1
Изобретение относится к акустическим методам неразрушаемого контроля и может быть использовано при ультразвуковой (УЗ) дефектоскопии сварных швов изделий с неудаленным .валиком усиления.
Целью изобрете ния является повышение достоверности контроля за счет уменьшения уровня сигналов помехи, отраженных от валика усиления сварного шва.
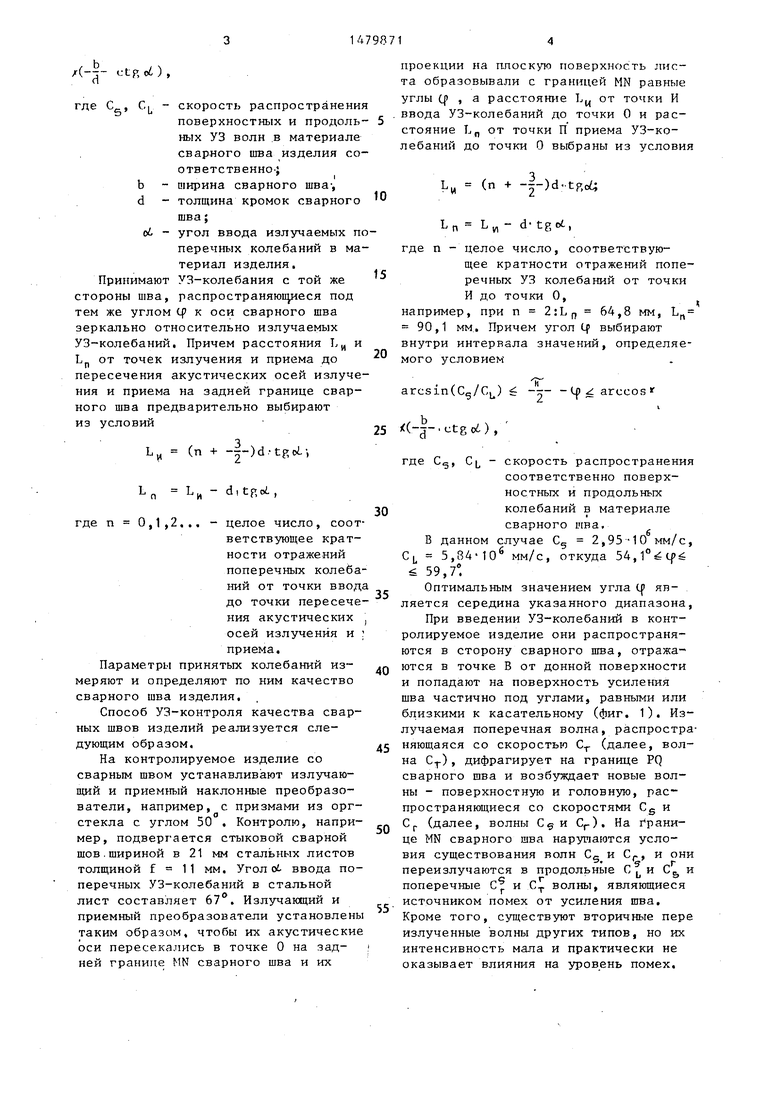
На фиг. 1 схематично представлено образование поверхностных и головных волн в результате трансформации излучаемых в изделие со сварным швом поперечных волнЈ на фиг. 2 - схема УЗ контроля качества сварных швов изделий.
Способ УЗ-контроля качества сварных швов изделий заключается в следующем.
В изделие излучают поперечные колебания в направлении, образующем угол tp с осью сварного ива, который выбирают из условия
arosin(Cs/CL) Ј -Ц Ј arccos
4ь
СО
00
1
clRoO,
скорость распространения
поверхностных и продоль- 5 ных УЗ волн в материале сварного шва изделия соответственно-}ширина сварного шва-, толщина кромок сварного
шва;
угол ввода излучаемых поперечных колебаний в материал изделия.
