Изобретение относится к процессам и оборудованию для нанесения электростатического покрытия и может быть использовано для нанесения тонкого слоя, например, масла на целевой объ- ект.
Цель изобретения - получение однородного покрытия.
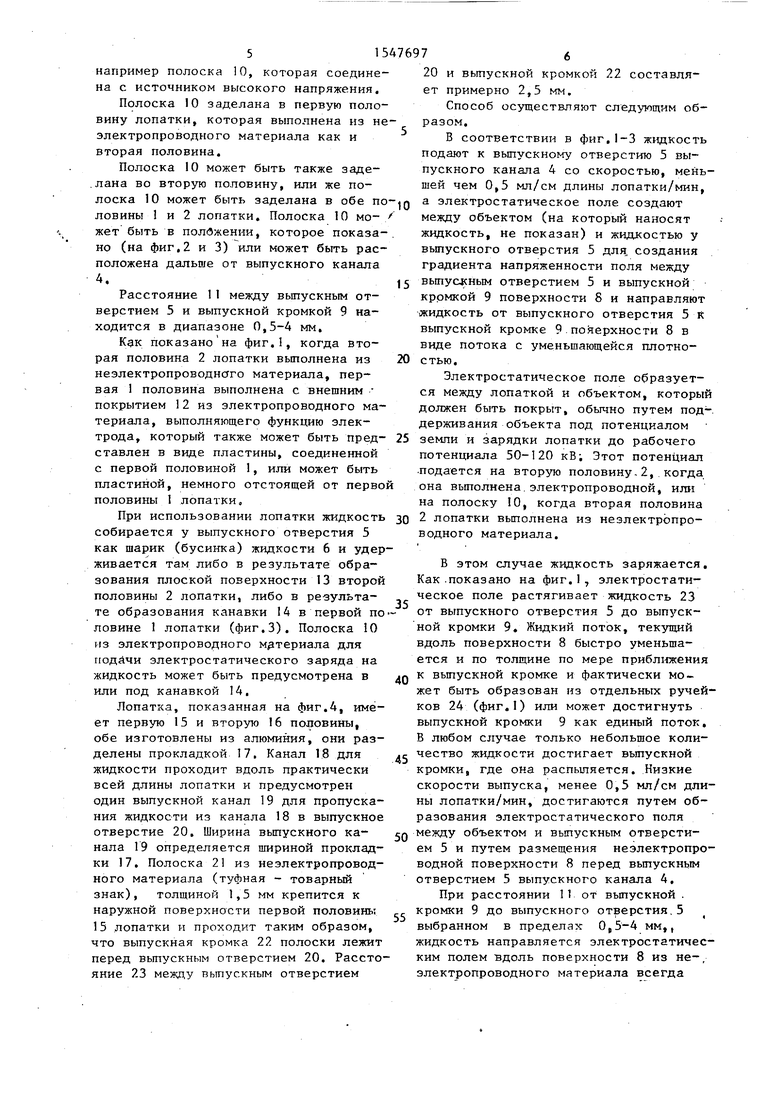
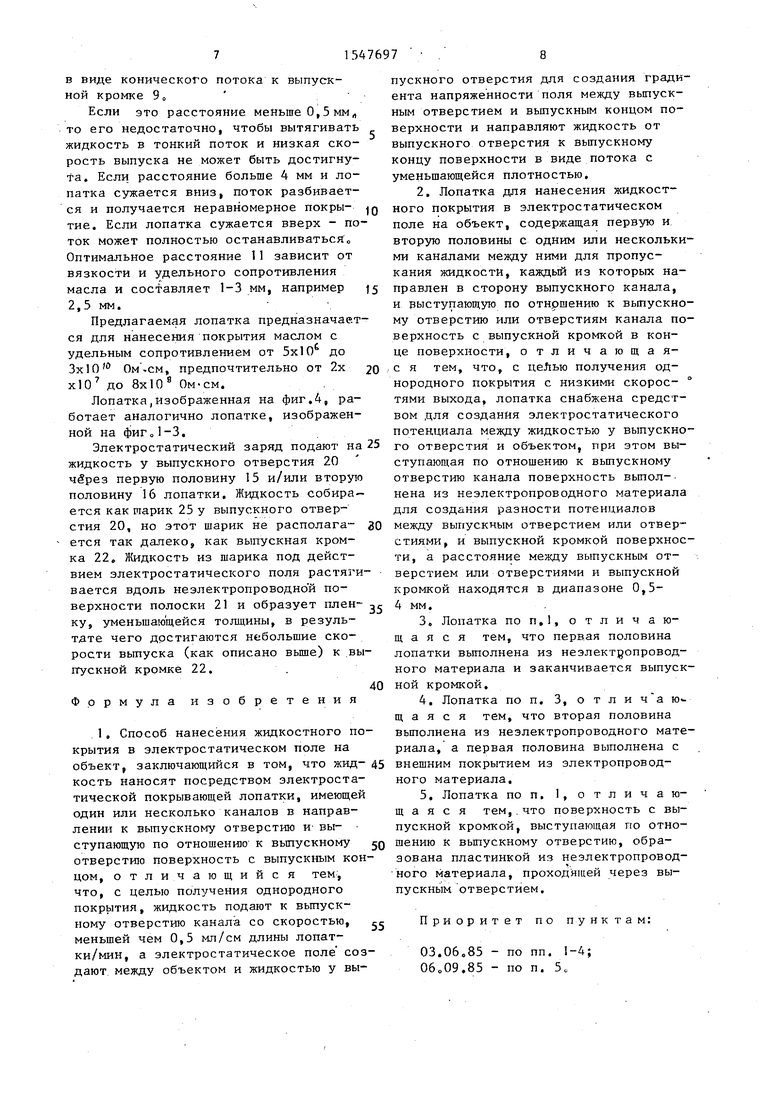
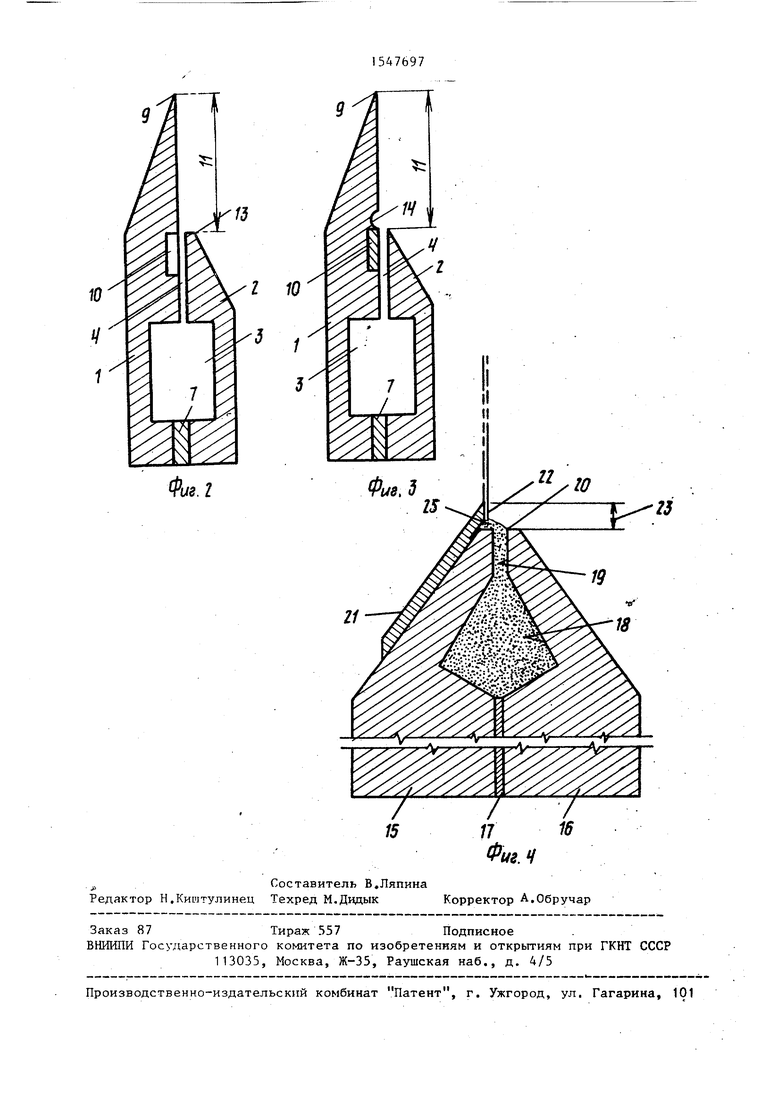
На фиг.1 изображена секционная часть лопатки, вид в перспективе; на фиг.2 - 2-й вариант выполнения лопатки, поперечное сечение; на фиг.З - 3-й вариант выполнения лопатки, поперечное сечение; на фиг.4 - 4-й вариант выполнения лопатки, поперечное сечение о
. Лопатка (фиг.1) содержит первую 1 и вторую 2 половины с одним (или несколькими) каналом 3 для жидкости, расположенным между ними. Канал про- ходит по длине лопатки и заполняется жидкостью под давлением от насоса (не показан). Между первой и второй половинами предусмотрен выпускной канал 4, имеющий ширину 120-380 мкм, например 250 мкм, и переходящий в выпускное отверстие 5, где жидкость, поступающая из канала 3, собирается в шарик 6. Ширина выпускного канала 4 определяется