Изобретение относится к сварочному оборудованию и может применяться в различных областях производства, где сварщик удален от источника сварочного тока.
Целью изобретения является повышение надежности в работе путем исключения приема ложных сигналов индукционно из параллельных сварочных кабелей, ложных сигналов, возникающих при касании электродом клеммы переносного блока команд, и влияния цепей управления силовых тиристоров на работу устройства в период подачи команд управления.
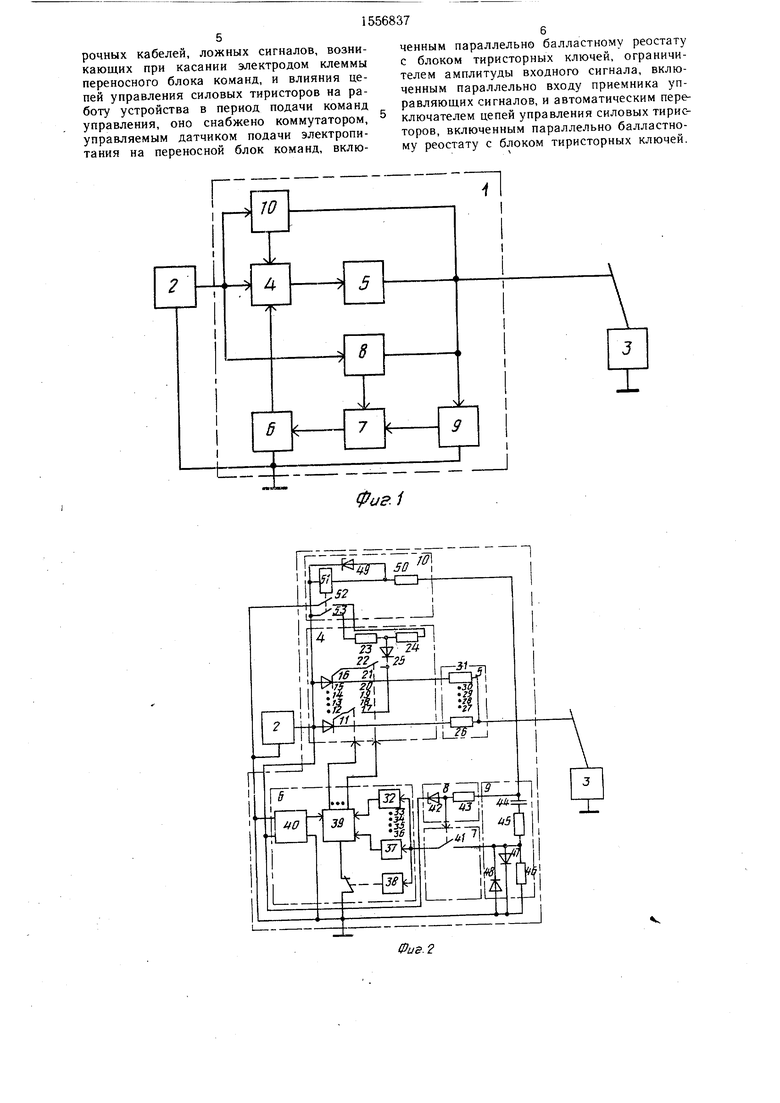
На фиг. 1 представлена блок-схема устройства дистанционного управления сварочным током по сварочному кабелю; на фиг. 2 - пример выполнения устройства; на фиг. 3 - параллельное включение-устройств.
Устройство дистанционного управления сварочным током по сварочному кабелю состоит из исполнительного блока 1, подключенного к источнику 2 сварочного тока, и переносного блока 3 команд.
Исполнительный блок 1 содержит блок 4 тиристорных ключей, балластный реостат 5, приемник 6 управляющих команд, коммутатор 7 входного сигнала, управляемый датчиком 8 подачи электропитания на переносной блок 3 команд, ограничитель 9, амСП
сд
о
00
00
«ч
к
1556837
34
плитуды входного сигнала, автоматическийПри замыкании электрода на свариваемую
переключатель 10 цепей управления силовыхдеталь (проведение сварки) напряжение,
тиристоров.прикладываемое к автоматическому переклюБлок 4 тиристорных ключей содержитчателю 10, достаточно для его срабатыватиристоры И -16, количество которых рав-ния, контакты 52 и 53 замыкаются и, есно числу ступеней балластного реостата,5 ли замкнуты какие-нибудь переключатели
переключатели 17-22, предназначенные для17-22, то тиристоры 11 - 16, у которых
замыкания цепей управления тиристоров,цепи управления замкнуты, открываются и
соответствующих включаемых ступеням бал-выполняется сварка. При этом переключаластного реостата, делитель напряжения,тель 41 также включен, однако уровень
состоящий из резисторов 23 и 24, диод 25.ю шумов не велик и приемы ложных сигналов
Балластный реостат 5 содержит сопротивле-отсутствуют,
ния 26-31. Приемник 6 управляющих ко-На период, когда одно или несколько манд содержит полосовые частотные фильт-устройств не находятся в работе (прове- ры 32-38, число которых на один большедение сварки, подача управляющих сигна- числа ступеней балластного реостата, блоклов) коммутатор 7 входного сигнала от- памяти 39, предназначенный для запоми- ключей и ложные приемы сигналов из-за наний управляющих сигналов управления пе-их передачи индукционно из других кабелей реключателями 17-22, блок питания 40.отсутствуют (см. фиг. 3). Однако если ком- Коммутатор 7 входного сигнала представ-мутатор 7 входного сигнала включен, то ляет собой электронный ключ-переключательложные приемы сигналов индукционно воз- 41. Датчик 8 подачи электропитания на20 можны. Коммутатор 7 может быть вклю- переносной блок команд состоит из стаби-чен в двух случаях: при проведении свар- литрона 42 и резистора 43, ограничиваю-ки и при совпадении времени подачи ко- щего его ток. Ограничитель 9 амплитудыманд управления двух или нескольких уст- входного сигнала содержит конденсатор 44,ройств.