УЗ-колебания с той же распространяющееся под (f к оси сварного шва осительно излучаемых Причем расстояния LM и
20
Ln от точек излучения и приема до пересечения акустических осей излучения и приема на задней границе сварного шва предварительно выбирают из условий
Ьи (n + -|-)d-tgci.,
Ln Ч ditpXi
где n 0,1,2... - целое число, соот
ветствующее кратности отражений поперечных колебаний от точки ввода до точки пересечения акустических , осей излучения и приема.
Параметры принятых колебаний из- меряют и определяют по ним качество сварного шва изделия.
Способ УЗ-контроля качества сварных швов изделий реализуется следующим образом,
На контролируемое изделие со сварным швом устанавливают излучающий и приемный наклонные преобразователи, например, с призмами из оргстекла с углом 50 , Контролю, напри
мер, подвергается стыковой сварной шов шириной в 21 мм стальных листов толщиной f 11 мм. Угол Ы. ввода поперечных УЗ-колебаний в стальной лист составляет 67°. Излучающий и приемный преобразователи установлены таким образом, чтобы их акустические оси пересекались в точке 0 на задней границе MN сварного шва и их
проекции на плоскую поверхность листа образовывали с границей MN равные углы Ср , а расстояние LM от точки И ввода УЗ-колебаний до точки 0 и расстояние Ln от точки П приема УЗ-колебаний до точки 0 выбраны из условия
-и (п + -y)d-tp,ot;
0
5
0
5
.Q
д5
0
55
Ln Ьи - d- tgot,
где n - целое число, соответствующее кратности отражений поперечных УЗ колебаний от точки И до точки О,
например, при n 2:Ln 64,8 мм, Ln 90,1 мм. Причем угол Ц выбирают внутри интервала значений, определяемого условием
arcsin(C5/Cu) -j- -Ц) ar-ccos
i
(-g-.ctgoO,
где Сд, CL - скорость распространения соответственно поверхностных и продольных колебаний в материале сварного шва,
В данном случае С5 2,95-10 мм/с, CL 5,84-Ю6 мм/с, откуда 54, Ј 59,7°.
Оптимальным значением угла ср является середина указанного диапазона,
При введении УЗ-колебаний в контролируемое изделие они распространяются в сторону сварного шва, отражаются в точке В от донной поверхности и попадают на поверхность усиления шва частично под углами, равными или близкими к касательному (фиг. 1). Излучаемая поперечная волна, распространяющаяся со скоростью Ст (далее, волна Ст), дифрагирует на границе PQ сварного шва и возбуждает новые волны - поверхностную и головную, распространяющиеся со скоростями Cs и Сг (далее, волны Сеи Сг). На границе MN сварного шва нарушаются условия существования волн Cs и Сг, и они
переизлучаются в продольные С и С1, и
с г поперечные Cj и Ст волны, являющиеся
источником помех от усиления шва. Кроме того, существуют вторичные пере излученные волны других типов, но их интенсивность мала и практически не оказывает влияния на уровень помех.
Поскольку скорости Cf, C и С больше С , то помехи, вызванные этими типами волн, при приеме могут быть (восприняты как сигналы от дефекта, лежащего внутри шва, а помехи от волны С - как сигналь: от дефектов на границе шва.Поскольку на границе MN для перечисленных волн отражение происходит с трансформацией, углы между направлением их распространения и прямой MN будут отличаться от угла tf (фиг. 2): чем меньше угол (f , тем больше это бтличие, При угле Ср
Т С5„
-г- - arcsin --- исчезает волна С . /CLЦ
Причем уменьшение угла (о без ограничений невозможно. Для получения достоверных результатов контроля всего сечения шва необходимо, чтобы излученный УЗ-луч пересекал сечение шва без отражений, следовательно проекция отрезка ОА акустической оси излучателя на плоскость изделия (ОА b/sinCp ) не должна превышать величины cb tgoi. Эти соображения учтены при выборе угла ц . Для подавления геометрической составляющей помех от усиления шва, обусловленных зеркальным отражением излучаемой волны С при условии 30 ния Ъи и Ln от точек излучения и при- ее падения перпендикулярно поверхнос- ема до пересечения акустических осей
и
И
Ln
(п
L п Ь и
5
ти усиления шва, расстояния выбраны неравными (разная кратность отражений). При этом сигнал отраженный от усиления шва, не попадает 35 на приемный преобразователь. Выбор неравных расстояний обеспечивает наилучшее выявление плоскостных вертикально ориентированных дефектов. Излучают излучающим преобразователем 40 УЗ-колебания и принимают приемным преобразователем УЗ-колебания, отраженные в сварном шве изделия. С помо- где С щью УЗ-дефектоскопа измеряют параметры принятых колебаний и определя- 45 ют качество контролируемого сварного шва.
