рость распространения акустических волн для каждого изделия Cei- (i 1 , 2,...,N - номер изделия в выборке). По результатам измерений выбирают два изделия, имеющих максимальное
(С ) и минимальное (С. ) значения
скорости распространения акустических
волн. Далее из этих изделий вырезают по п одинаковых образцов в направлении среза совпадающей с продольной осью изделия и по m образцов в направ лении, перпендикулярном продольной оси. Для каждого образца измеряют известными методами удельное электри- ческое сопротивление р и устанавливают пределы разбраковки 0 и р. На этих же образцах производят измерение скорости распространения акустических волн Cg , например, путем измерения времени распространения ультразвуковых волн в образце, или путем измерения частоты собственных колебаний образца при ударном воздействии с последующим определением Cfc по известным аналитическим зависимостям.
Для каждого из двух выбранных изделий находят средние значения С„
-Б.
.нр
1 JLJL
1.г
m+n
-
61(1.U
Puт п
i -, д
fin,)
где С
е
J4
средние значения скорости распространения акустических волн для изделий с минимальной (CfeMwH) и максимальной (С. ) величинами ско4 ЬЬЫ6
рости распространения; средние значения удельного электрического сопротивления этих же изделий. По найденным значениям Cft, Cft , (( и о строят линейную регрессивную зависимость
О (Се), по которой определяют пределы разбраковки Р,рр, Ceii,
и С,
eft
При текущем контроле качества изделий партии измеряют только скорость распространения акустических волн Се и разбраковку ведут по данному параметру, исходя из пределов С и С .
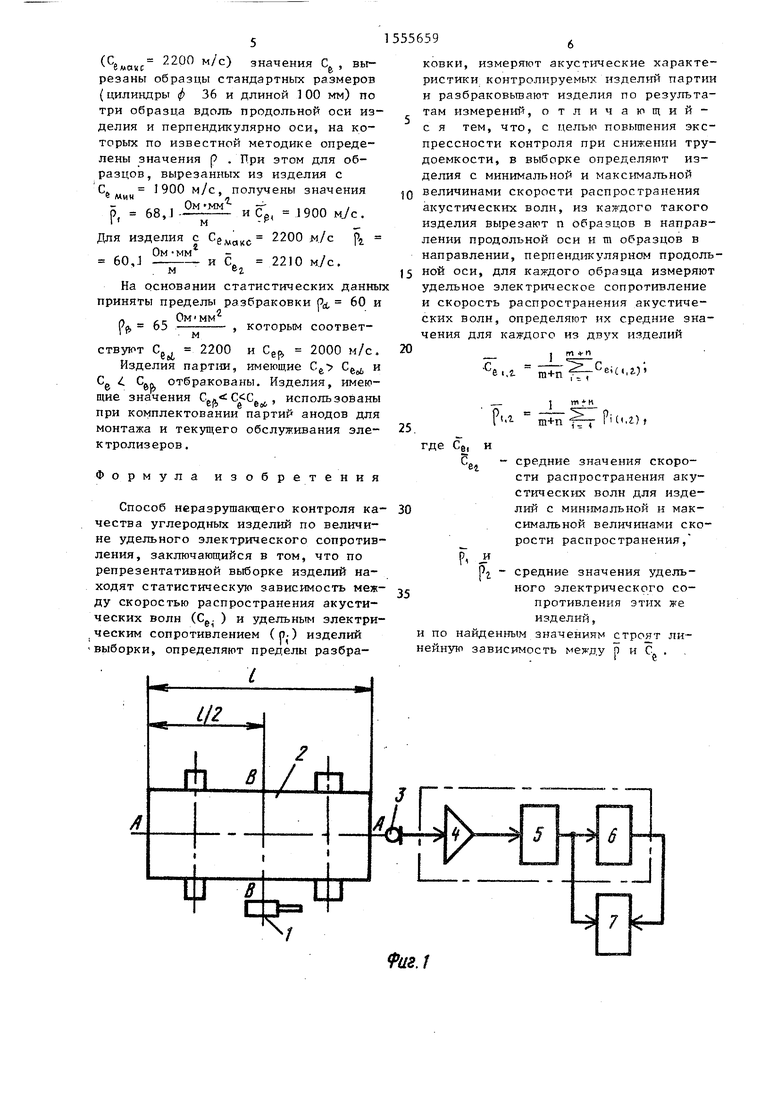
В устройстве установлены ударник J, испытуемое изделие 2, по которому осуществляется удар, приемник 3, на0
, 5 0 25
30
35
40
45
50
55
пример микрофон механических колебаний изделия, возникающих в результате удара. Приемник 3 преобразует механические колебания в электрические, передаваемые на усилитель 4, исключающий влияние силы удара на результат измерения. Выход усилителя 4 соединен с входом перестраиваемого фильтра 5, предназначенного для исключения влияния на процесс измерения производственных шумов и выделения из сигнала определенного вида собственных колебаний изделия. Выход фильтра 5 подключен к входу синхронизатора 6, вырабатывающего импульс запуска в момент нанесения удара по изделию и обеспечивающего включение частотомера 7, на вход которого подается сигнал с выхода фильтра 5.
