Изобретение относится к машиностроению и предназначено для использования в процессе ремонта термообработанных круглозвенных цепей путем замены бракованных звеньев нетермообработанными с последующей догибкой, сваркой стыков и локальной термообработкой.
Известна установка для локальной термообработки ремонтных звеньев круглозвенных цепей на основе цепесварочного автомата АСГЦ-150-3. Силовой агрегат установки содержит понижающий трансформатор, фазовый регулятор, асинхронный однофазный тиристорный контактор, систему топоподводов и две пары электродов, между которыми зажимается звено с противоположных сторон.
Недостатками данного устройства является неравномерность нагрева звена, так как электроды отводят часть тепла, сообщаемого звену в зонах контактов.
Известен, также силовой агрегат цепесварочного автомата, который может быть использован для этой цели.
Недостатком данного устройства является неравномерность нагрева звена, зависимая от соотношения шага к калибру звена, из-за отсутствия независимого регулирования продольного и поперечного нагрева.
Цель изобретения - повышение качества термообработки ремонтных звеньев цепи путем более равномерного их нагрева по контуру.
Поставленная цель достигается тем, что в устройство, содержащее понижающий трансформатор, контактор, гибкие токопод- воды и четыре контактные губки, расположенные в одной плоскости попарно соосно. причем оси каждой пары расположены параллельно, а рабочие поверхности соосных губок расположены встречно, при этом первичная обмотка понижающего