Фиг.1
Изобретение относится к области машиностроения и может быть использова но в ультразвуковых технологических устройствах для ударной обработки по- верхности металлов.
Цель изобретения - повышение КПД устройства для ультразвуковой ударной обработки.
На фиг о 1 дана функциональная схема устройства; на фиг.2 - временные диаграммы изменения амплитуды механических колебаний генератора, амплитуды IJ генератора импульсов, амплитуды U ждущего мультивибратора, амплитуды Unri пикового детектора и амплитуды U6X устройства выборки хранения.
Устройство содержит последовательно соединенные ультразвуковой генератор (УЗГ)1, ультразвуковой ударный инст- румент (УУИ)2, датчик 3 механических колебаний, пиковый детектор 4, устройство 5 выборки хранения, экстремальный блок 6, выход которого соединен с входом УЗГ 1 ,, а также генератор 7 импульсов, выход которого соединен с вторым входом устройства 5 выборки- хранения и через ждущий мультивибратор 8 - с вторым входом пикового детектора 4 „
Устройство работает следующим образом.
С УЗГ 1 подают напряжение на УУИ 2. Во время отрыва инструмента амплитуда механических деформаций нарастает до установившегося значения. Во время контакта амплитуда колебаний спадает до нуля . Причем максимальное значение амплитуды механических колебаний постоянно во времени и равно амплитуде колебаний УУИ 2 в режиме холостого хода, так как во время отрыва нагрузка на УУИ 2 отсутствует. Таким образом, измерив максимальное значение амплитуды деформаций, можно освободиться от пульсаций сигнала обратной связи, при неизмененной частоте возбуждения. Для этого в устройство введены пиковый детектор 4, устройство 5 выборки-хранения, гене- ратор 7 импульсов, ждущий мультивибратор 8.
