Изобретение относится к машиностроению, в частности для автоматизации контактной сварки, может быть использовано в схемах управления током контактных сварочных машин, преимущественно при точечной сварке обмоточных проводов к ламелям коллектора, и является усовершенствованием устройства по авт. св. № 1252102.
Целью изобретения является повышение качества сварного соединения за счет стабилизации уровня энергии, выделяемой на электродах.
На фиг. 1 изображена функциональная блок-схема устройства; на фиг. 2 - схема блока эталонных значений энергии сварки; на фиг. 3 - временные диаграммы напряжений.
Устройство содержит (фиг. 1) блок 1 формирования команд управления исполнительными механизмами и блок 2 питания, обеспечивающий переменное (24 В) и стабилизированное постоянное (15 В) напряжения и соединенный с блоком 3 суммирующего счетчика и блоком 4 фазового управления сварочным током и стабилизации его действующего значения. Последний соединен с блоком 5 плавного нарастания управляющего импульса и блоком 6 коммутации сварочного трансформатора.
В блок 4 фазового управления сварочным током и стабилизации его действующего значения входит цепочка, состоящая из триггера 7, переменного резистора 8, конденсатора 9 (RC-цепь) и инверторов 10 и 11, представляющая времязадающий узел длительности процесса сварки. Причем инвертор 11 соединен с входом «1 триггера 12, счетный вход которого соединен с диодом 13 через
сл
о сд
00
N
логический элемент И-НЕ 14. Выпрямительный мост на диодах 15-18 соединен с генератором пилообразного напряжения, состоящим из транзистора 19, конденсатора 20 и резисторов 21-24 и соединенным через резисторы 25 и 26 с входами операнионных усилителей 27 и 28 соответственно, работающих в режиме компаратора. Вторые входы операционных усилителей 27 и 28 соединены через резисторы 29 и 30 с переменны.ми ре- зисторами 31 и 32, которые соединены соответственно с переменными резисторами 33 и 34, конденсатором 35, резисторами 36 и 37 и стабилитроном 38. Выходы компараторов 27 и 28 и триггера 39 соединены через логические элементы 2И-НЕ 40 и 41 с логическим элементом 2И-НЕ 42. Логический элемент 4И-НЕ 43, являющийся модулятором, соединен с триггером 12, логическим элементом 2И-НЕ 42 и с выходом комгга- ратора 44 блока 5 плавного нарастания ун- равляющего импульса.
Блок 5 плавного нарастания управляюн1е- то импульса состоит из конденсатора 45, за- ряженно1 о до уровня напряжения, определяемого цепочкой, состоящей из иотенцио- метра 46, резистора 47, транзистора 48 и резистора 49. Нижний предел разряда конденсатора 45 регулируется цепочкой, состоящей из потенциометра 50, резисора 51, транзистора 52, диода 53 и резистора 54. Конденсатор 45 через полевой транзистор 55 и резистор 56, которые стабилизируют ток разряда, соединен с входом компаратора 44, второй вход которого соединен с коллектором транзистора 19 блока 4.
Блоки 1 и 2 соединены с блоком 3. Блок 1 связан с блоком 4 через 6, б/юк 2 -- через диоды 13 и 15-18, а блок 3 - через триггер 39. Блок 4 соединен двумя выходами с блоком 5 через компаратор 44, а через выход элемента 4И-НЕ 43 - с выходом блока 6.
Блок 1 формирования команд управления исполнительными механизмами является связующим блоком между конечными выключателями «Сварка, «Стой, «Счет и блоками 3 и 4, т.е. он формирует сигналы и защищает схему управления от прохождения помех. Блок 3 суммируюп1его счетчика отсчитывает количество свариваемых точек, а также определяет режим сварки (т.е. сварка первых трех или четырех ламелей коллектора идет повыщенным током, так как электроды еще холодные, а остальных - пониженным током, что улучшает качество сварочной точки) путем установки многопозиционного переключателя, подключенного на входы RS-триггера 39. С блока 2 питания поступает стабилизироваипое напряжение ( + 15В) на S-вход счетчиков СТ блока 3.
