Изобретение относится к сварке и предназначено для использования в составе оборудования для контактной сварки.
Цель изобретения - повышение качества сварного соединения за счет снижения реактивных потерь.и уменьшения уровня создаваемых помех.
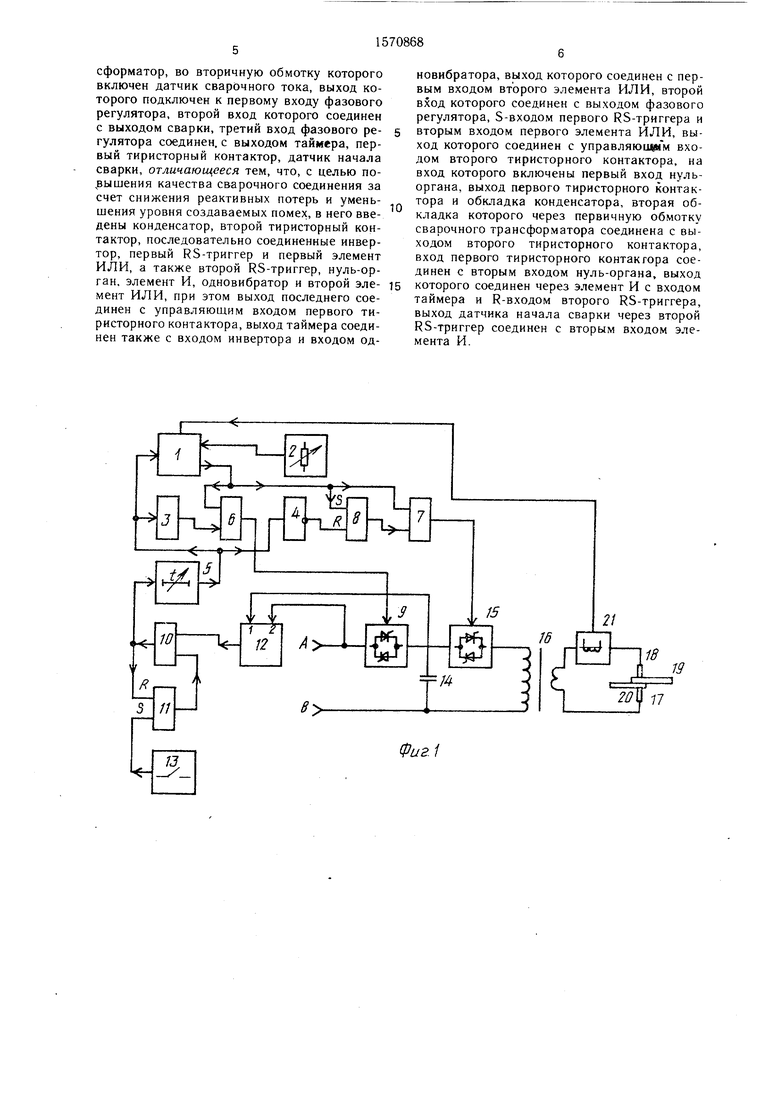
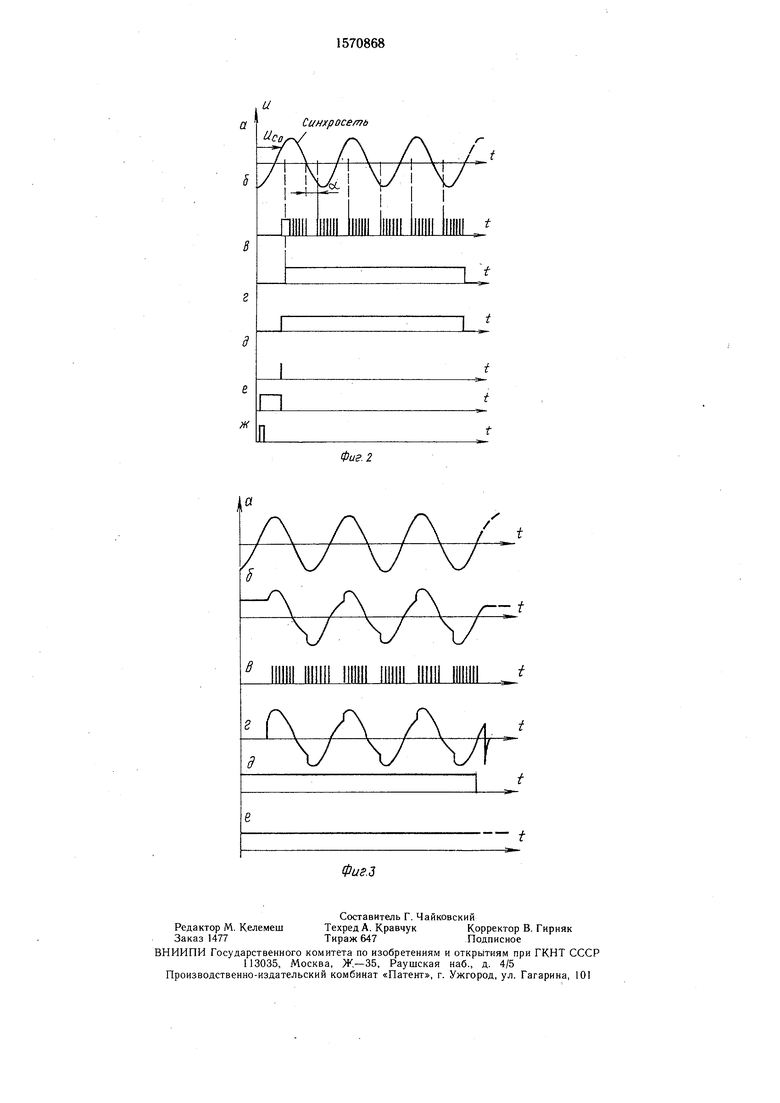
На фиг. 1 изображена функциональная схема устройства; на фиг. 2 и 3 - временные диаграммы его работы.
Устройство состоит из фазового регулятора 1, регулирующий вход которого соединен с задатчиком 2 энергетического режима сварки, блокирующий вход - с входом одновибратора 3, входом логического инвертора 4 и выходом таймера 5, выход - с первым входом первого и второго элементов ИЛИ (6 и 7 соответственно), а также с S-входом RS-триггера 8, выход одновибратора 3 соединен с вторым входом первого элемента ИЛИ 6, выход соединен с управляющим входом первого тиристорного контактора 9, выход инвертора 4 соединен с R-входом RS-триггера 8, выход которого соединен с вторым входом второго элемента ИЛИ 7, выход - с управляющим входом второго тиристорного контактора, вход запуска таймера 5 соединен с выходом элемента И 10 и R-входом RS-триггера 11, второй вход элемента И 10 соединен с выходом
СП -J
О 00 О5 00
нуль-органа 12, S-вход триггера 11 соединен с датчиком 13 начала сварки, вход первого тиристорного контактора 9 соединен с первым фазным проводом сети и первым входом нуль-органа 12, выход контактора 9 соединен с первой обкладкой конденсатора 14, входом второго тиристорного контактора 15 и вторым входом нуль-органа 12, выход второго тиристорного контактора 15 соединен с первым выводом первичной обмотки сварочного трансформатора 16, второй вывод первичной обмотки трансформатора 16 соединен с второй обкладкой конденсатора 14, а также вторым фазным проводом сети, вторичная обмотка трансформатора 16 соединена с электродами 17 и 18, между которыми находятся свариваемые заготовки 19 и 20, во вторичный (сварочный) контур также входит датчик 21 сварочного тока, соединенный с входом канала обратной связи фазового регулятора 1.
Устройство работает следующим образом.