трансформатора соединена с сетью через контактор вводится второй понижающий трансформатор, первичная обмотка которого через контактор связана с сетью, первый и второй трансформаторы содержат по две идентичные вторичные обмотки, первая контактная губка соединена с началом первой обмотки первого трансформатора и с концом первой
обмотки второго трансформатора, вторая губка соединена с концом первой обмотки первого траснформатора и концом второй обмотки второго трансформатора, третья губка соединена с концом второй обмотки
первого трансформатора и началом первой обмотки второго трансформатора, четвертая губка соединена с началами вторых обмоток первого и второго трансформаторов, при этом мощность и коэффициент трансформации первого трансформатора выше, чем второго, первая и вторая губки размещены по одну сторону от плоскости звена, третья и четвертая по другую сторону, первая и третья, а также вторая и четвертая
губки образуют соосные пары.
Такая конструкция агрегата даст возможность независимо регулировать продольный и поперечный нагрев ремонтного звена цепи, что позволяет выбрать оптимальное соотношение токов и тем самым практически полностью компенсировать отвод тепла в местах контактов губок (электродов) со звеном.
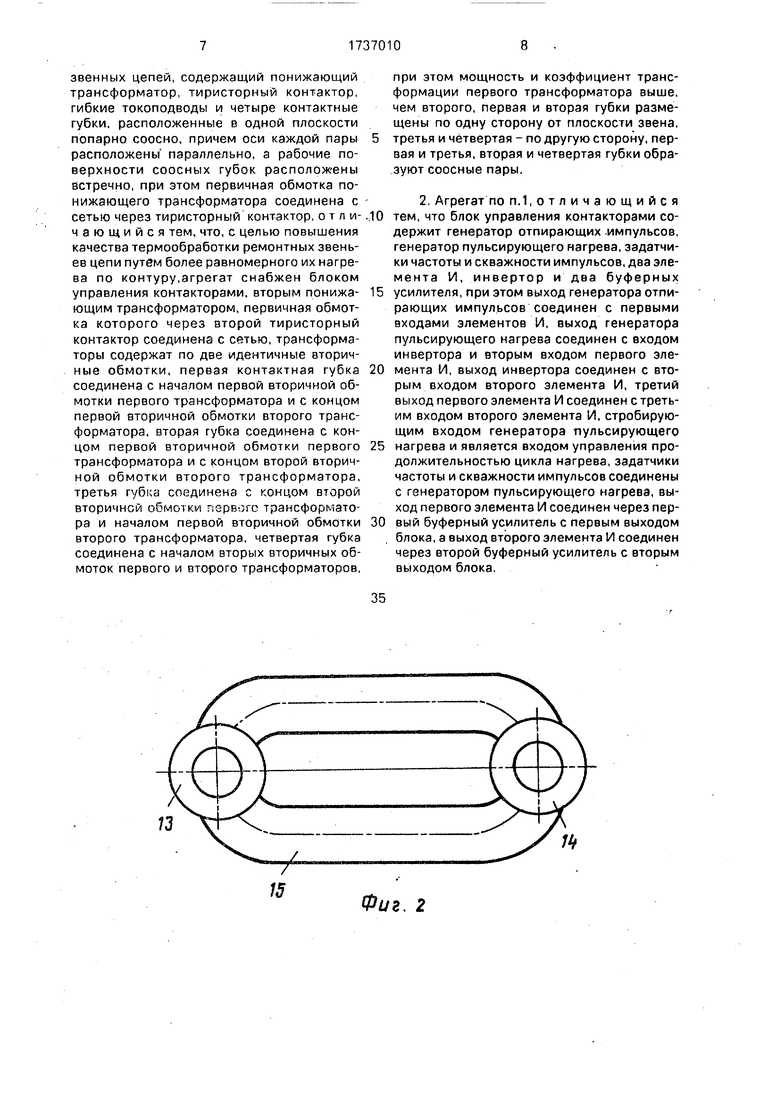
На фиг.1 изображена функциональная
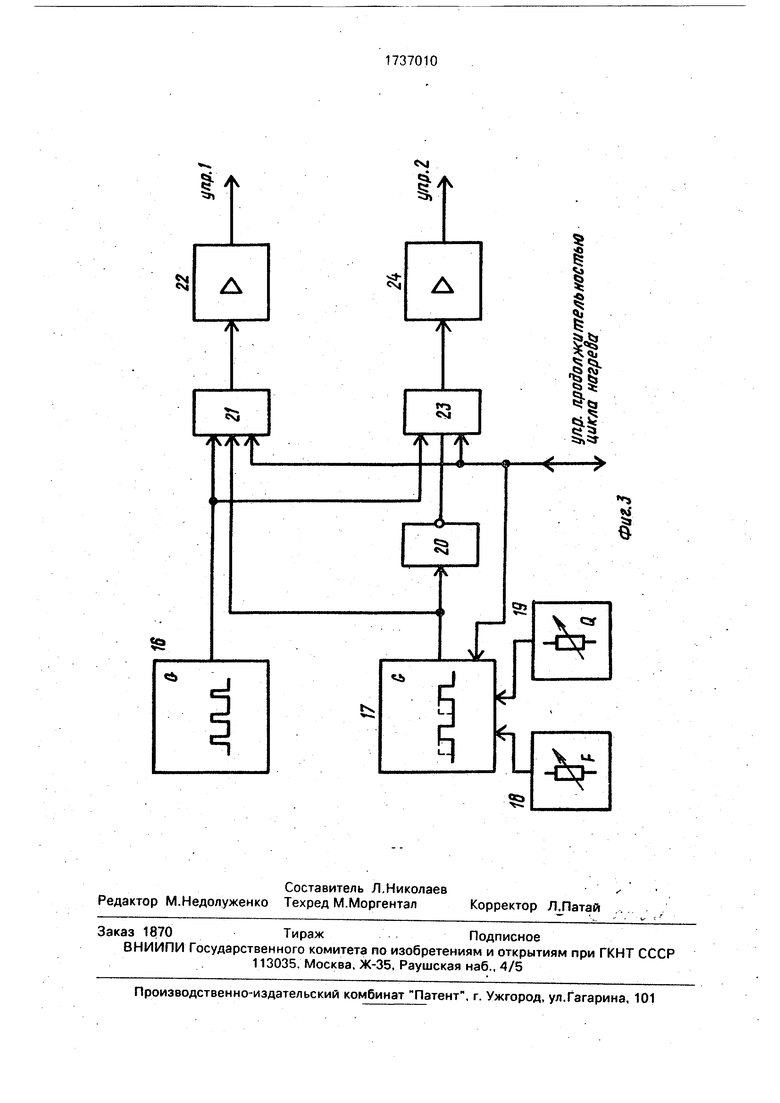
схема устройства: на фиг.2 - взаимоположение контактных губок и ремонтного звена (вид сверху); на фиг.З - функциональная схема управления контакторами (один из возможных вариантов).