Реализация способа УЗ-контроля качества сварных швов изделий позволяет снизить уровень помех от усиле- 50 ния шва при контроле сварных соединений толщиной 6-20 -мм, выполненных двухсторонней сваркой на 18 дБ, обеспечивая тем самым выявление дефектов п 0,1,2, с эквивалентной площадью 1,5 мм2 при 55 отношении сигнал-помеха, равном 2. При реализации способа УЗ-контроля качества сварных швов изделий с помощью
излучения и приема на задней границе сварного шва соответственно выбирают из условий
Vi
arcsin(C5/Cb) - -(f arccos (---ctgoi)
+ ---)d-tgot ;
d.tgoC,
C - скорость распростране- нения поверхностных и головных волн в материале сварного шва соответственно j
b - ширина сварного шва,
d - толщина кромок сварного шва1,
DЈ - угол ввода излучаемых поперечных колебаний в материал изделий; - целое число, соответствующее кратности отражений поперечных акустических осей излучения и приема.
автоматизированного дефектоскопа УД2С- 93 при контроле одной парой преобразователей (излучатель-приемник), рас- положенной с одной стороны шва, и второй аналогичной парой преобразователей, расположенной с другой стороны шва, достигается достоверность результатов контроля, равная 97%,
10
Формула изобретения
Способ ультразвукового контроля качества сварных швов изделий, заключающийся в излучении в изделие поперечных колебаний в направлении, образующем угол Cf с осью сварного пгва, приеме колебаний с той же стороны шва,, распространяющихся под угломер к оси
сварного шва зеркального относительно излучаемых колебаний, измерении параметров принятых колебаний и определении по измеренным параметрам качества сварного шва изделия, о т л и-
чающийся тем, что, с целью повышения достоверности контроля за счет уменьшения уровня сигналов помехи, отраженных от валика усиления сварного шва, угол q и расстоя
3540где С 45
излучения и приема на задней границе сварного шва соответственно выбирают из условий
Vi
arcsin(C5/Cb) - -(f arccos (---ctgoi) )
Ln
(п
е С
+ ---)d-tgot ;
L п Ь и
е С
d.tgoC,
,2,
C - скорость распростране- нения поверхностных и головных волн в материале сварного шва соответственно j
b - ширина сварного шва,
d - толщина кромок сварного шва1,
DЈ - угол ввода излучаемых поперечных колебаний в материал изделий; - целое число, соответствующее кратности отражений поперечных акустических осей излучения и приема.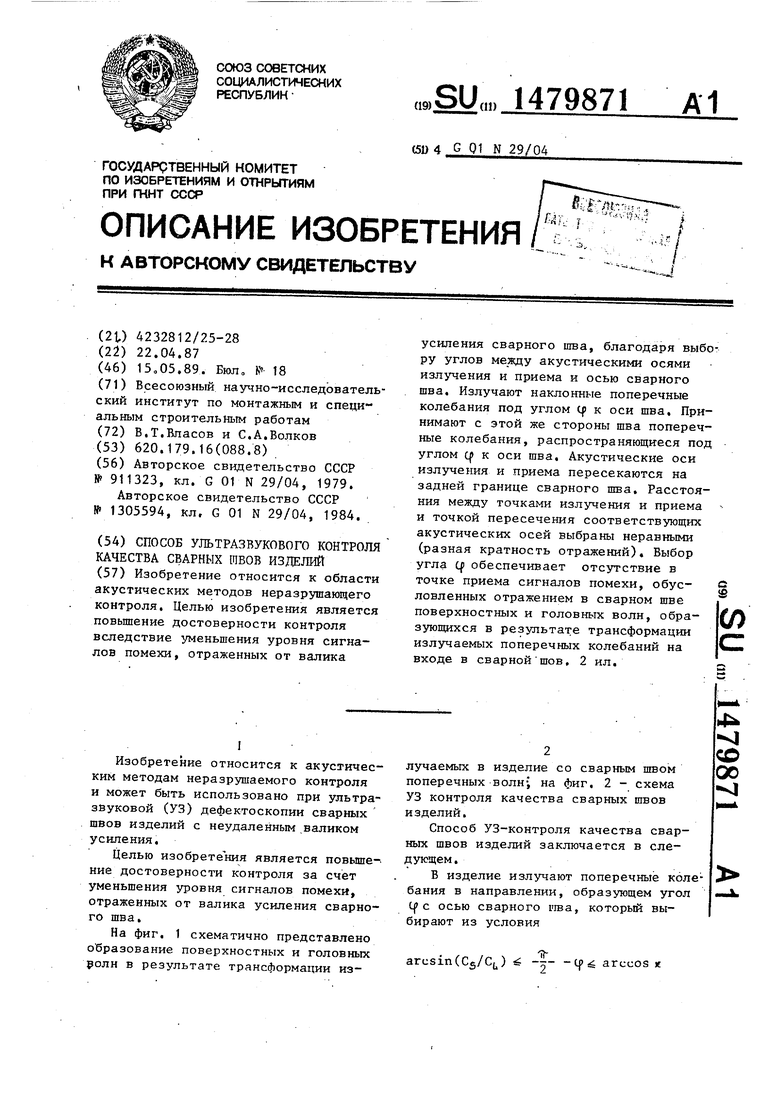