В исходном состоянии (после окончания очередного цикла сварки) тиристорные контакторы 9 и 15 находятся в запертом состоянии, конденсатор 14 заряжен; разность потенциалов между обкладками конденсатора 14 по модулю не превышает амплитудного значения линейного напряжения сети, на выходах элементов 1, 3, 5, 6, 7, 8, 10, 11, 12, 13 - «нулевой уровень, на выходе инвертора 4 - «единичный. В момент начала энергетического цикла сварки (цикла прохождения сварочного тока через свариваемые заготовки) стартовый импульс, появляющийся на выходе датчика 13 начала сварки, переводит RS-триггер 11 в единичное состояние. В момент сравнения мгновенного значения сетевого напряжения с остаточным напряжением на конденсаторе 14 на выходе нуль-органа 12 появляется «единичный уровень, что приводит элемент И 10 также в единичное состояние. При этом запускается таймер 5 и сбрасывается RS-триггер 11, что переводит элемент И 0 в нулевое состояние. Запуск таймера 5 сопровождается появлением на его выходе «единичного уровня на время, отрабатываемое таймером 5. С момента запуска таймера 5 запускается одно- вибратор 3, фазовый регулятор 1, инвертор 4 переводится в нулевое состояние (последнее снимает запрет на перевод RS- триггера 8 в единичное состояние). Импульс, сформированный одновибратором 3, вызывает появление импульса на выходе элемента ИЛИ 6, отпирающего первый ти- ристорный контактор 9. Таким образом, последний отпирается с незначительным запаздыванием, вызванным конечным быстродействием участвующих элементов, после сравнения мгновенного значения сетевого напряжения с напряжением на конденсаторе 4. Первый управляющий импульс с выхода фазового регулятора 1 переводит RS-триггер 8 в единичное состояние, на выходе элемента ИЛИ 7 устанавливается также «единичный уровень, удерживающий второй тиристорный контактор 15 в открытом состоянии на протяжении всего цикла сварки. Импульсы с выхода фазового регулятора 1 управляют работой только тиристорного контактора 9. Назначение элемента ИЛИ 7 - предупреждение запирания второго тиристорного контактора 15 раньше, чем
первого тиристорного контактора 9 в процессе окончания цикла сварки. Момент окончания отработки времени таймером 5 сопровождается переходом последнего из единичного в нулевое состояние. При этом на выходе инвертора 4 устанавливается «единичный уровень, что приводит к сбрасыванию RS- триггера 8. Одновременно с этим блокируется фазовый регулятор 1. Тиристорный контактор 9 запирается, когда мгновенное значение проходящего через него тока станет
0 равным нулю. За счет параллельного резонанса в контуре, образованном первичной обмоткой сварочного трансформатора 16 и конденсатора 14, ток через второй тиристорный контактор 15 будет еще некоторое
время протекать. По окончании токового полупериода для названного контура второй тиристорный контактор 15 запрется. Момент его запирания является моментом окончания энергетического цикла сварки. Необходимый сварочный ток устанавливается с помощью
о задатчика 2 энергетического режима сварки. Информация о фактическом значении сварочного тока снимается с датчика 21 сварочного тока и поступает в схему фазового регулятора 1 для компенсации отклонений от заданного значения. Если контур,
5 состоящий из нагруженной первичной обмотки сварочного трансформатора 16 и конденсатора 14, настроен на частоту сети, то устройство в понятии «нагрузка будет носить активный характер. Для практической реализации целесообразно конденсатор 14 вы- полнить в виде батареи конденсаторов, емкость которых находится в соотношение 1.2:4:8..., а также снабдить устройство индикатором резонанса (измерителем cosqO. Благодаря включению первого тиристорного
контактора 9 при сравнении сетевого напряжения с напряжением на конденсаторе 14 исключается импульсное потребление электроэнергии конденсатором и тем самым создание помех других потребителям.
0 Внедрение устройства позволяет повысить коэффициент использования электроэнергии сварочным оборудованием, уменьшить уровень создаваемых сварочным оборудованием помех.
