1
Устройство относится к микроэлектронике и может быть использовано при сборке полупроводниковых приборов и интегральных микросхем.
Известно устройство для контроля величины деформации проводника, состоящее из индикатора частного типа с регулирующим упором стрелки. В момент касания стрелкой упора срабатывает релейный блок, отключающий ультразвуковой генератор 1.
Однако в известном устройстве не предусматривается автоматическое регулирование деформации проводника.
Наиболее близким техническим решением к предложенному является устройство для регулирования величины деформации проводника при ультразвуковой сварке, содержащее датчик деформации, выход которого подключен ко входу усилителя, делитель напряжения и последовательно соединенный триггер, логический элемент и ультразвуковой генератор 2.
Основным недостатком указанного устройства является то, что первоначальный уровень сигнала от датчика перемещения в момент запуска ультразвукового генератора
функционально не связан с уровнем срабатывания порогового устройства.
Целью изобретения является повыщение точности и автоматизация процесса регулирования величины деформации проводника при сварке.
Поставленная цель достигается тем, что в устройство введены аналоговый ключ, пиковый детектор, сумматор, компаратор и ждущий мультивибратор, при этом к входу аналогового ключа подсоединен выход усилителя, а к управляющему входу- аналогового ключа - выход логического элемента и вход ультразвукового генератора, к выходу аналогового ключа подключены один из выходов компаратора и пикового детектора, выход последнего соединен с первым входом
15 сумматора, второй вход сумматора соединен с выходом делителя напряжения с отрицательным опорны.м напряжением на входе, а выход сумматора подключен ко второму входу компаратора, выход которого сое2(j динен с первым входом триггера с начальным импульсом запуска на втором входе, ждущий мультивибратор подсоединен входом ко второму выходу триггера и выходом ко второму входу пикового детектора.
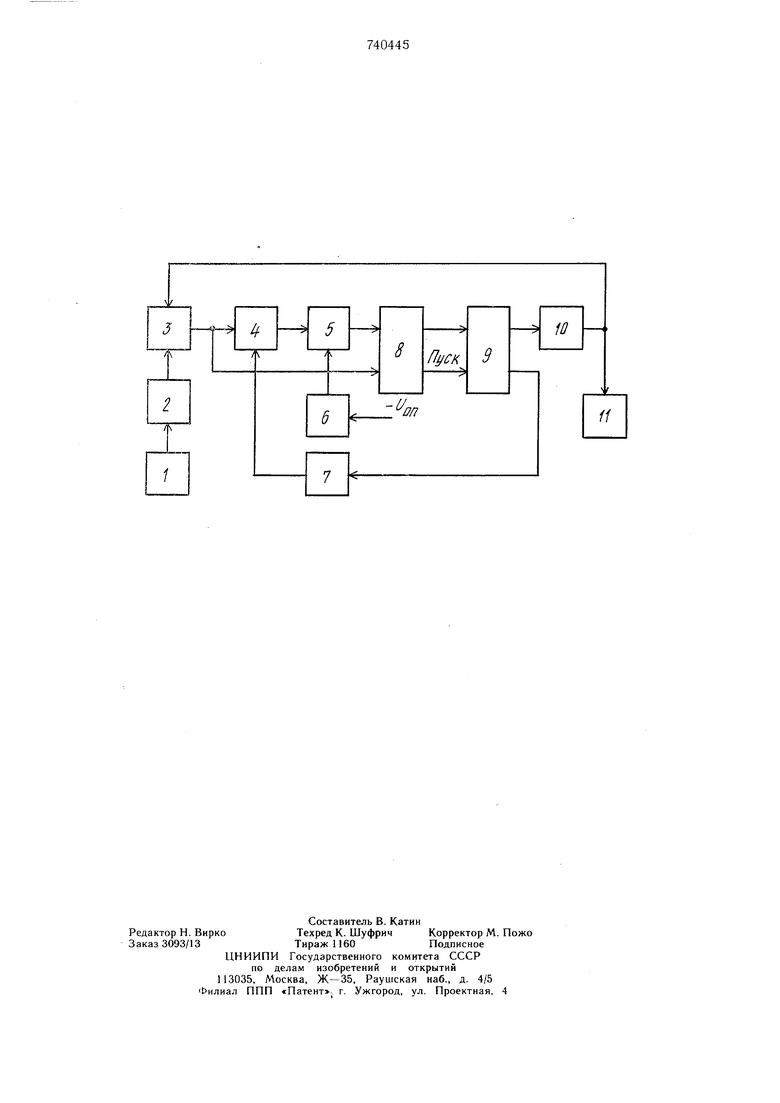
На чертеже приведена структурная схема предлагаемого устройства.
