Изобретение относится к машиностроению, а именно к методам и средствам контроля зубчатых колес.
Цель изобретения - повышение точности поверки путем обеспечения возможности учета перекоса осей шпинделей поверяемого прибора.
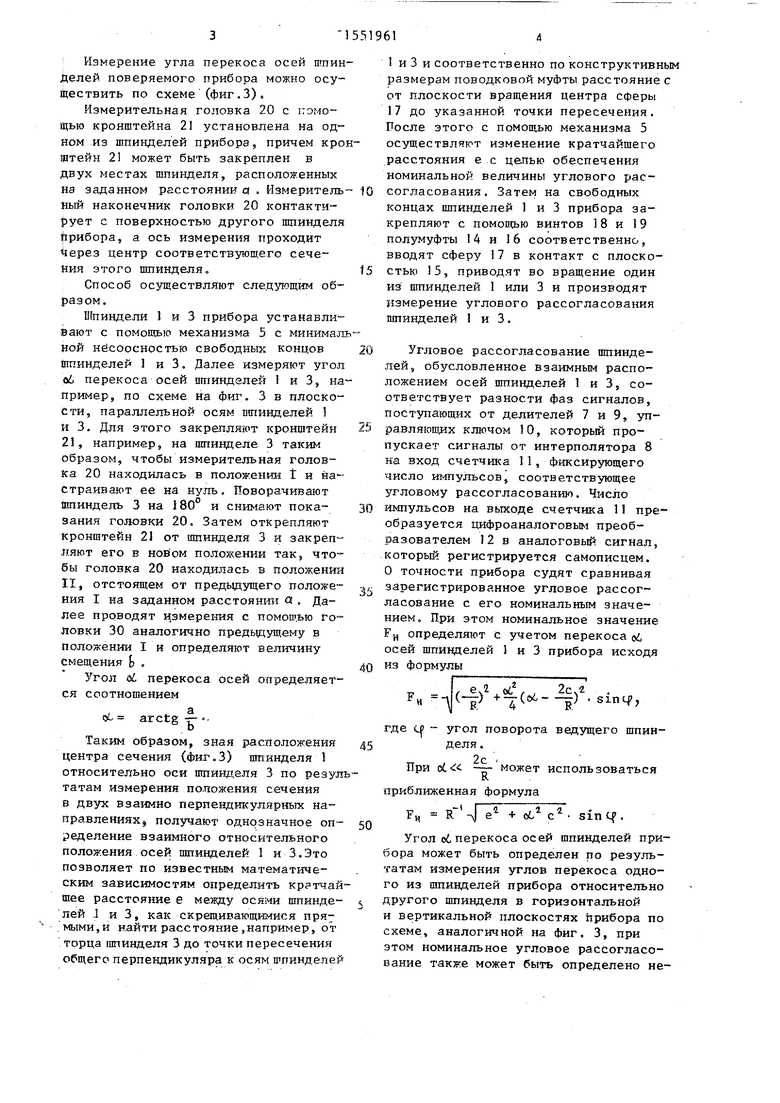
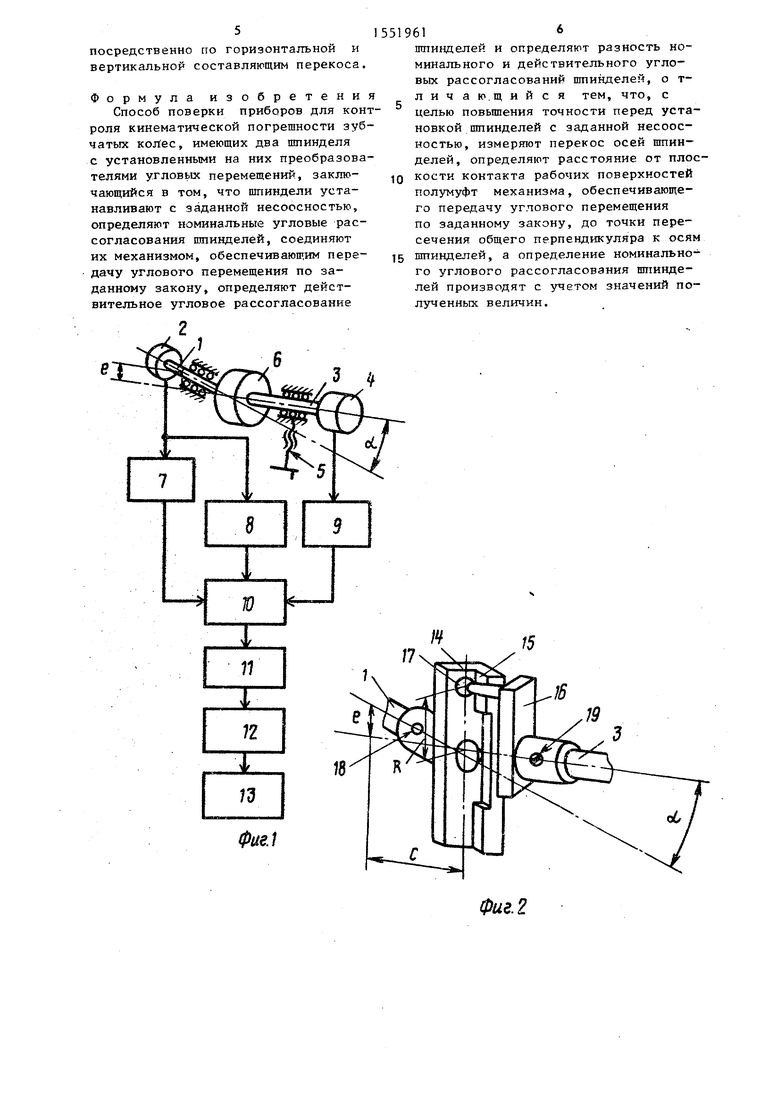
На фиг. 1 изображена функциональная схема прибора для реализации способа; на фиг. 2 - механизм, обеспечивающий передачу углового перемещения между шпинделями1, на фиг. 3 - схема измерения перекоса осей шпинделей поверяемого прибора в плоскости, параллельной осям шпинделей.
На шпиндель 1 установлен преобразователь 2 его угловых перемещений, на шпиндель 3 - преобразователь 4 его угловых перемещений, винтовой механизм 5 предназначен для установки шпинделей 1 и 3 с заданным расстоянием е между осями шпинделей, как скрещивающимися под углом об Механизм 6 предназначен для соединения шпинделей 1 и 3 и обеспечивает передачу углового перемещения по заданному закону. Преобразователь 2 подключен к входам делителя 7 и интерполятора 8, а выход преобразователя 4 - к входу делителя 9. Выходы делителей 7 и 9, интерполятора 8 подключены к входам электронного ключа 10, выход которого соединен со счетчиком 11. К выходу счетчика I1 подключен цифроаналотовый преобразователь 1 2,выход которого соединен с входом самописца 13. Примером выполнения механизма 6 может быть повод- 1ковая муфта, состоящая из полумуфты
14с плоской контактной поверхностью
15и другой полумуфты 16, имеющей шаровую контактную поверхность 17, расположенную на расстоянии R от оси шпинделя 3. Полумуфты 14 и 16 жестко закреплены на шпинделях 1 и 3 винтами 18 и 19 соответственно.
Я
С
ел
СП
о о
Измерение угла перекоса осей шпинделей поверяемого прибора можно осуществить по схеме (фиг.З).
Измерительная головка 20 с ;. э,ю- щью кронштейна 21 установлена на одном из шпинделей прибора, причем кронштейн 21 может быть закреплен в двух местах шпинделя, расположенных на заданном расстоянии а . Измеритель- ный наконечник головки 20 контактирует с поверхностью другого шпинделя прибора, а ось измерения проходит через центр соответствующего сечения этого шпинделя.
Способ осуществляют следующим образом.
Шпиндели 1 и 3 прибора устанавливают с помощью механизма 5 с минимальной нёсоосностью свободных концов шпинделей 1 и 3. Далее измеряют угол об перекоса осей игпиндалей 1 и 3, например, по схеме на фиг. 3 в плоскости, параллельной осям шпинделей 1 и 3. Для этого закрепляют кронштейн 21, например, на шпинделе 3 таким образом, чтобы измерительная головка 20 находилась в положении I и настраивают ее на нуль. Поворачивают шпиндель 3 на 180 и снимают пока- зания головки 20. Затем открепляют кронштейн 21 от шпинделя 3 и закрепляют его в новом попожении так, чтобы головка 20 находилась в положении II, отстоящем от предыдущего положе- ния I на заданном расстоянии з . Далее проводят измерения с помощью головки 30 аналогично предьщущему в положении I и определяют величину смещения Ь .