Управление напряжением при контактной сварке с выхода элемента 4И-НЕ 43
5 Q 0
О
5
5
0
5
0
сводится к изменению угла отпирания симис- тора в блоке 6, коммутирующего сварочный трансформатор. К выходу блока 6 коммутации сварочного трансформатора подсоединена первичная обмотка сварочного трансформатора 57, во вторичную обмотку которого включен трансформатор 58 тока. Выводы вторичной обмотки трансформатора 58 тока подсоединены к выпрямительному мосту 59, минусовый вывод которого заземлен, а плюсовой подключеп к входу блока 60 умножителя. Выход блока 60 умножителя подключен к входу интегратора 61, выполненного из потенциометра 62, подключенного к п араллельно соединенным конденсатору 63 и операционному усилителю 64, выход которых, являясь выходом интегратора 61, соединен с одним из входов блока 65 сравнения, второй вход которого через блок 66 эталонных значений энергии сварки подключен к выходу блока 1 формирования команд уп- равлепия исполнительными механизмами и к входу блока 3 суммирующего счетчика. Выход блока 65 сравнения подключен к входу эле.мента 4И-НЕ 43, который является модулятором блока 4 фазового-управления сварочным током и стабилизации его действующего значения.
Устройство работает следующим образом.
При иуске установки происходит опускание сварочных электродов, в конце хода которых замыкаются конечные выключатели «Сварка и «Счет, т.е. сигналы с блока 1 поступают на б;шки 3 и 4. На S-вход триггера 7 блока 4 поступает уровень логической «1, он перебрасывается и на прямом выходе появляется положительный уровень напряжения ( + 15В). Этот уровень через RC-цепочку S и 9, инверторы 10 и 11 и триггер 12, поступает на элемент 4И-НЕ 43, что обеспечивает выполнение сварки в течение нормированного времени, определяемого параметрами RC-цепочки 8 и 9.
При включении в цепь синусоидального напряжения трансформатора с ферромагнитным сердечником возможен случай, когда остаточный, сохранивщийся от предыдущего включения, и вновь создавае.мый переходным током магнитные потоки совпадают по знаку. Для устранения этого используют синхронный контактор включения сварочной мащиндэ, который обычно работает так, что начало сварки приходится на полупериод одной определенной полярности, а конец - на период обратной полярности. Поэтому остаточный и вновь создаваемый магнитные потоки и.меют противоположные знаки, что способствует снижению максимального значения .viarHHTHoro потока, при это.м отсутствуют апериодические составляющие первичного тока.
Синхронным контактором в устройстве является симистор в блоке 6. Начало сварки приходится на положительный полупериод, . а конец сварки - на отрицательный. Прохождение четного числа полуволн обеспечивается триггером 12, на С-вход синхронизации которого подаются однополярные импульсы с частотой 50 Гц через диод 13 и элемент И-НЕ 14, а на I- и К-входы состояния - соответственно уровни логической «1 и логического «О с выходов инверторов 10 и И, и наоборот. Для-синхронного к напряжению сети включения сварочного тока предназначена связка диодный мост 15-18, минус которого подключен к нулевому потенциалу источника, и генератор пилообразного напряжения, собранный на транзисторе 19, конденсаторе 20 и резисторах . Пилообразные импульсы на выходе генератора по фазе совпадают с напряжением питающей сети, так как на диодный мост поступает переменное напряжение (24 В).
Пилообразное напряжение с генератора поступает через резисторы 25 и 26 на один из задающих входов операционных усилителей 27 и 28, работающих в режиме компаратора, на второй вход которых через резисторы 29 и 30 поступает определенный уровень напряжения с переменных резисторов 31 и 32, которые вместе с переменными резисторами 33 и 34, конденсатором 35, стабилитроном 38 и резисторами 36 и 37 образуют схему стабилизации тока сварки. Поэтому на входах усилителей 27 и 28 происходит изменение уровня напряжения со своим знаком. Увеличение напряжения сети, например, с U на U., приводит к увеличению установленного ранее сдвига фазы с (%-ft) на (fo-fy) по отношению к напряжению сети, т.е. угла расширения симис- тора и, следовательно, уменьшению сварочного тока, и наоборот, что обеспечивает поддержание сварочного тока на заданном уровне.
Регулирование тока сварки осуществляется изменением напряжения на задающем входе усилителей 27 и 28, когда на второй вход подается пилообразное напряжение. При этом с увеличением напряжения сдвиг фазы выходного импульса относительно напряжения сети увеличивается и наоборот. Значение регулируемого напряжения определяется изменением величины переменных резисторов 31, 33, 32 и 34.
Для обеспечения режима сварки повышенным током трех и четырех ламелей и последующего перехода на номинальный режим сварки используется триггер 39, который связан с блоком 5 суммирующего счетчика. В начале сварки сигнал с блока 3 поступает на прямой вход триггера 39.
