеродистую сталь див- метром 14 мм, содержащую, %: углерод 0,35, марганец 0,50, кремний 0,1, после прокатки с температуры 1050°С ох- лаждают в устройствах при давлении воды 0,2 МПа. Скорость прокатки составляет 27 м/с. Низкое давление воды в охлаждаемом устройстве позволяет под- студить металл до 700°С. Перемещаясь по рольгангу, он продолжает остывать на воздухе и перед смоткой в бунт име ет температуру 680°С. Смотку ведут,
Q
5
.,
0
0
используя металку, которая осуществляет смотку без продольного скручивания.
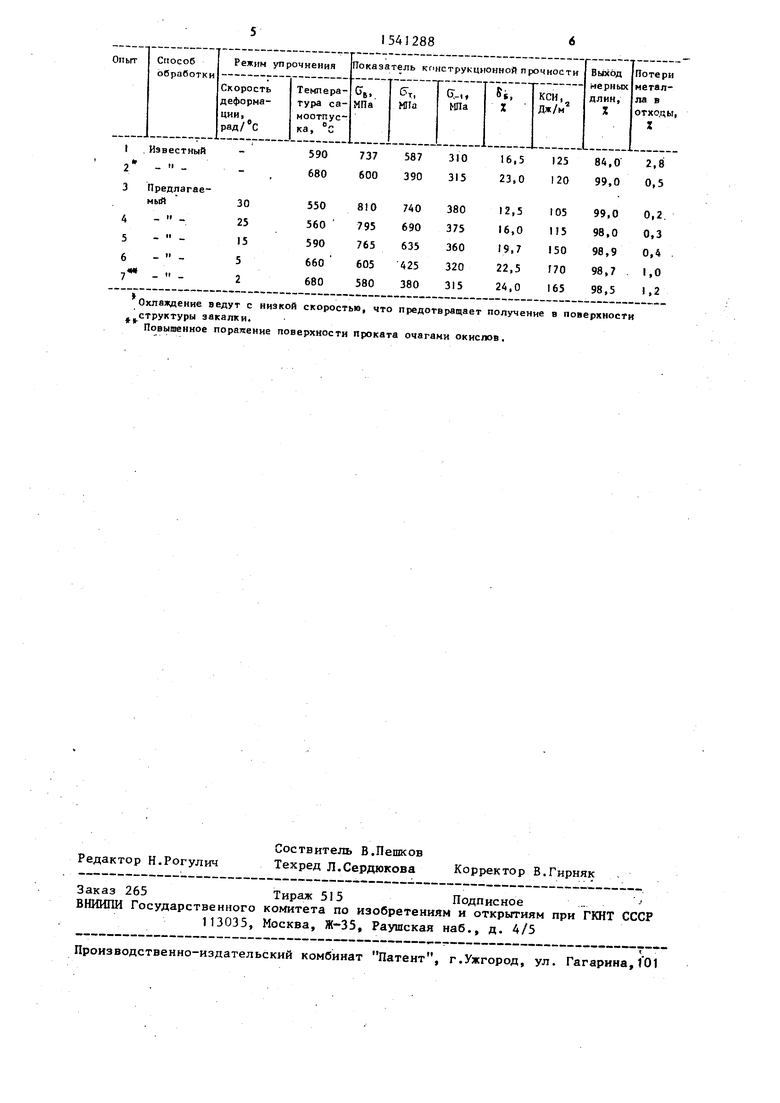
Механические свойства и режимы упрочнения сортового проката приведены в таблице.
Как видно из таблицы, деформация переохлажденного аустенита позволяет повысить пластичность, вязкость и усталостную прочность проката, и исключить выход немерных длин, а также снизить потерю металла в отходы.
Температура самоотпуска 560-660°С определяется тем, что при температуре выше 600°С степень упрочнения проката путем деформирования незначительна; при температуре самоотпуска ниже 560°С относительное удлинение (Ss) готового проката получается ниже 13-14%, что недопустимо для большинства конструкционных материалов. Интервал скоростей деформации кручением, ограниченный 5-25% рад/с, обусловлен тем, что при скорости меньше 5 рад/с, деформация не оказывает заметного влияния на формирование структуры и свойств продуктов распада аустенита: при скорости, превышающей 25 рад/с, возможно разрушение поверхностного слоя термически упрочненного проката, что недопустимо при производстве высокопрочной стали.
Таким образом, реализация способа термического упрочнения проката позволяет организовать массовое производство бунтовой арматурной стали повышенной прочности. При этом потери металла в отходы снижаются, а выход мерных стержней достигается 99% одновременно с повышением конструкционной прочности проката.
Формула изобретения
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацию заготовки, прокатку, ускоренное охлаждение на отводящем рольганге, деформацию при смотке и охлаждение на воздухе, отличающийся тем, что, с целью повышения конструктивной прочности при максимальном выходе годного проката, охлаждение ведут со скоростью выше критической до температуры самоотпуска 560-660°С и деформируют изгибом и продольным кручением со скоростью 5- 25 рад/с.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термического упрочнения проката | 1991 |
|
SU1823881A3 |
| Способ изготовления арматурных стержней из малоуглеродистой и низколегированной стали | 1986 |
|
SU1390246A1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ СОРТОВОГО ПРОКАТА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ СЛОЖНОПРОФИЛЬНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2238336C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ ИЗ КРЕМНЕМАРГАНЦОВИСТОЙ СТАЛИ | 2008 |
|
RU2376392C1 |
| Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали | 1991 |
|
SU1786115A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОС ТОЛЩИНОЙ 4-10 ММ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2021 |
|
RU2778533C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА В ПРУТКАХ ИЗ СРЕДНЕУГЛЕРОДИСТОЙ МИКРОЛЕГИРОВАННОЙ СТАЛИ | 2004 |
|
RU2285055C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ АРМАТУРНЫХ ПРОФИЛЕЙ | 2008 |
|
RU2381283C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ СЛОЖНОПРОФИЛЬНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2238337C1 |
Изобретение относится к области термической обработки длинномерного металлопроката, преимущественно к термическому упрочнению мелких и средних профилей сортовой стали. Цель - повышение конструктивной прочности при максимальном выходе годного проката. Арматурную углеродистую сталь периодического профиля после прокатки с температуры 1050°С охлаждают до образования в поверхностном слое мартенсита на 20% площади поперечного сечения, подвергают самоотпуску до температуры 560 - 660°С. После этого прокат деформируют изгибом и продольным кручением при смотке в бунт со скоростью 5 - 25 рад/с. Предлагаемый способ позволяет повысить конструкционную прочность и увеличить выход годного проката. 1 табл.
| Способ обработки проката | 1980 |
|
SU910804A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Бернштейн М.Л | |||
| Термомеханическая обработка металлов и сплавов.-М.: Металлургия, 1968, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ВИНТОВ, ШУРУПОВ И Т.П. В КАМНЕ, СТЕКЛЕ И Т.П. МАТЕРИАЛАХ | 1924 |
|
SU1058A1 |
| Оратовский Е.Л., Артамонова Е.А | |||
| Смотка полос на современных широкополосовых станах горячей прокатки за рубежом | |||
| Обзорная информация | |||
| Сер | |||
| Прокатное производство,-М.: 1982, вып.), с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