Генератор 7 импульсов выдает импульсы, период которых больше перио- да пульсаций сигнала с выхода датчика 3. По заднему фронту импульсов генератора 7 ждущий мультивибратор 8 выдает импульс для управления сбросом пикового детектора 4, Сигнал с выхода датчика 3 амплитуды механических колебаний поступает на вход пикового детектора 4, на выходе которого в конце времени выборки формируется максимальное значение, которое определяется частотой генератора 7. Информация записывается с выхода пикового детектора 4 в устройство 5 выборки хранения, после чего происходит сброс пикового детектора 4 и все процессы повторяются.
Таким образом, если время выборки которое равно периоду импульса генератора 7, больше периода пульсаций выходного сигнала датчика 3, то хотя бы одно максимальное значение амплитуды деформаций поступит на вход пикового детектора 4, а на выходе устройства 5 выборки-хранения будет пос- тоянный сигнал, пропорциональный амплитуде механических колебаний Преобразователя во время подскока (UB,), Этот сигнал поступит на вход экстремального блока 6, который изменяет частоту генератора таким образом, чтобы амплитуда была максимальна. Такой режим обеспечит наиболее эффективный режим ударной обработки Отсутствие пульсаций на входном сигнале экстремального блока 6 обеспечивает устойчивую и надежную работу экстремального блока 6, что повышает точность настройки генератора на резонансную частоту и, как следст- гвие, повышает КПД устройства. Формула изо.бретения
Устройство для ультразвуковой ударной обработки, содержащее последовательно соединенные экстремальный блок, ультразвуковой генератор, ультразвуковой ударный инструмент, датчик механических колебаний, отличающееся тем, что, с целью повышения КПД, оно снабжено пиковым детектором со сбросом, устройством выборки-хранения, генератором импульсов, ждущим мультивибратором, причем вход пикового детектора подключен к выходу датчика механических колебаний, а выход - к входу устройства выборки-хранения, выход которого подключен к входу экстремального блока, а выход генератора импульсов подключен к второму входу устройства выборки-хранения и через ждущий мультивибратор к второму входу пикового детектора.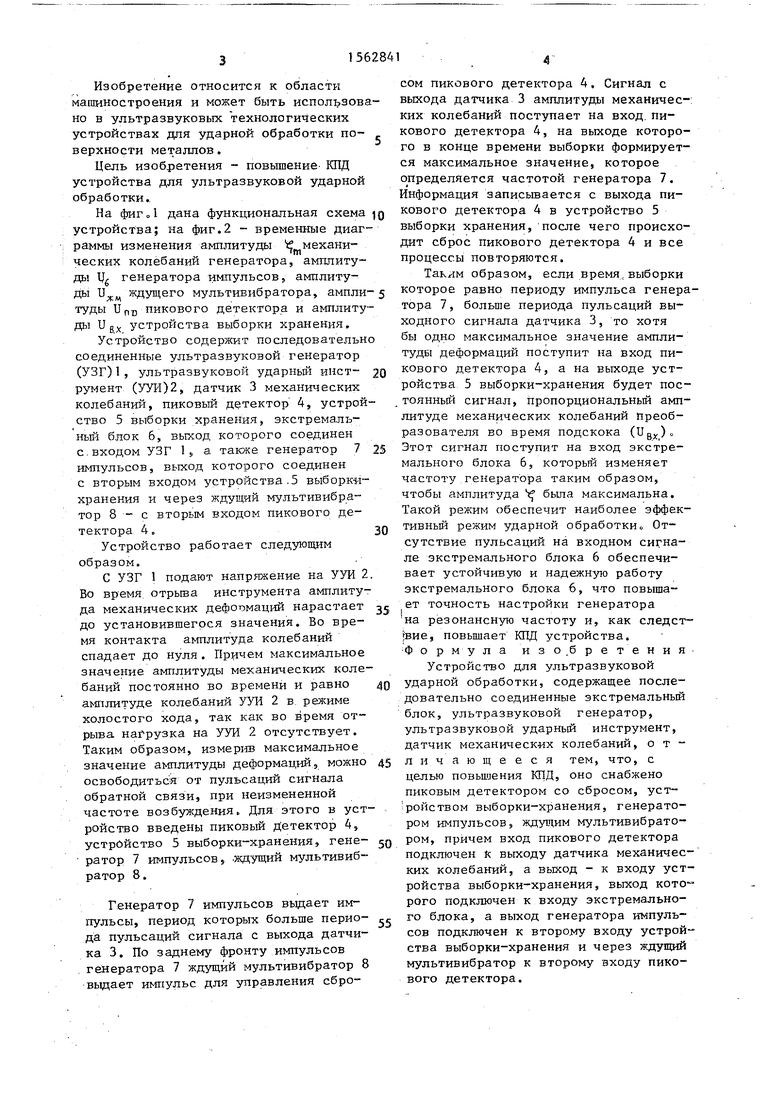