Устройство регулирования величины деформации проводника при сварке содержит датчик деформации, в качестве которого служит первичный преобразователь, принцип действия которого основан на эффекте Холла, усилитель 2, аналоговый ключ 3, пиковый детектор 4, сумматор 5, делитель напряжения 6, ждущий мультивибратор 7, компаратор 8, триггер 9, логический элемент 10, исполняющий функцию инвертора, ультразвуковой генератор 11.
Устройство работает следующим образом.
В ис.ходном состоянии триггер 9 через инвертор запирает аналоговый ключ 3 и запрещает запуск ультразвукового генератора 11. При подаче пускового сигнала на вход триггера 9, который переводит его в противоположное положение, открывается аналоговый ключ 3 и включается ультразвуковой генератор 11. При этом сигнал с датчика перемещений 1 через усилитель 2 и аналоговый ключ 3 поступает на вход пикового детектора 4, где происходит запоминание первоначального положения датчика 1. В то же время сигнал с аналогового ключа 3 поступает на один из входов компаратора 8. Для срабатывания компаратора 8 в момент достижения деформацией заданного значения на делитель напряжения 6 подается отрицательное опорное напряжение Uo , которое делится так, что на вход сумматора 5 подается напряжение, равное К61, где 1-заданная величина перемещения сварочного инструмента, К - коэффициент усиления усилителя 2. На второй вход сумматора 5 приходит сигнал с пикового детектора 4. Сумматор 5 осуществляет операцию вычитания сигнала с делителя напряжения 6 из сигнала UHW с пикового детектора 4. Затем преобразованный сигнал поступает на второй вход компаратора 8. Таким образом, в момент достижения деформацией заданной величины сигналы на входах компаратора сравниваются и компаратор 8 вырабатывает сигнал, переключающий триггер 9 в исходное положение. При этом через инвертор закрывается аналоговый ключ 3 и отлючается ультразвуковой генератор 11. Одновременно осуществляется запуск ждущего мультивибратора 7, который подает команду на сброс пикового детектора 4 с задержкой порядка 1 мс, что объясняется конечным быстродействием логического элемента 10 и аналогового ключа 3. В противном случае может произойти запоминание случайного сигнала
после сброса пикового детектора 4.
Для предотвращения самопроизвольного переключения триггера 9 в режим пуска в устройстве предусмотрена блокировка триггера 9 при включении питания.
Таким образом, данное устройство позволяет полностью автоматизировать процесс регулирования деформации проводника и повысить точность регулирования за счет учета в устройстве разновысотности контактных площадок и наружных выводов прибора.
Формула изобретения
Устройство для регулирования величины деформации проводника при сварке, включающее датчик деформации, выход которого подключен ко входу усилителя, делитель напряжения и последовательно соединенные триггер, логический элемент и ультразву ковой генератор, отличающееся тем, что, с целью повыщения точности и автоматизации процесса регулирования величины дефор мации, в устройство введены аналоговый ключ, пиковый детектор, сумматор, компаратор и ждущий мультивибратор, при этом к входу аналогового ключа подсоединен выход усилителя, а к управляющему входу аналогового ключа - выход логического элемента и вход ультразвукового генератора, к выходу аналогового ключа подключены один из входов компаратора и пикового детектора, выход последнего соединен с первым входом сумматора, второй вход сумматора соединен с выходом делителя напряжения с отрицательным опорным напряжением на входе, а выход сумматора подключен ко второму входу компаратора, выход которого соединен с первым входом триггера с начальным импульсом запуска на втором входе, ждущий мультивибратор подсоединен входом ко второму выходу триггера и выходом ко второму входу пикового детектора.
Источники информации, принятые во внимание при экспертизе . Холопов Ю. В. Ультразвуковая сварка. Л., «Мащиностроение, 1972, с. 63,
2. Виноградов Ю. Д.,Мащинистов В. М., Розентул С. А. Электронные измерительные системы для контроля малых перемещений. М., «Машиностроение, 1976, с. 48.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1978 |
|
SU774866A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1980 |
|
SU969484A1 |
| Устройство для контроля качестваСВАРНОгО СОЕдиНЕНия пРи СВАРКЕдАВлЕНиЕМ | 1979 |
|
SU841862A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Анализатор спектра | 1981 |
|
SU951171A2 |
| Устройство для регулированияВЕличиНы дЕфОРМАции пРОВОдНиКА пРиСВАРКЕ | 1979 |
|
SU841866A1 |
| Устройство для сварки давлением | 1985 |
|
SU1219293A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |