Фиг.1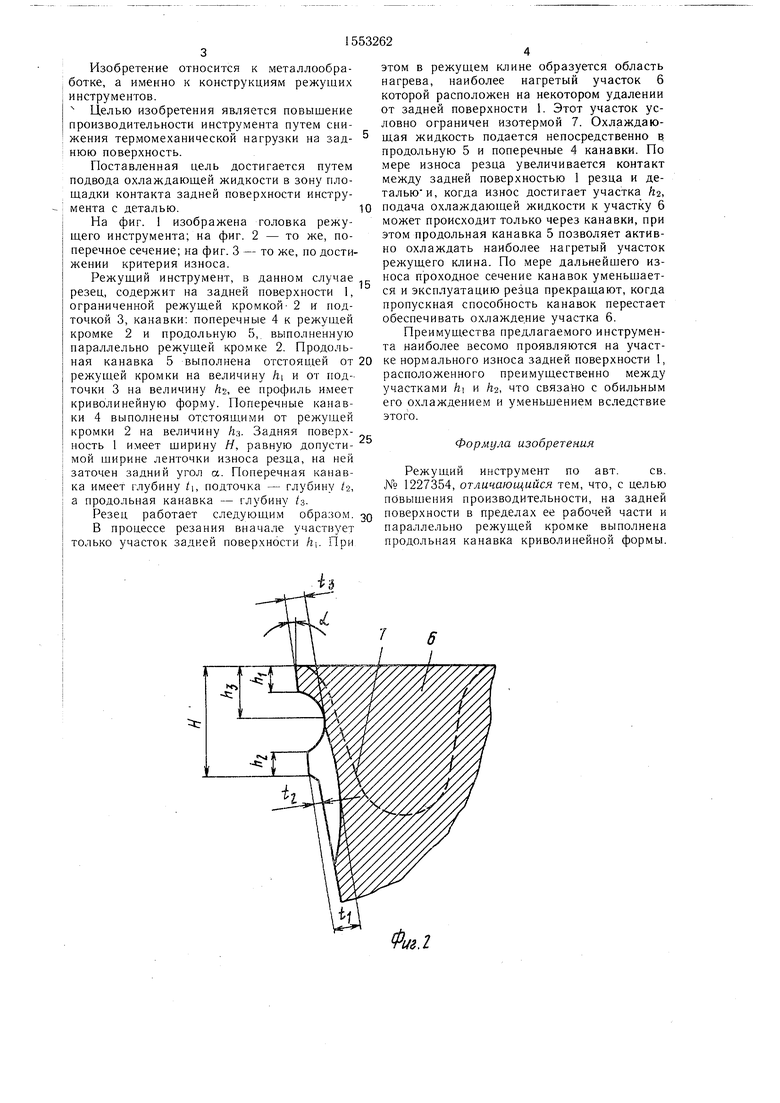
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инстумент | 1984 |
|
SU1227354A1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Сверло спиральное двухперовое | 1983 |
|
SU1133044A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |
| СПИРАЛЬНОЕ СВЕРЛО | 2004 |
|
RU2372171C2 |
| Резец | 1978 |
|
SU709258A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
Изобретение относится к области металлообработки, а конкретно к конструкциям режущих инструментов. Целью изобретения является повышение производительности инструмента путем снижения термомеханической нагрузки на заднюю поверхность, которая достигается подводом охлаждающей жидкости в зону площадки контакта задней поверхности с деталью. На задней поверхности 1 инструмента шириной, равной допустимой ширине ленточки износа и ограниченной режущей кромкой 2 и подточкой 3, выполнены канавки: поперечные 4 и продольная 5 криволинейной формы. В процессе резания охлаждающая жидкость подается непосредственно в продольную 5 и поперечные 4 канавки. По мере износа резца увеличивается площадка контакта между задней поверхностью 1 и деталью и достигает максимальной величины, ограниченной подточкой 3. В этом случае подача охлаждающей жидкости в зону контакта происходит только через канавки, что обеспечивает охлаждение наиболее нагретого участка режущего клина. 3 ил.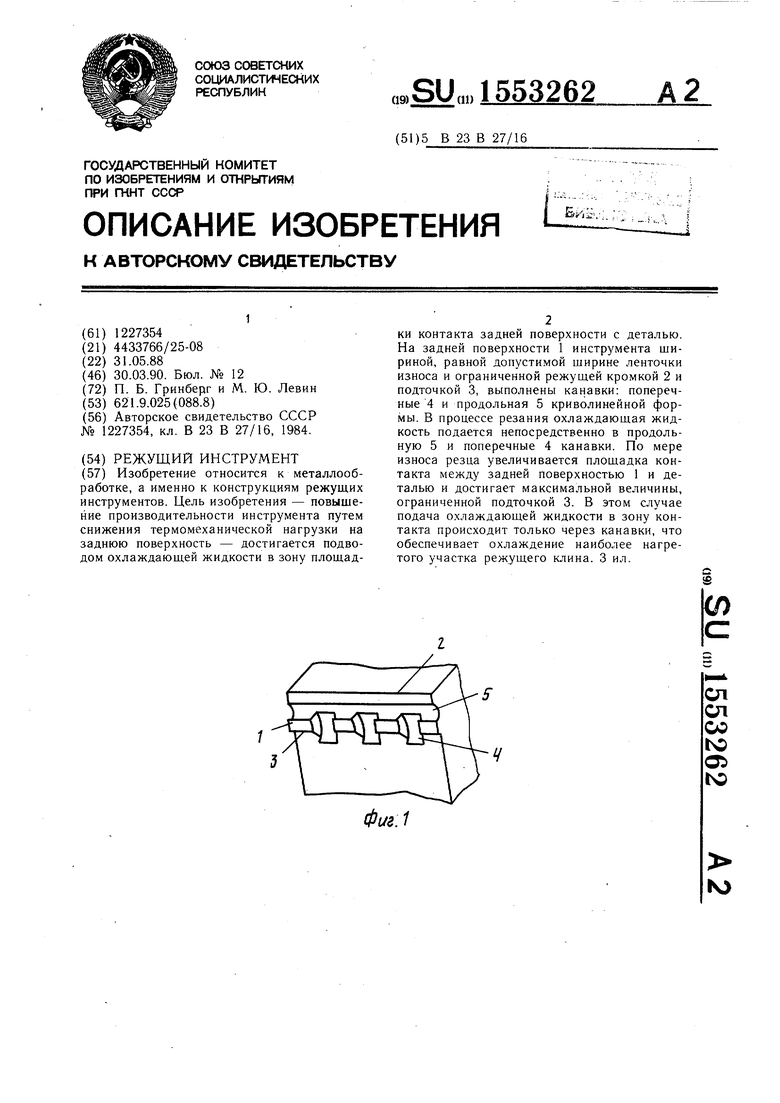
Ю
Изобретение относится к металлообработке, а именно к конструкциям режущих инструментов.
