Изобретение относится к машиностроению и может быть использовано для стопо- рения гаек в подвижных соединениях, требующих регулировки, например в передачах винт - гайка.
Целью изобретения является повышение надежности резьбового соединения путем повышения точности геометрических размеров гайки.
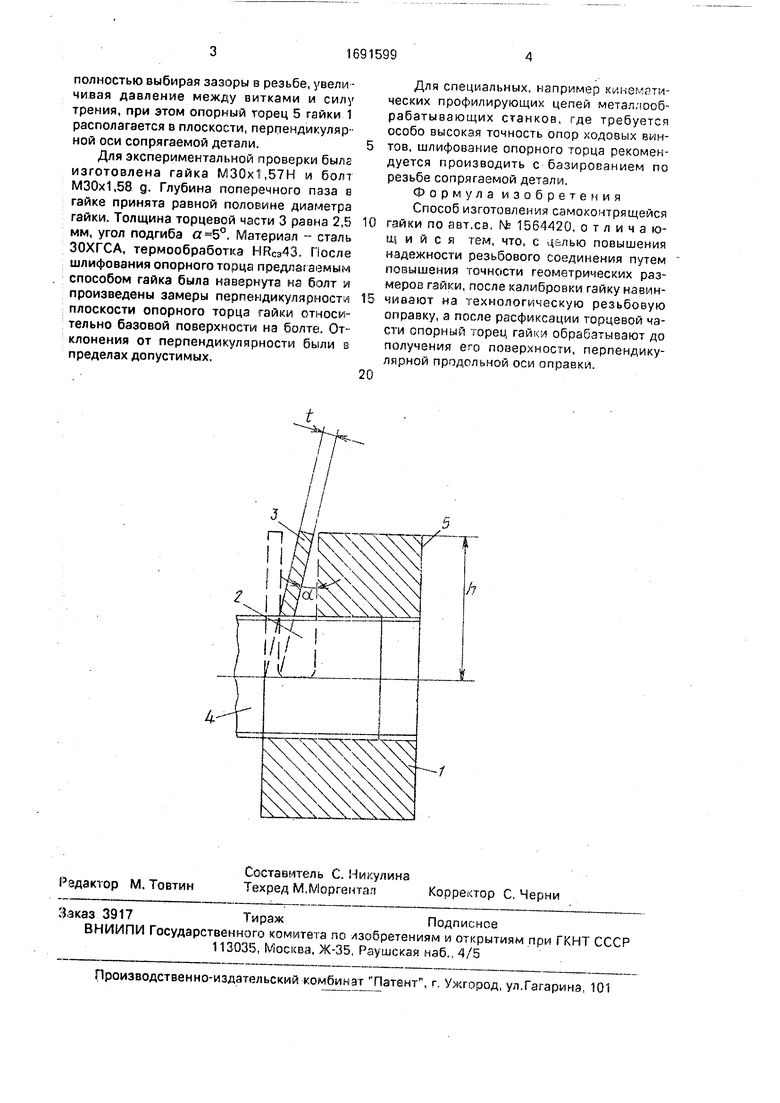
На чертеже изображена схема, поясняющая способ изготовления гайки.
Способ состоит в следующем.
В гайке 1 нарезается резьба и прорезается поперечный паз 2 глубиной h около половины диаметра, причем t Ss, где t - толщина более тонкой торцевой части 3 гайки 1, s - шаг резьбы. Торцевая часть 3 гайки 1 подгибается в направлении тела гайки 1 на угол а, и в этом положении производится закалка гайки с последующим отпуском на заданные механические свойства.
После проведения термообработки торцевую часть 3 гайки 1 отгибают в пределах упругой деформации в направлении от тела гайки на угол подгиба, фиксируют ее в этом положении и калибруют резьбу, а затем навинчивают гайку на технологическую резьбовую оправку 4, освобождают торцевую часть 3 до рабочей деформации и в зтом положении обрабатывают опорный торец 5 1 до обеспечения его перпендикуляр- нос ти продольной оси оправки 4. В дальней- ше при установке гайки 1 на резьбовую часть изделия, например в опору ходового винта винтовых передач, упругая торцевая часть 3 создает в резьбе перекос с необходимым давлением между витками резьбы, причем перекос в резьбе удерживается упругими внецентровыми силами, возникающими в торцевой части 3 гайки 1 Витки резьбы торцевой части 3 гайки 1 прижимаются к виткам резьбы сопрягаемой детали,
о
ю
43 42
К
полностью выбирая зазоры в резьбе, увеличивая давление между витками и силу трения, при этом опорный торец 5 гайки 1 располагается в плоскости, перпендикулярной оси сопрягаемой детали.
Для экспериментальной проверки была изготовлена гайка МЗОх1,57Н и болт М30х1,58 д. Глубина поперечного паза в гайке принята равной половине диаметра гайки. Толщина торцевой части 3 равна 2,5 мм, угол подгиба . Материал - сталь ЗОХГСА, термообработка ННСз43. После шлифования опорного торца предлагаемым способом гайка была навернута на болт и произведены замеры перпендикулярности плоскости опорного торца гайки относительно базовой поверхности на болте. Отклонения от перпендикулярности были в пределах допустимых.
0
5
0
Для специальных, например кинематических профилирующих цепей металлообрабатывающих станков, где требуется особо высокая точность опор ходовых винтов, шлифование опорного торца рекомендуется производить с базированием по резьбе сопрягаемой детали.
Формула изобретения Способ изготовления самоконтрящейся гайки по авт.св. № 1564420, отличающийся тем, что, с целью повышения надежности резьбового соединения путем повышения точности геометрических размеров гайки, после калибровки гайку навинчивают на технологическую резьбовую оправку, а после расфиксации торцевой части опорный торец гайки обрабатывают до получения его поверхности, перпендикулярной продольной оси оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления самоконтрящейся гайки | 1988 |
|
SU1564420A2 |
| ГАЙКА | 1993 |
|
RU2065533C1 |
| Устройство для ориентации, наживления и навинчивания гаек | 1977 |
|
SU743857A1 |
| Способ изготовления самоконтрящейся гайки | 1983 |
|
SU1134813A1 |
| Гайка антивандальная с эффектом самозатягивания | 2019 |
|
RU2717723C1 |
| Оправка для намотки оболочек из полимерных композиционных материалов | 2015 |
|
RU2606644C1 |
| ПРУЖИННАЯ ГАЙКА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ГАЕК | 2001 |
|
RU2199035C1 |
| Самоустанавливающаяся ходовая гайка | 2023 |
|
RU2812157C1 |
| Способ установки детали с внутренней резьбой | 1989 |
|
SU1703284A1 |
| Стопорное устройство | 1976 |
|
SU737673A1 |
Изобретение относится к машиностроению и может быть использовано для стопорения гаек в подвижных соединениях, требующих регулировки, например в передачах винт-гайка, Целью изобретения является повышение надежности резьбового соединения путем повышения точности геометрических размеров гайки. После изготовления гайки, термообработки и калибровки ее навинчивают на оправку. Расфиксируют торцевую часть 3. Затем опорный торец 5 обрабатывают до получения его поверхности, перпендикулярной продольной оси оправки. После монтажа гайки на сопрягаемую деталь отклонения опорною торца от перпендикулярности находятся в допустимых пределах. 1 ил.
| Способ изготовления самоконтрящейся гайки | 1988 |
|
SU1564420A2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