Устройство состоит из первого понижающего трансформатора 1, имеющего секционированную первичную обмотку 2. а также
две вторичных - первую 3 и вторую 4, второго понижающего трансформатора 5, имеющего секционированную первичную обмотку 6 и две вторичных - первую 7 и вторую 8, двух тиристорных контактов - первого 9 и второго 10, а также четырех контактных губок 11,10, 13 и 14, именуемых соответственно: первая, вторая, третья и четвертая. Первая и вторая контактные губки размещены по одну сторону от плоскости звена, третья и четвертая - по другую. Первая и третья, а также вторая и четвертая губки образуют соосные пары, между которыми в процессе нагрева зажимается ремонтное звено 15, оси соосных пар параллельные между собой и перпендикулярны плоскости звена, расстояние между соосными парами губок равно сумме шага цепи и его калибра. Для упрощения графического материала соседние звенья цепи не показаны,
Схема управления контакторами состоит из генератора 16 отпирающих импульсов, генератора 17 пульсирующего нагрева (оба генератора являются генераторами од- нополярных прямоугольных импульсов) регулятора 18 частоты и регулятора 19 скважности, логического инвертора 20, первого 21 элемента логического 3 И, второго элемента 23 логического 3 И, первого буферного усилителя 22, второго буферного усилителя 24. При этом выход генератора 16 соединен с первыми входами элементов 21 и 23, выход генератора 17 соединен непосредственно с вторым входом элемента 21 и через инвертор 20 - со вторым входом элемента 23, регуляторы 18 и 19 связаны с генератором 17, стробирующий вход генератора 17, а также третьи входы элементов 21 и 23 объединены и являются входом управления продолжительностью нагрева, выход элемента 21 соединен с входом буферного усилителя 22, выход элемента 23 соединен с входом буферного усилителя 24, выход усилителя 22 соединен с управляющим тиристорного контактора 9, выход усилителя 24 соединен с управляющим входом тиристорного контактора 10. Устройство работает следующим образом.
После зажатия звена 15 электродами 11, 12, 13 и 14 на управляющие входы контакторов 9 и 10 подаются отпирающие импульсы. Отпирание контактора 9 приводит к протеканию горизонтальных токов, совпадающих с осью звена 15. Таким образом обеспечивается основной продольный нагрев звена 15. Отпирание контактора 10 приводит к протеканию вертикальных токов между парами электродов 11 и
13, а также 12 и 14, Таким образом обеспечивается поперечный нагрев участков звена 15, компенсирующий отвод тепла электродами (контактными губками) 11. 12, 13 и 14. 5Один из способов нагрева реализует
предлагаемый вариант схемы управления, изображенный на фиг.З.
Схема работает следующим образом. В исходном состоянии на входе управ10 ления продолжительностью нагрева нулевой уровень. При этом генератор 17 не работает, генератор 16 работает, импульсы генератора 16 не проходят на выходы элементов 21 и 23. При появлении единичного
15 уровня на входе управления продолжительностью нагрева запускается генератор 17. Когда на выходе генератора 17 единичный уровень, импульсы генератора 16 проходят на выход элемента 21, что приводит к отпи0 ранию контактора 9, контактор 10 при этом заперт. При появлении на выходе генератора 17 нулевого уровня импульсы генератора проходят через элемент 23 и отпирают контактор 10, контактор 9 при этом заперт. Та5 ким образом происходит поочередный вертикальный и горизонтальный пульсирующий нагрев. Регулятор 19 скважности служит для балансировки горизонтальной и вертикальной составляющей нагрева звена
0 15. Регулятор частоты 19 устанавливает ориентировочную продолжительность импульсов нагрева, исходя из металлургических соображений. Преимущества поочередного нагрева - исключение перегрева электро5 дов,особенно их шеек, возможность в какой то мере стабилизации реактивных потерь с облегчением их компенсации, упрощение схемы управления по сравнению с вариантом раздельных фазовых регуляторов.