5Формула изобретения
Сварочное устройство машины для контактной сварки, содержащее сварочный траксформатор, во вторичную обмотку которого включен датчик сварочного тока, выход которого подключен к первому входу фазового регулятора, второй вход которого соединен с выходом сварки, третий вход фазового ре- гулятора соединен, с выходом таймера, первый тиристорный контактор, датчик начала сварки, отличающееся тем, что, с целью по- .вышения качества сварочного соединения за счет снижения реактивных потерь и уменьшения уровня создаваемых помех, в него вве- дены конденсатор, второй тиристорный контактор, последовательно соединенные инвертор, первый RS-триггер и первый элемент ИЛИ, а также второй RS-триггер, нуль-орган, элемент И, одновибратор и второй эле- мент ИЛИ, при этом выход последнего соединен с управляющим входом первого ти- ристорного контактора, выход таймера соединен также с входом инвертора и входом одновибратора, выход которого соединен с первым входом второго элемента ИЛИ, второй вход которого соединен с выходом фазового регулятора, S-входом первого RS-триггера и вторым входом первого элемента ИЛИ, выход которого соединен с управляющим входом второго тиристорного контактора, на вход которого включены первый вход нуль- органа, выход первого тиристорного контактора и обкладка конденсатора, вторая обкладка которого через первичную обмотку сварочного трансформатора соединена с выходом второго тиристорного контактора, вход первого тиристорного контактора соединен с вторым входом нуль-органа, выход которого соединен через элемент И с входом таймера и R-входом второго RS-триггера, выход датчика начала сварки через второй RS-триггер соединен с вторым входом элемента И.
а
Синхросеть
АЛ./
mv V
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Силовой агрегат установки для локальной термообработки звеньев круглозвенных цепей | 1990 |
|
SU1737010A1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Регулятор сварочного цикла однофазных машин контактной сварки | 1984 |
|
SU1225739A1 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Фазовый регулятор | 1987 |
|
SU1473922A1 |
| Фазовый регулятор машины контактной сварки | 1988 |
|
SU1563922A1 |
| УСТРОЙСТВО ДЛЯ СИММЕТРИРОВАНИЯ ОДНОФАЗНОЙ НЕСТАЦИОНАРНОЙ НАГРУЗКИ, СОЗДАВАЕМОЙ КОНТАКТНОЙ СТЫКОВОЙ МАШИНОЙ | 1997 |
|
RU2156532C2 |
Изобретение относится к сварочным устройствам и предназначено для использования в составе оборудования для контактной сварки. Цель изобретения - повышение качества сварного соединения за счет снижения реактивных потерь и уменьшения уровня создаваемых помех. Устройство содержит два тиристорных контактора, конденсатор, фазовый регулятор и схему управления циклом сварки. В начале цикла сварки, в момент сравнения мгновенного значения напряжения на конденсаторе, включается первый тиристорный контактор и конденсатор подключается к сети. В момент, заданный фазовым регулятором, включается второй тиристорный контактор и остается включенным до конца цикла сварки. В следующие полупериоды управление сварочным током производится с помощью первого тиристорного контактора. Таким образом, образуется LC-контур, который (с учетом нагрузки сварочного трансформатора как элемента L ) должен быть настроен на частоту сети. Устройство можно считать активным потребителем электроэнергии. Это уменьшает реактивные потери, а также снижает уровень помех в сети (последнее объясняется сглаживанием переходных процессов). Уменьшению импульсных помех способствует описанное включение конденсатора в работу в начале цикла сварки. Устройство позволяет повысить COS φ сварочного оборудования, а также уменьшить уровень гармоник в сети, возникающих при работе сварочного оборудования, в котором применяется фазовое регулирование сварочного тока. 3 ил.
е ж
V V V V
Л А Л, /
V
А
Л
V
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Фирма «Вафиос, ФРГ, 1987. | |||