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| СИСТЕМА ОБРАБОТКИ СИГНАЛОВ | 2006 |
|
RU2326359C1 |
| Устройство для автоматической фокусировки объектива | 1990 |
|
SU1744692A1 |
| Устройство для возбуждения непрерывных колебаний струны | 2020 |
|
RU2728245C1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ НЕПРЕРЫВНЫХ КОЛЕБАНИЙ СТРУНЫ | 2018 |
|
RU2689283C1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU740445A1 |
| Амплитудный преобразователь | 1990 |
|
SU1798706A1 |
| Устройство для контроля качества изделий | 1991 |
|
SU1772728A1 |
| Устройство для возбуждения непрерывных колебаний струны импульсом полусинусоидальной формы | 2021 |
|
RU2782678C1 |
| Фазометр низких и инфранизких частот | 1984 |
|
SU1215050A1 |
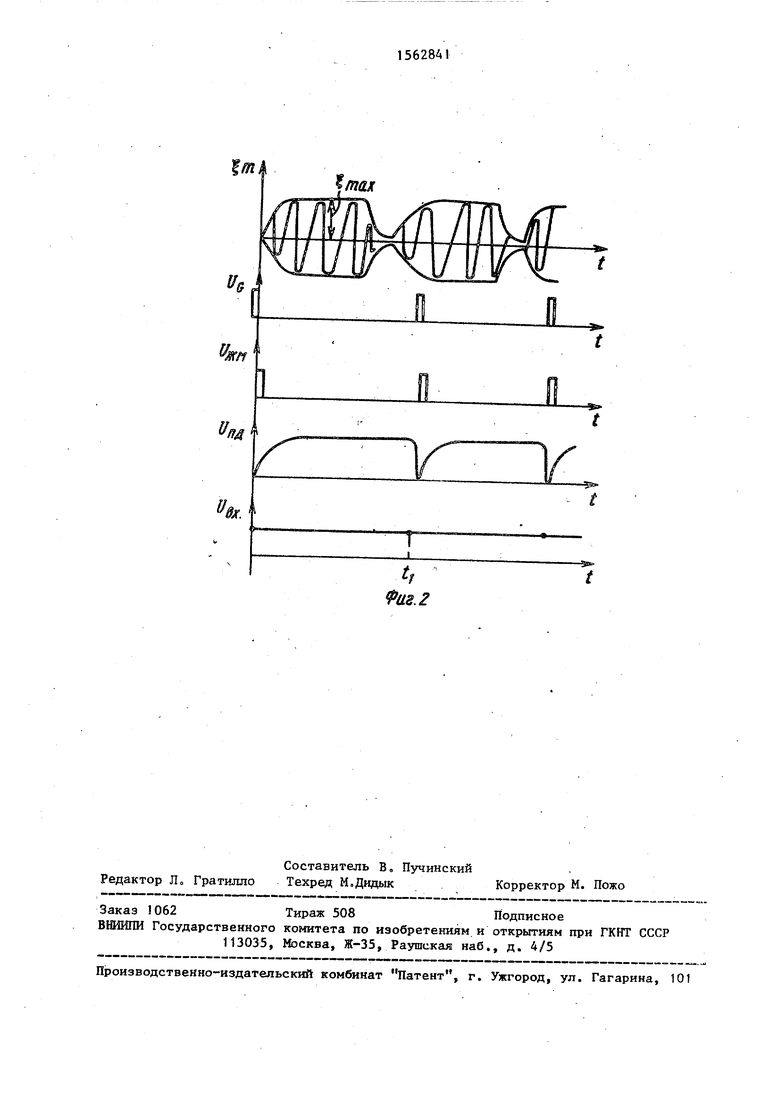
Изобретение относится к машиностроению и может быть использовано в ультразвуковых технологических устройствах для ударной обработки поверхности металлов. Цель изобретения - повышение КПД устройства. Устройство для ультразвуковой ударной обработки содержит последовательно соединенные экстремальный блок 6, ультразвуковой генератор 1, ультразвуковой ударный инструмент 2, датчик 3 механических колебаний. Механические колебания инструмента 2 корректируют контуром, содержащим пиковый детектор 4 со сбросом, устройство 5 выборки-хранения, генератор 7 импульсов, ждущий мультивибратор 8. На вход экстремального блока 6 поступает сигнал, который изменяет частоту генератора таким образом, чтобы амплитуда механических колебаний генератора была максимальной. Это обеспечивает наиболее эффективный режим ударной обработки. 2 ил.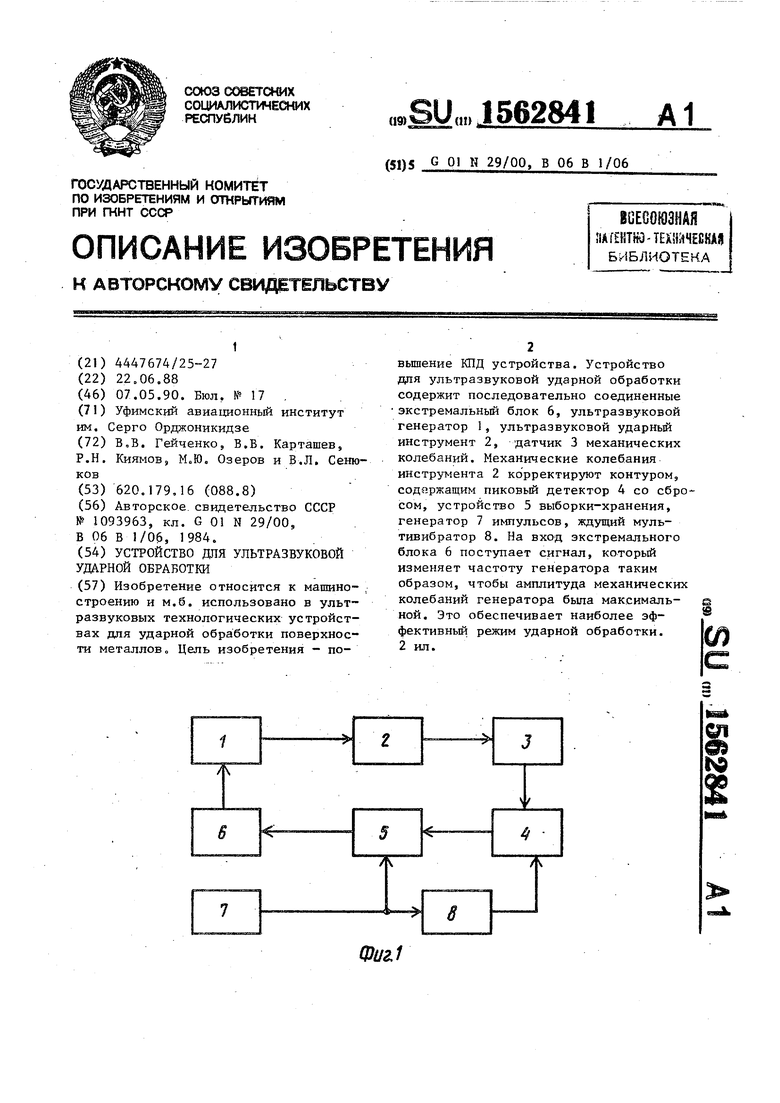
| Авторское, свидетельство СССР № 1093963, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