шириной прокладки 7 и может меняться путем замены прокладки на прокладку другой толщины. Первая половина 1 лопатки выполнена выступающей по отношению к второй половине 2 лопатки и образует выступающую по отношению к выпускному отверстию 5 поверхность 8, оканчивающуюся выпускной кромкой 9 на конце перво половины 1 лопатки.
$ Q
5
Первая и вторая половины лопатки удерживаются вместе болтами (не показаны) „ Предпочтительно компоновка такова, что первая и вторая половины могут перемещаться одна относительно другой и фиксироваться болтами. Такая компоновка дает возможность иметь регулируемое расстояние между выпускной кромкой 9 и выпускным отверстием 5 .о
Первая половина 1 лопатки выполнена из неэлектропроводного материала, например полиметилактилата или эпоксидной смолы, керамики или любых других изоляционных материалов. Вторая половина 2 лопатки может быть выполнена из металла, например алюминия, и соединена с источником высокого напряжения для подачи электростатического разряда на жидкость, выпускаемую из выпускного отверстия 5.
Такое выполнение 1-й и 2-й половин лопатки образует средство для создания электростатического потенциала между жидкостью у выпускного отверстия и объектом, в этом случае при работе создается разность потенциалов между выпускным отверстием 5 и выпускной кромкой 9.
Альтернативно чтому варианту может быть представлен вариант (в соответствии с фиг.2 и 3), когда вторая половина 2 лопатки может быть выполнена из неэлектропроводного материала. В этом случае должна быть проводящая проволока или полоска в выпускном канале 4 для образования заряда на жидкости в выпускном отверстии 5,
51
например полоска 10, которая соедине на с источником высокого напряжения.
Полоска 10 заделана в первую половину лопатки, которая выполнена из нэлектропроводного материала как и вторая половина.
Полоска 10 может быть также заделана во вторую половину, или же полоска 10 может быть заделана в обе пловины 1 и 2 лопатки. Полоска 10 мо- жет быть в положении, которое показано (на фиг.2 и 3) или может быть расположена дальше от выпускного канала 4.
Расстояние 1I между выпускным отверстием 5 и выпускной кромкой 9 находится в диапазоне 0,5-4 мм.
Как показано на фиг.1, когда вторая половина 2 лопатки выполнена из неэлектропроводното материала, первая 1 половина выполнена с внешним покрытием 12 из электропроводного материала, выполняющего функцию электрода, который также может быть пред ставлен в виде пластины, соединенной с первой половиной 1, или может быть пластиной, немного отстоящей от перв половины 1 лопатки.
При использовании лопатки жидкост собирается у выпускного отверстия 5 как шарик (бусинка) жидкости 6 и удеживается там либо в результате образования плоской поверхности 13 второ половины 2 лопатки, либо в результа- те образования канавки 14 в первой пловине 1 лопатки (фиг.З). Полоска 10 из электропроводного материала для подачи электростатического заряда на жидкость может быть предусмотрена в или под канавкой 14.
Лопатка, показанная на фиг.4, имеет первую 15 и вторую 16 половины, обе изготовлены из алюминия, они разделены прокладкой 17. Канал 18 для жидкости проходит вдоль практически всей длины лопатки и предусмотрен один выпускной канал 19 для пропускания жидкости из канала 18 в выпускно отверстие 20. Ширина выпускного канала 19 определяется шириной прокладки 17. Полоска 21 из неэлектропроводного материала (туфная - товарный знак), толщиной 1,5 мм крепится к наружной поверхности первой половины 15 лопатки и проходит таким образом, что выпускная кромка 22 полоски лежит перед выпускным отверстием 20. Расстояние 23 между выпускным отверстием
0
5
0
20 и
5
0
выпускной кромкой 22 составляет примерно 2,5 мм.
Способ осуществляют следующим образом.
В соответствии в фиг,1-3 жидкость подают к выпускному отверстию 5 выпускного канала 4 со скоростью, меньшей чем 0,5 мл/см длины лопатки/мин, а электростатическое поле создают между объектом (на который наносят жидкость, не показан) и жидкостью у выпускного отверстия 5 для создания градиента напряженности поля между выпускным отверстием 5 и выпускной кромкой 9 поверхности 8 и направляют жидкость от выпускного отверстия 5 к выпускной кромке 9 поверхности 8 в виде потока с уменьшающейся плотностью.
Электростатическое поле образуется между лопаткой и объектом, который должен быть покрыт, обычно путем поддерживания объекта под потенциалом земли и зарядки лопатки до рабочего потенциала 50-120 кВ; Этот потенциал подается на вторую половину.2, когда она выполнена электропроводной, или на полоску 10, когда вторая половина 2 лопатки выполнена из незлектропро- водного материала.
В этом случае жидкость заряжается. Как .показано на фиг.1, электростатическое поле растягивает жидкость 23 от выпускного отверстия 5 до выпускной кромки 9. Жидкий поток, текущий вдоль поверхности 8 быстро уменьшается и по толщине по мере приближения к выпускной кромке и фактически может быть образован из отдельных ручейков 24 (фиг.1) или может достигнуть выпускной кромки 9 как единый поток. В любом случае только небольшое количество жидкости достигает выпускной кромки, где она распыляется. Низкие скорости выпуска, менее 0,5 мл/см длины лопатки/мин, достигаются путем образования электростатического поля между объектом и выпускным отверстием 5 и путем размещения неэлектропроводной поверхности 8 перед выпускным отверстием 5 выпускного канала 4.
При расстоянии 11 от выпускной . кромки 9 до выпускного отверстия,5 выбранном в пределах 0,5-4 мм,, жидкость направляется электростатическим полем вдоль поверхности 8 из не-, электропроводного материала всегда
в виде конического потока к выпускной кромке 9 о
Если это расстояние меньше 0,5 мм„ то его недостаточно, чтобы вытягивать жидкость в тонкий поток и низкая скорость выпуска не может быть достигнута. Если расстояние больше 4 мм и лопатка сужается вниз, поток разбивается и получается неравномерное покры- J тие. Если лопатка сужается вверх - поток может полностью останавливаться,, Оптимальное расстояние 11 зависит от вязкости и удельного сопротивления масла и составляет 1-3 мм, например 1 2,5 мм.