При расположении ударника по оси ВВ обеспечивается возникновение поперечных акустических колебаний, при расположении ударника 1 на оси АА возможно возбуждение продольных колебаний.
Устройство работает следующим образом.
При нанесении удара ударников 1 (молотком) по поверхности углеродного испытуемого изделия 2 в нем возникают механические колебания, которые воспринимаются и преобразуются в электрический сигнал микрофоном. Усилитель 4 усиливает и ограничивает сигнал, который передается на перестраиваемый фильтр 5. Сигнал с фильтра поступает на синхронизатор 6, который производит запуск частотомера 7. Одновременно сигнал с фильтра поступает частотомера 7, с помощью которого производят измерение частоты выделенных колебаний. Результат измерения частоты сохраняется на цифровом табло частотомера до получения нового сигнала микрофоном. Сброс показаний происходит автоматически в начале каждого измерения.
По полученным значениям частот собственных колебаний по известным аналитическим зависимостям с учетом формы образца определяют значение Се- и соотносят его с диапазоном разбраковки.
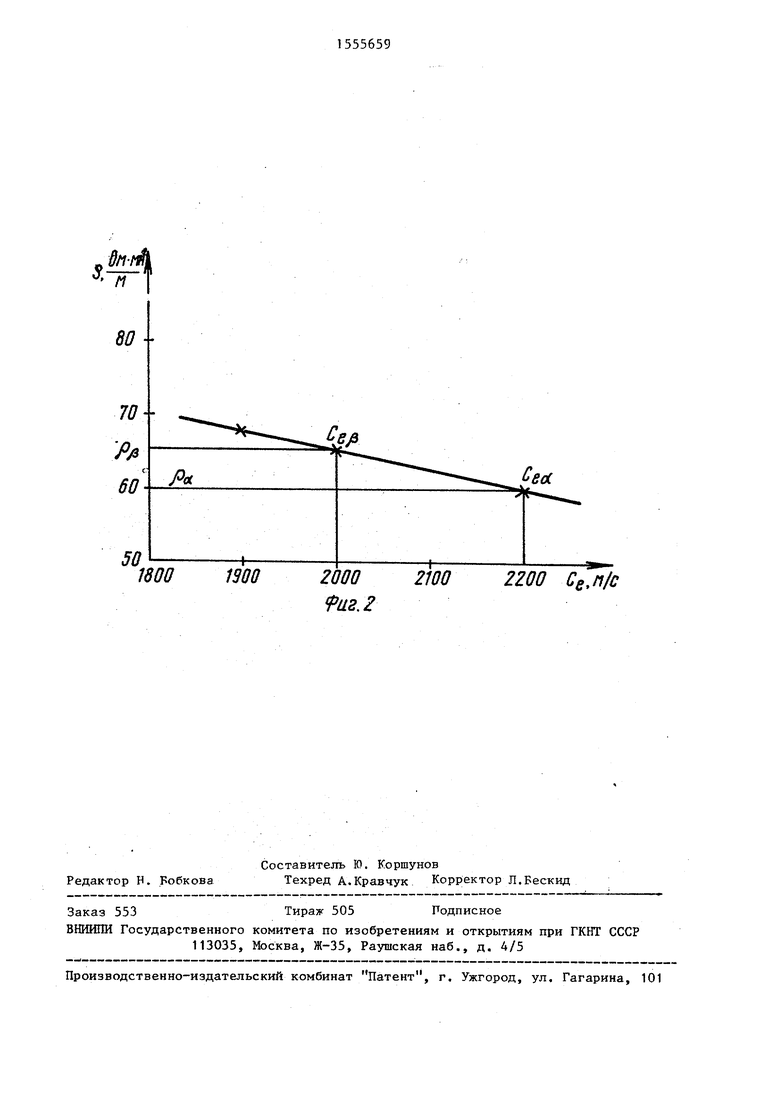
Пример. При измерении выборки анодных блоков получены значения в пределах 1900-2200 м/с (фиг.2).