Угол oL перекоса осей определяется соотношением
arctg у
Таким образом, зная расположения центра сечения (фиг.З) шпинделя 1 относительно оси шпинделя 3 по резултатам измерения положения сечения в двух взаимно перпендикулярных направлениях, получают однозначное оп- ределение взаимного относительного положения осей шпинделей 1 и З.Это позволяет по известным математическим зависимостям определить кратчайшее расстояние е между осями шпинде- лей 1 и 3, как скрещивающимися прямыми,и найти расстояние,например, от
торца шпинделя 3 до точки пересечения общего перпендикуляра к осям шпинделей
1 и 3 и соответственно по конструктивн размерам поводковой муфты расстояние от плоскости вращения центра сферы 17 до указанной точки пересечения. После этого с помощью механизма 5 осуществляют изменение кратчайшего расстояния е с цепью обеспечения номинальной величины углового рассогласования. Затем на свободных концах шпинделей 1 и 3 прибора закрепляют с помощью винтов 18 и 19 полумуфты 14 и 16 соответственно, вводят сферу 17 в контакт с плоскостью 15, приводит во вращение один из шпинделей или 3 и производят измерение углового рассогласования шпинделей 1 и 3.
Угловое рассогласование шпинделей, обусловленное взаимным расположением осей шпинделей 1 и 3, соответствует разности фаз сигналов, поступающих от делителей 7 и 9, управляющих ключом 10, который пропускает сигналы от интерполятора 8 на вход счетчика 11, фиксирующего число импульсов, соответствующее угловому рассогласованию. Число импульсов на выходе счетчика 11 преобразуется цифроаналоговым преобразователем 12 в аналоговый сигнал, который регистрируется самописцем. О точности прибора судят сравнивая зарегистрированное угловое рассогласование с его номинальным значением. При этом номинальное значение FH определяют с учетом перекоса oi осей шпинделей 1 и 3 прибора исходя из формулы
1
Ј 4
е,2о6г, , 2сЛ
-) + - (об- -) . S1HLP,
где ер - угол поворота ведущего шпинделя .
При oL« -- может использоваться
К. приближенная формула
FH R(-4 ег + оСг с sinCf.
Угол об перекоса осей шпинделей прибора может быть определен по результатам измерения углов перекоса одного из шпинделей прибора относительно другого шпинделя в горизонтальной и вертикальной плоскостях прибора по схеме, аналогичной на фиг. 3, при этом номинальное угловое рассогласование также может быть определено не3
фиг.}
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверки приборов для контроля кинематической погрешности зубчатых колес | 1981 |
|
SU989309A1 |
| Способ поверки преобразователей углапОВОРОТА ВАлА B КОд и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU824265A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРКИ И КАЛИБРОВКИ ВЕРТИКАЛЬНЫХ УГЛОВЫХ ИЗМЕРИТЕЛЬНЫХ СИСТЕМ ГЕОДЕЗИЧЕСКИХ ПРИБОРОВ | 2006 |
|
RU2349877C2 |
| Способ поверки стрелочных измерительных приборов с круговой шкалой и устройство для его осуществления | 1986 |
|
SU1515051A1 |
| Устройство для поверки стрелочных приборов с круговой шкалой | 1981 |
|
SU1106985A1 |
| Устройство для поверки стрелочных приборов с круговой шкалой | 1981 |
|
SU1259106A1 |
| Устройство для контроля преобразователейуглА пОВОРОТА ВАлА B КОд | 1979 |
|
SU842916A1 |
| УНИВЕРСАЛЬНЫЙ МЕТРОЛОГИЧЕСКИЙ ГЕОДЕЗИЧЕСКИЙ СТЕНД | 2006 |
|
RU2362978C2 |
| Устройство для поверки стрелочных приборов с круговой шкалой | 1983 |
|
SU1174740A1 |
| Устройство для определения прерывной кинематической погрешности зубчатых колес | 1980 |
|
SU926526A1 |
Изобретение относится к машиностроению, а именно к методам и средствам контроля зубчатых колес. Цель изобретения - повышение точности поверки путем обеспечения возможности учета перекоса осей шпинделей поверяемого прибора. Для этого измеряют перекос осей шпинделей, определяют расстояние от плоскости контакта рабочих поверхностей полумуфт механизма, обеспечивающего передачу углового перемещения по заданному закону, до точки пересечения общего перпендикуляра к осям шпинделей. 3 ил.
Фиг. 2
-lit1.1
г;
физ.З
| Способ поверки приборов для контроля кинематической погрешности зубчатых колес | 1975 |
|
SU532749A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
