Изобретение относится к машиностроению, может быть использовано для стопорения гаек в подвижных соединениях, требующих регулировки, и является дополнительным к основному авт. св. № 1134813.
Цель изобретения - повышение долговечности резьбы и надежности гайки.
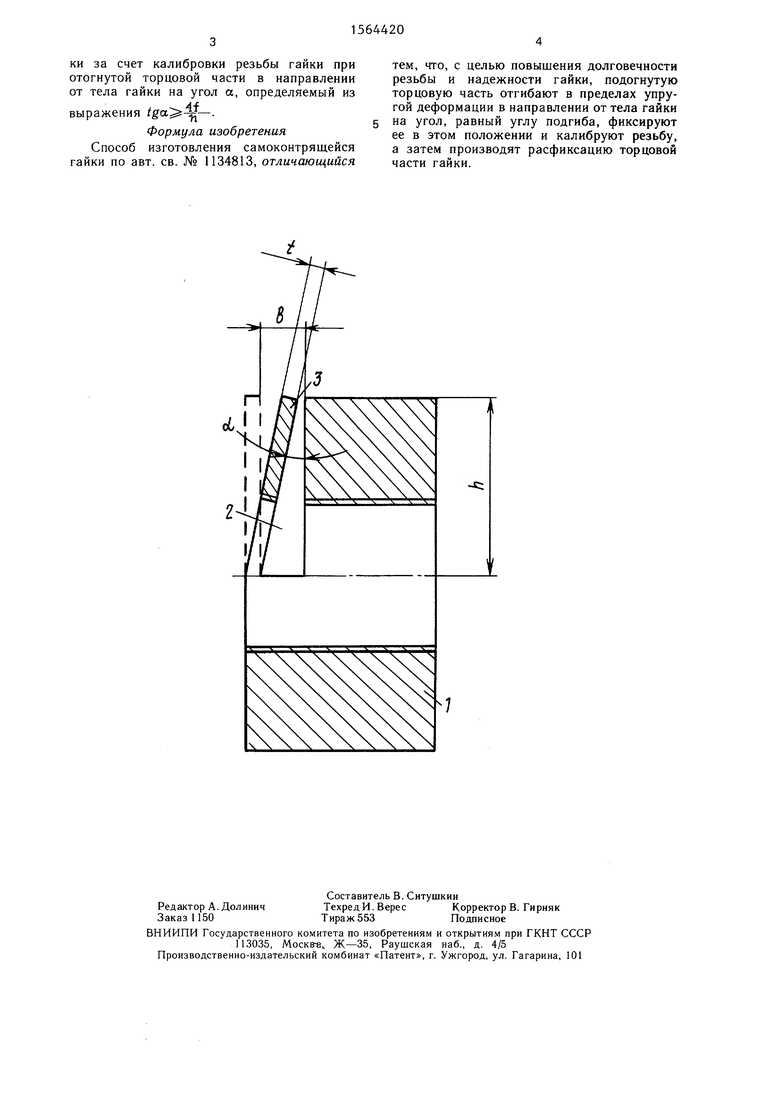
На чертеже изображена схема, поясняющая способ изготовления самоконтрящейся гайки.
Способ изготовления гайки состоит в следующем.
В гайке 1 нарезается резьба и прорезается поперечный паз 2 глубиной около половины диаметра и шириной В, причем , где t - толщина более тонкой части 3 гайки 1; S - шаг резьбы. Торцовая часть 3 гайки подгибается в направлении тела гайки 1 на угол а, и в этом положении производится закалка гайки с последующим отпуском на заданные механические свойства. После проведения термообработки торцовую часть 3 гайки 1 отгибают в пределах упругой деформации в направлении от тела гайки на угол а, фиксируют ее в этом положении и калибруют резьбу, а затем освобождают отогнутую часть 3 гайки 1. Для
наворачивания гайки на болт необходимо в поперечный паз 2 гайки 1 установить инструмент и после затяжки гайки инструмент убрать. Упругая торцовая часть 3 создает в резьбе перекос с необходимым давлением между витками резьбы, причем перекос удерживается упругими силами, возникающими в торцовой части 3 гайки . Витки резьбы части 3 гайки 1 прижимаются к виткам болта, полностью выбирая зазоры в резьбе, увеличивая давление между витками и силу трения.
Для экспериментальной проверки была изготовлена гайка МЗОХ1,57 и болт МЗОХ XI,58. Глубина поперечного паза в гайке принята равной половине диаметра гайки. Толщина t части 3 равна 2,5 мм , угол наклона , материал - сталь ЗОХГСА, термообработка HRc 40. При заворачивании гайки на болт с помощью специнструмента заедание в резьбе отсутствовало.
Таким образом, предлагаемое изобретение по сравнению с известным позволяет повысить точность резьбы, устранить заедание в резьбе, срез и деформацию витков резьбы и тем самым достигнуть повышения долговечности и надежности гай(Л
сд
оэ
Ј 4ь 1C
Ч
ки за счет калибровки резьбы гайки при отогнутой торцовой части в направлении от тела гайки на угол ос, определяемый из
выражения .
Формула изобретения Способ изготовления самоконтрящейся гайки по авт. св. № 1134813, отличающийся
тем, что, с целью повышения долговечности резьбы и надежности гайки, подогнутую торцовую часть отгибают в пределах упругой деформации в направлении от тела гайки на угол, равный углу подгиба, фиксируют ее в этом положении и калибруют резьбу, а затем производят расфиксацию торцовой части гайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления самоконтрящейся гайки | 1983 |
|
SU1134813A1 |
| Способ изготовления самоконтрящейся гайки | 1989 |
|
SU1691599A2 |
| СТОПОРНЫЙ ЭЛЕМЕНТ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2013 |
|
RU2530014C1 |
| САМОСТОПОРЯЩАЯСЯ ГАЙКА | 1999 |
|
RU2235926C2 |
| Ключ для круглых самоконтрящихся гаек | 1990 |
|
SU1726228A2 |
| Ключ для круглых самоконтрящихся шлицевых гаек | 1984 |
|
SU1215976A1 |
| Самоконтрящаяся гайка | 1990 |
|
SU1765560A1 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ ПРУЖИННАЯ | 2003 |
|
RU2257495C2 |
| СТОПОРНЫЙ ЭЛЕМЕНТ ГАЙКИ | 1970 |
|
SU286407A1 |
| Гайка антивандальная с эффектом самозатягивания | 2019 |
|
RU2717723C1 |
Изобретение относится к машиностроению и может быть использовано для стопорения гаек в подвижных соединениях, требующих регулировки. Цель изобретения - повышение долговечности резьбы и надежности гайки. После изготовления гайки отгибают подогнутую торцовую часть в пределах упругой деформации в направлении от тела гайки на угол, равный углу подгиба, фиксируют гайку в этом положении и калибруют резьбу. Затем производят расфиксацию торцовой части гайки. Витки резьбы торцовой части гайки прижимаются к виткам болта, полностью выбирая зазоры в резьбе, увеличивая давление между витками и силу трения. 1 ил.
| Способ изготовления самоконтрящейся гайки | 1983 |
|
SU1134813A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