4 Целью изобретения является повышение производительности инструмента путем снижения термомеханической нагрузки на заднюю поверхность.
Поставленная цель достигается путем подвода охлаждающей жидкости в зону площадки контакта задней поверхности инструмента с деталью.
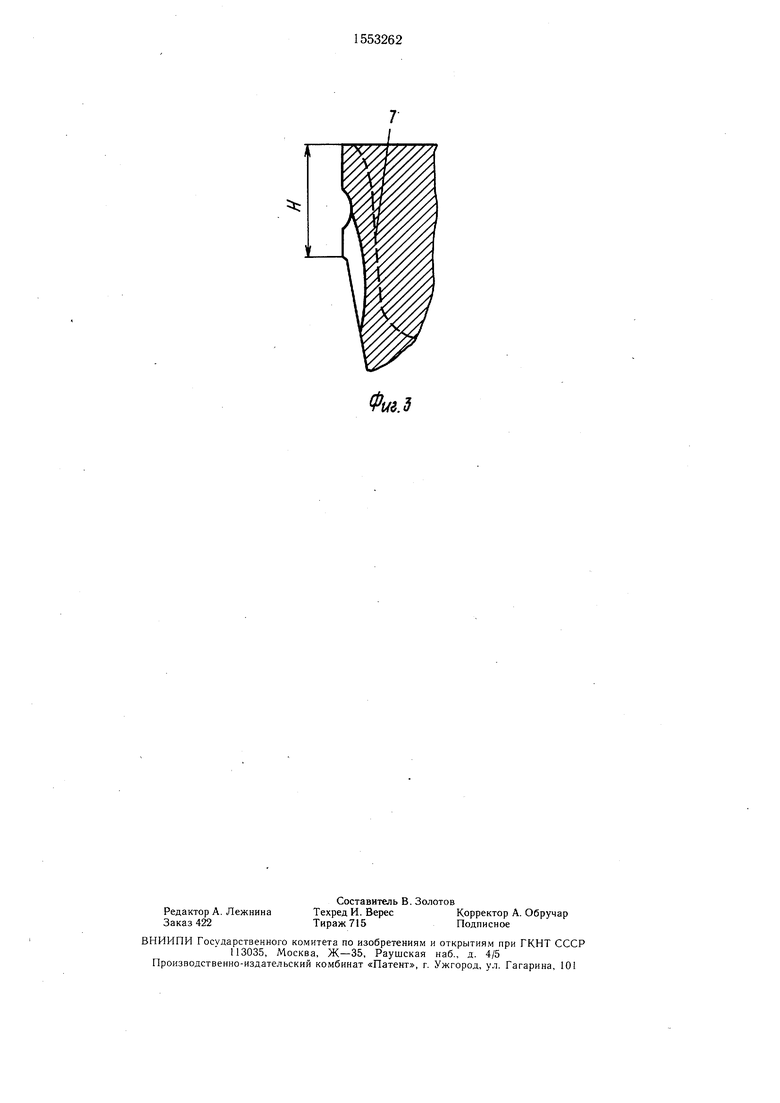
может происходит только через канавки, при этом продольная канавка 5 позволяет активно охлаждать наиболее нагретый участок режущего клина. По мере дальнейшего износа проходное сечение канавок уменьшаетНа фиг. 1 изображена головка режущего инструмента; на фиг. 2 - то же, поперечное сечение; на фиг. 3 - то же, по достижении критерия износа.
Режущий инструмент, в данном случае резец, содержит на задней поверхности 1, ся и эксплуатацию резца прекращают, когда ограниченной режущей кромкой 2 и под- пропускная способность канавок перестает точкой 3, канавки- поперечные 4 к режущей обеспечивать охлаждение участка 6. кромке 2 и продольную 5, выполненнуюПреимущества предлагаемого инструменпараллельно режущей кромке 2. Продоль- та наиболее весомо проявляются на участ- ная канавка 5 выполнена отстоящей от 20 ке нормального износа задней поверхности 1, режущей кромки на величину h и от под- расположенного преимущественно между точки 3 на величину fa, ее профиль имеет криволинейную форму. Поперечные канавки 4 выполнены отстоящими от режущей кромки 2 на величину h,. Задняя поверхность 1 имеет ширину Я, равную допустимой ширине ленточки износа резца, на ней заточен задний угол а. Поперечная канавка имеет лубину t, подточка - глубину /2, а продольная канавка - iлубину /з25
участками h и fa, что связано с обильным его охлаждением и уменьшением вследствие этого.
Формула изобретения
Режущий инструмент по автев
№ 1227354, отличающийся тем, что, с целью повышения производительности, на задней
Резец работает следующим образом - поверхности в пределах ее рабочей части и В процессе резания вначале участвует параллельно режущей кромке выполнена только участок задней поверхности /г, При продольная канавка криволинейной формы.
этом в режущем клине образуется область нагрева, наиболее нагретый участок б которой расположен на некотором удалении от задней поверхности 1. Этот участок условно ограничен изотермой 7. Охлаждающая жидкость подается непосредственно в продольную 5 и поперечные 4 канавки. По мере износа резца увеличивается контакт между задней поверхностью 1 резца и деталью и, когда износ достигает участка hi,
подача охлаждающей жидкости к участку 6
может происходит только через канавки, при этом продольная канавка 5 позволяет активно охлаждать наиболее нагретый участок режущего клина. По мере дальнейшего износа проходное сечение канавок уменьшает ся и эксплуатацию резца прекращают, когда пропускная способность канавок перестает обеспечивать охлаждение участка 6. Преимущества предлагаемого инструмента наиболее весомо проявляются на участ- ке нормального износа задней поверхности 1, расположенного преимущественно между
участками h и fa, что связано с обильным его охлаждением и уменьшением вследствие этого.
Формула изобретения
Фш.З
| Режущий инстумент | 1984 |
|
SU1227354A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