0 Для практической реализации необхо- димо.чтобы частота следования импульсов генератора 16 составляла 2-3 кГц, а длительность - порядка 0,3-3 Гц, диапазон скважностей 1,3-3. Трансформаторы 1 и 5
5 должны иметь секционированные первичные обмотки, позволяющие осуществить грубую настройку устройства. Продолжительностью цикла нагрева может управлять таймер, пирореле (устройство пироконтро0 ля) либо сумматор активной энергии, подводимой к звену.
Применение предлагаемого устройства позволяет повысить качество локальной термообработки звеньев круглозвенных це5 пей в процессе ремонта последних и, возможно, не относить отремонтированную цепь к пониженной категории качества. Формула изобретения 1, Силовой агрегат установки для локалькой термообработки звеньев круглозвенных цепей, содержащий понижающий трансформатор, тиристорный контактор, гибкие токоподводы и четыре контактные губки, расположенные в одной плоскости попарно соосно, причем оси каждой пары расположены параллельно, а рабочие поверхности соосных губок расположены встречно, при этом первичная обмотка понижающего трансформатора соединена с сетью через тиристорный контактор, отличающийся тем, что, с целью повышения качества термообработки ремонтных звеньев цепи путем более равномерного их нагрева по контуру,агрегат снабжен блоком управления контакторами, вторым понижающим трансформатором, первичная обмотка которого через второй тиристорный контактор соединена с сетью, трансформаторы содержат по две идентичные вторичные обмотки, первая контактная губка соединена с началом первой вторичной обмотки первого трансформатора и с концом первой вторичной обмотки второго трансформатора, вторая губка соединена с концом первой вторичной обмотки первого трансформатора и с концом второй вторичной обмотки второго трансформатора, третья губка соединена с концом второй вторичной обмотки первого трансформатора и началом первой вторичной обмотки второго трансформатора, четвертая губка соединена с началом вторых вторичных обмоток первого и второго трансформаторов,
при этом мощность и коэффициент трансформации первого трансформатора выше, чем второго, первая и вторая губки размещены по одну сторону от плоскости звена, третья и четвертая - по другую сторону, первая и третья, вторая и четвертая губки образуют соосные пары.
2, Агрегат по п. 1,отличающийся
тем, что блок управления контакторами содержит генератор отпирающих импульсов, генератор пульсирующего нагрева, задатчи- ки частоты и скважности импульсов, два элемента И, инвертор и два буферных
усилителя, при этом выход генератора отпирающих импульсов соединен с первыми входами элементов И, выход генератора пульсирующего нагрева соединен с входом инвертора и вторым входом первого элемента И, выход инвертора соединен с вторым входом второго элемента И, третий выход первого элемента И соединен с третьим входом второго элемента И, стробирую- щим входом генератора пульсирующего
нагрева и является входом управления продолжительностью цикла нагрева, задатчики частоты и скважности импульсов соединены с генератором пульсирующего нагрева, выход первого элемента И соединен через первый буферный усилитель с первым выходом блока, а выход второго элемента И соединен через второй буферный усилитель с вторым выходом блока.

| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочное устройство цепесварочного автомата | 1988 |
|
SU1570866A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Силовой агрегат целесварочного автомата | 1986 |
|
SU1388232A1 |
| Электропривод | 1983 |
|
SU1220101A1 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1720825A1 |
| Сварочное устройство машины для контактной сварки | 1988 |
|
SU1570868A1 |
| Устройство для управления тиристорным преобразователем постоянного напряжения | 1990 |
|
SU1750010A1 |
| УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРЕОБРАЗОВАТЕЛЕМ | 1992 |
|
RU2064729C1 |
| Система наружного освещения | 1988 |
|
SU1721847A1 |
| Устройство для прожига дефектной изоляции силовых кабелей | 1991 |
|
SU1817045A1 |
Изобретение относится к машиностроению и предназначено для использования в процессе ремонта термообработанных круглозвенных цепей путем замены бракованных звеньев нетермообработанными с последующей догибкой, сваркой и локальной термообработкой. Цель изобретения - повышение качества термообработки ремонтных звеньев в цепи путем более равномерного их нагрева по контуру. Устройство содержит понижающие трансформаторы 1 и 5, тиристорные контакторы 9 и 10, контакт
73
/4
Фиг. 2
| Силовой агрегат целесварочного автомата | 1986 |
|
SU1388232A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