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ И ОПТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО КОМПЛЕКСА | 2012 |
|
RU2515957C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1604002A1 |
| Способ ультразвукового контроля сварного шва изделия | 1985 |
|
SU1298647A1 |
| Способ ультразвукового контроля сварных швов | 1988 |
|
SU1677616A1 |
| Способ ультразвукового контроля сварных соединений изделий | 1987 |
|
SU1439485A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ ШВОВ | 2009 |
|
RU2395802C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ В ТОНКОСТЕННЫХ ИЗДЕЛИЯХ | 2003 |
|
RU2256173C1 |
| Способ ультразвукового контроля сварных швов с крупнодендритной структурой | 1987 |
|
SU1446560A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ОБЪЕКТОВ ИЗ ТВЁРДЫХ МАТЕРИАЛОВ, УЛЬТРАЗВУКОВОЙ ВЫСОКОЧАСТОТНЫЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) И АНТЕННАЯ РЕШЁТКА С ПРИМЕНЕНИЕМ СПОСОБА | 2017 |
|
RU2657325C1 |
| Способ ультразвукового контроля стыковых сварных соединений с подкладкой | 1988 |
|
SU1548749A1 |
Изобретение относится к области акустических методов неразрушающего контроля. Целью изобретения является повышение достоверности контроля вследствие уменьшения уровня сигналов помехи, отраженных от валика усиления сварного шва, благодаря выбору углов между акустическими осями излучения и приема осью сварного шва. Излучают наклонные поперечные колебания под углом φ к оси шва. Принимают с этой же стороны шва поперечные колебания, распространяющиеся под углом φ к оси шва. Акустические оси излучения и приема пересекаются на задней границе сварного шва. Расстояния между точками излучения и приема и точкой пересечения соответствующих акустических осей выбраны неравными / разная кратность отражений /. Выбор угла φ обеспечивает отсутствие в точке приема сигналов помехи, обусловленных отражением в сварном шве поверхностных и головных волн, образующихся в результате трансформации излучаемых поперечных колебаний на входе в сварной шов. 2 ил.
м
Ф«9.1
Фив.1
н
| Способ ультразвукового контроля сварных швов | 1980 |
|
SU911323A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 1305594, кл, G 01 N 29/04, 1984. | |||