Предлагаемая лопатка предназначается для нанесения покрытия маслом с удельным сопротивлением от 5x10 до 3x10 ° Ом-см, предпочтительно от 2х 2 хЮ7 до 8x108 Ом-см.
Лопатка(изображенная на фиг.4, работает аналогично лопатке, изображенной на фиг„1-3.
Электростатический заряд подают на 2 жидкость у выпускного отверстия 20 через первую половину 15 и/или вторую половину 16 лопатки. Жидкость собирается как иарик 25 у выпускного отверстия 20, но этот шарик не располага- 3 ется так далеко, как выпускная кромка 22. Жидкость из шарика под действием электростатического поля растягивается вдоль неэлектропроводно й поверхности полоски 21 и образует плен- ку, уменьшающейся толщины, в резуль- тдте чего достигаются небольшие скорости выпуска (как описано выше) к выпускной кромке 22.
4 Формула изобретения
1. Способ нанесения жидкостного покрытия в электростатическом поле на объект, заключающийся в том, что жид- 4 кость наносят посредством электростатической покрывающей лопатки, имеющей один или несколько каналов в направлении к выпускному отверстию и выступающую по отношению к выпускному J отверстию поверхность с выпускным концом, отличающийся тем, что, с целью получения однородного покрытия, жидкость подают к выпускному отверстию канала со скоростью, е меньшей чем 0,5 мл/см длины лопатки/мин, а электростатическое поле создают между объектом и жидкостью у выпускного отверстия для создания градиента напряженности поля между выпускным отверстием и выпускным концом поверхности и направляют жидкость от выпускного отверстия к выпускному концу поверхности в виде потока с уменьшающейся плотностью.
2.Лопатка для нанесения жидкостного покрытия в электростатическом поле на объект, содержащая первую и вторую половины с одним или несколькими каналами между ними для пропускания жидкости, каждый из которых направлен в сторону выпускного канала,
и выступающую по отнршению к выпускному отверстию или отверстиям канала поверхность с выпускной кромкой в конце поверхности, отличающая- с я тем, что, с целью получения однородного покрытия с низкими скорое- тями выхода, лопатка снабжена средством для создания электростатического потенциала между жидкостью у выпускного отверстия и объектом, при этом выступающая по отношению к выпускному отверстию канала поверхность выполнена из неэлектропроводного материала для создания разности потенциалов между выпускным отверстием или отверстиями, и выпускной кромкой поверхности, а расстояние между выпускным отверстием или отверстиями и выпускной кромкой находятся в диапазоне 0,5- 4 мм.
3.Лопатка поп,1, о тли ч a rant а я с я тем, что первая половина лопатки выполнена из неэлектропроводного материала и заканчивается выпускной кромкой.
4.Лопатка по п. 3, о т л и ч а щ а я с я тем, что вторая половина выполнена из неэлектропроводного материала, а первая половина выполнена с внешним покрытием из электропроводного материала.
5.Лопатка по п. 1, о т л и ч a rout а я с я тем, что поверхность с выпускной кромкой, выступающая по отношению к выпускному отверстию, образована пластинкой из неэлектропроводного материала, проходящей через выпускным отверстием.