Из блоков, имеющих минимальное (Се h 1900 м/с) и максимальное
(Ceweiuc 2200 м/с) значения Cfe , вырезаны образцы стандартных размеров (цилиндры ф 36 и длиной 100 мм) по три образца вдоль продольной оси изделия и перпендикулярно оси, на которых по известной методике определены значения р . При этом для образцов, вырезанных из изделия с
С„ 1900 м/с. получены значения мин /2
pf 68,1 . OM.22L и Cfp, 1 900 мУс .
Для изделия с Семакс 2200 м/с j 60,J
. и Ср 2210 мУс. м ег
На основании статистических данны приняты пределы разбраковки рл 60 и
л , Омммг
PJ, 65 , которым соответм
ствуют Сы 2200 и Сер, 2000 м/с. Изделия партии, имеющие Се Сей и С Ј Си-, отбракованы. Изделия, имеющие значения , использованы при комплектовании партий анодов для монтажа и текущего обслуживания электролизеров .
Формула изобретения
Способ неразрушающего контроля ка- чества углеродных изделий по величине удельного электрического сопротивления, заключающийся в том, что по репрезентативной выборке изделий находят статистическую зависимость меж- ду скоростью распространения акустических волн (Се. ) и удельным электри- (ческим сопротивлением (р-) изделий выборки, определяют пределы разбраковки, измеряют акустические характеристики контролируемых изделий партии и разбраковывают изделия по результатам измерений, отличающийся тем, что, с целью повышения экс- прессности контроля при снижении трудоемкости, в выборке определяют изделия с минимальной и максимальной
величинами скорости распространения акустических волн, из каждого такого изделия вырезают п образцов в направлении продольной оси и m образцов в направлении, перпендикулярном продоль5 ной оси, для каждого образца измеряют удельное электрическое сопротивление и скорость распространения акустических волн, определяют их средние значения для каждого из двух изделий
20
Ce..t m+n f -ue«o,i)«
25
Р -г m+n f|r
С8, С
et
- средние значения скорости распространения акустических волн для изделий с минимальной и максимальной величинами скорости распространения,
Р, и
рг - средние значения удельного электрического сопротивления этих же изделий,
и по найденным значениям строят линейную зависимость между р и С.
1300
2000 Фаг. 2
Се
2100 2200 Ce,nfc

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля качества сварных швов изделий | 1987 |
|
SU1479871A1 |
| СПОСОБ ИССЛЕДОВАНИЯ СВОЙСТВ МАТЕРИАЛА ИЗДЕЛИЙ | 1998 |
|
RU2140075C1 |
| Ультразвуковой импульсный способ исследования буровых скважин и устройство для его осуществления | 1974 |
|
SU603933A1 |
| АКУСТИЧЕСКИЙ БЛОК С ПЕРЕМЕННЫМ УГЛОМ ВВОДА УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1988 |
|
SU1730918A1 |
| Установка для ударных испытаний образцов | 1986 |
|
SU1370510A1 |
| Способ измерения акустических характеристик материалов | 1987 |
|
SU1455293A1 |
| Преобразователь для излучения релеевских волн | 1986 |
|
SU1442900A1 |
| УЛЬТРАЗВУКОВОЙ УРОВНЕМЕР | 1997 |
|
RU2112220C1 |
| АКУСТИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ОБРАЗЦА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044298C1 |
| СПОСОБ ОЦЕНКИ ТОЛЩИНЫ КОЛОННЫ ПРИ УЛЬТРАЗВУКОВОМ МЕТОДЕ КОНТРОЛЯ | 1997 |
|
RU2138778C1 |
Изобретение относится к цветной металлургии, в частности к методам и средствам контроля характеристик углеродных изделий. Целью изобретения является повышение экспрессности контроля при одновременном снижении трудоемкости. Это достигается путем перехода от разбраковки по величине удельного электрического сопротивления (ρ) к разбраковке изделий по скорости распространения в изделии акустических волн (Cе). При этом регрессионная зависимость связи строится путем определения в выборке двух изделий с минимальной и максимальной величинами Cе, изготовления из каждого изделия образцов срези с осью, совпадающей с осью изделия и перпендикулярной ей, измерения ρ и Cе каждого образца и нахождения усреднения значений ρ1, ρ2, Cе1, Cе2. По ним строится регрессионная зависимость. Пределы разбраковки по ρ (ρ @ и ρ @ ) однозначны, при этом определяют пределы разбраковки по Cе (Cе @ и Cе @ ). 2 ил.
| Изделия углеродистые | |||
| Методы определения удельного электрического сопротивления | |||
| Гидравлическая установка | 1928 |
|
SU23776A1 |
| Геофизические методы исследования нефтяных и газовых скважин./Под ред | |||
| Л.И.Померанца, М.: Недра, 1981, с.32-43. | |||