делитель напряжения, состоящий из резне-В обоих случаях вход приемника 6 уп- торов 45 и 46, диоды 47 и 48. Авто- 5 равляющих сигналов шунтируется, в первом матический переключатель 10 цепей управле-случае сварочной ду.ой, во втором - вы- ния силовых тиристоров содержит стабили-ходным сопротивлением передатчика, в ре- трон 49, резистор 50, реле 51, контактызультате чего отсутствуют ложные приемы 52 и 53.сигналов индукционно.
Устройство работает следующим образом,до Получены следующие экспериментальные
Для подачи управляющего сигнала необ-данные: при зашунтированном коммутаторе 7
ходимо обеспечить контакт корпуса перенос-входного сигнала коэффициент передачи упного блока 3 команд со свариваемой де-равляющего сигнала из кабеля в кабель
талью и прикоснуться электродом к клеммеиндукционно достигает 0,8, в случае шунти«Вход-выход переносного блока 3. При этомрования входа приемника 6 сварочной дупротечет электрический ток питания пере-gg гой или выходным сопротивлением передатносного блока 3 по цепям: положитель-чика он становится равным не более
ный выход источника 2 - стабилитрон0,5, что обеспечивает нормальную работу
42 - резистор 43 - сварочный кабель-устройства.
клемма «Вход-выход переносного блока 3Эксперимент проводили при следую- и положительный выход источника 2 - ста-щих условиях: сварочный кабель - трех- билитрон 49 и реле 51 - резистор 50 -40 жильный, сечение каждой жилы 35 мм; дли- сварочный кабель - клемма «Вход-выход на сварочного кабеля 35 м; число подклю- переносного блока 3.ченных устройств 2; рабочая частота 100 кГц. При этом резисторы 43 и 50 подобра-По сравнению с известным предлагае- ны так, что реле 51 не срабатывает, амое устройство обеспечивает более надежна стабилитроне 42 откладывается сигнал,45 ную работу, в результате чего снижается в результате чего переключатель 41 замы-количество брака при сварке и появляет- кается (контакты 52 и 53 остаются разом-ся возможность массового внедрения уст- кнуты) и сигнал управления поступает наройств, так как исключаются ложные при- приемник 6 управляющих сигналов. Одно-емы управляющих сигналов за счет перевременно с подачей сигнала из-за «дре-дачи их из параллельных кабелей других безга контакта на вход ограничителя 9 ам-50 устройств, плитуды входного сигнала поступает ложный
сигнал в виде широкого спектра частот,Формула изобретения амплитуда напряжения которого достигает
половины напряжения источника 2. При этомУстройство дистанционного управления
ограничивается амплитуда ложного сигналасварочным током по сварочному кабелю
на уровне амплитуды сигнала, снимаемого55 по авт. св. № 1260132, отличающееся
с переносного блока 3 команд. Однакотем, что, с целью повышения надежности
среднее значение ложного сигнала меньшев работе путем исключения приема ложных
и приемы ложных сигналов отсутствуют.сигналов индукционно из параллельных сварочных кабелей, ложных сигналов, возникающих при касании электродом клеммы переносного блока команд, и влияния цепей управления силовых тиристоров на работу устройства в период подачи команд управления, оно снабжено коммутатором, управляемым датчиком подачи электропитания на переносной блок команд, включенным параллельно балластному реостату с блоком тиристорных ключей, ограничителем амплитуды входного сигнала, включенным параллельно входу приемника управляющих сигналов, и автоматическим переключателем цепей управления силовых тиристоров, включенным параллельно балластному реостату с блоком тиристорных ключей

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1988 |
|
SU1532223A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1989 |
|
SU1743751A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1009666A1 |
| Устройство для дистанционного регулирования величины сварочного тока | 1983 |
|
SU1189619A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1990 |
|
SU1738526A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1252099A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СВАРОЧНОГО ТОКА | 1992 |
|
RU2049617C1 |

Изобретение относится к сварке, а именно к сварочному оборудованию. Цель изобретения - повышение надежности. Устройство содержит источник сварочного тока, переносной блок команд, блок тиристорных ключей, балластный реостат, приемник управляющих сигналов, коммутатор входного сигнала, управляемый датчиком подачи электропитания на переносной блок команд, ограничитель амплитуды входного сигнала, автоматический переключатель цепей управления силовых тиристоров. В основу работы устройства положен частотный принцип передачи-приема управляющего сигнала, использующий семь фиксированных частот, из них шесть предназначены для включения ступеней балластного реостата и одна - для приведения устройства в исходное состояние. Наличие коммутатора входного сигнала, управляемого датчиком подачи электропитания на переносной блок команд, обеспечивает надежность работы за счет исключения приема ложных сигналов индукционно из параллельных сварочных кабелей. Введение в схему ограничителя амплитуды входного сигнала обеспечивает надежность в работе за счет исключения приема ложных сигналов, возникающих при касании электродом клеммы переносного блока команд. Наличие автоматического переключателя цепей управления силовых тиристоров обеспечивает надежность работы за счет исключения влияния цепей управления силовых тиристоров на работу в период подачи команд управления. 3 ил.
Фиг.1
п
фиг.З
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