Приоритет по пунктам:
03.06.85 - по пп. 1-4; 06«09.85 - по п. 5,
p-/J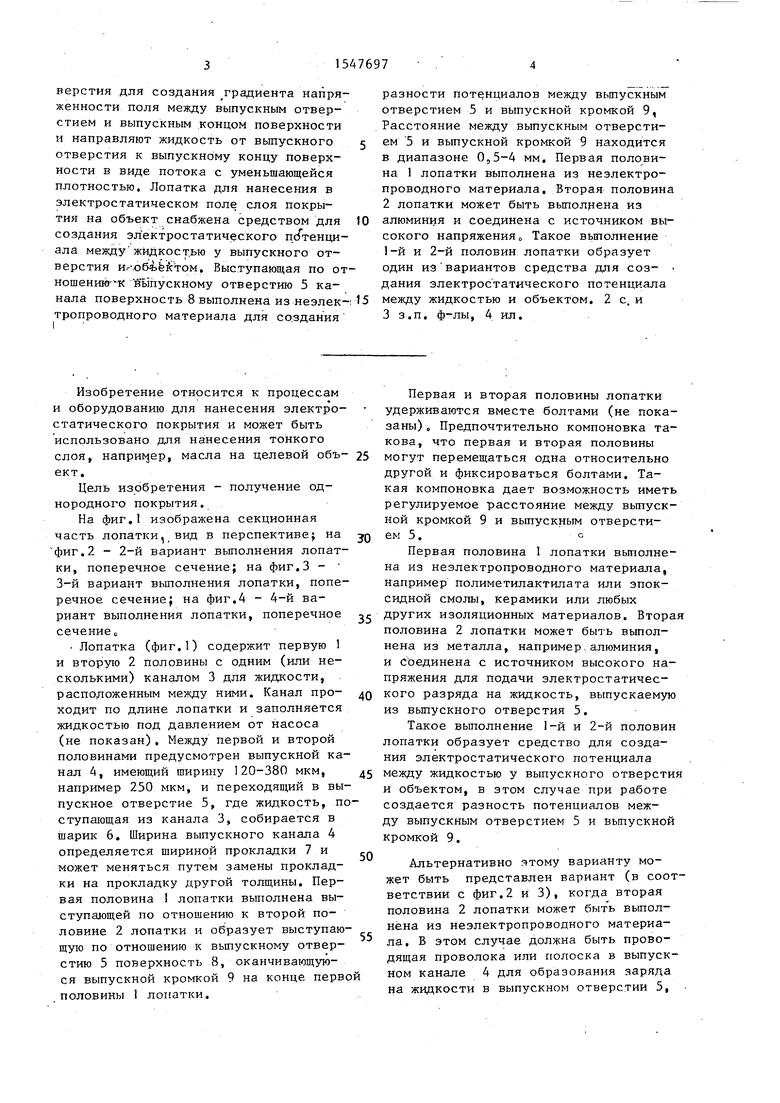
Изобретение относится к процессам и оборудованию для нанесения электростатического покрытия и может быть использовано для нанесения тонкого слоя, например, масла на целевой объект. Цель изобретения - получение однородного покрытия. Для этого при осуществлении способа нанесения жидкостного покрытия в электростатическом поле на объект жидкость подают к выпускному отверстию канала со скоростью, меньшей чем 0,5 мл/см длины лопатки/мин. Электростатическое поле создают между объектом и жидкостью у выпускного отверстия для создания градиента напряженности поля между выпускным отверстием и выпускным концом поверхности и направляют жидкость от выпускного отверстия к выпускному концу поверхности в виде потока с уменьшающейся плотностью. Лопатка для нанесения в электростатическом поле слоя покрытия на объект снабжена средством для создания электростатического потенциала между жидкостью у выпускного отверстия и объектом. Выступающая по отношению к выпускному отверстию 5 канала поверхность 8 выполнена из неэлектропроводного материала для создания разности потенциалов между выпускным отверстием 5 и выпускной кромкой 9. Расстояние между выпускным отверстием 5 и выпускной кромкой 9 находится в диапазоне 0,5-4 мм. Первая половина 1 лопатки выполнена из неэлектропроводного материала. Вторая половина 2 лопатки может быть выполнена из алюминия и соединена с источником высокого напряжения. Такое выполнение 1-й и 2-й половин лопатки образует один из вариантов средства для создания электростатического потенциала между жидкос
| Электростатический распылитель | 1960 |
|
SU133790A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