Управляющий импульс с элемента 2И-НЕ 41 поступает на один из входов логического
элемента 4И-НЕ 43, представляющий собой модулятор. На другой вход этого элемента поступает сигнал с блока 5 плавного нарастания управляющего импульса, который
работает по тому же принципу, что и узел регулирования тока сварки. На один задающий вход компаратора 44 подается пилообразное напряжение, а на другой вход - напряжение конденсатора 45. В начальный мо0 мент конденсатор 45 заряжен, так как на базу транзистора 48 подается положительный потенциал с потенциометра 46. При этом потенциометр может быть связан с переменным резистором 8 регулирования , длительности процесса сварки для того, чтобы при изменении длительности процесса сварки одновременно менять уровень заряда конденсатора 45 и получать плавное нарастание силы тока для любой длительности процесса сварки.
0 В блоке использована стабилизация тока разряда, что приводит к прямолинейному изменению напряжения при разряде конденсатора 45. Стабилизация тока реализуется цепочкой: полевой транзистор 55, резис5 тор 56. Представленная схема дает возможность регулировать нижний предел разряда конденсатора 45 через потенциометр 50, резистор 51 и транзистор 52, т.е. регулировать время разряда, а следовательно, и время плавного нарастания тока сварки при дли0 тельности процесса сварки в пределах 0,2- 1,0 с. Диод 53 необходим для защиты транзистора 52 от пробоя по напряжению.
Модуляция сигналов элементом 4И - НЕ 43 происходит следующим образом.
При включении процесса сварки, с инверс
5 ного выхода триггера 12 поступает уровень логического «О. При этом транзистор 48 запирается и конденсатор 45 начинает разряжаться, а следовательно, на одном из задающих входов компаратора 44 происходит ли0 нейное уменьшение напряжения, в то время как на второй вход поступает пилообразное напряжение. На выходе компаратора появляются импульсы с постоянным уменьшением угла сдвига фазы по отношению к напряжению питаюпаей сети. Изменяющийся
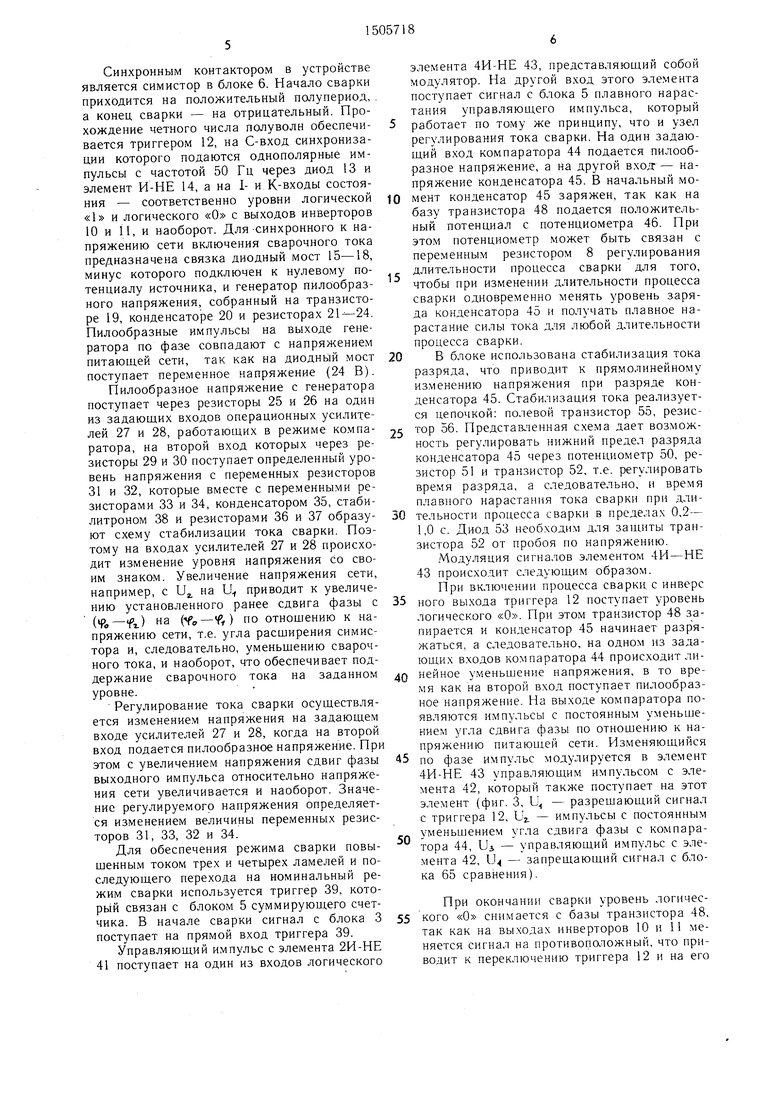
5 по фазе импульс модулируется в элемент 4И-НЕ 43 управляющим импульсом с элемента 42, который также поступает на этот элемент (фиг. 3, Ц - разрешающий сигнал с триггера 12, U. - импульсы с постоянным
уменьшением угла сдвига фазы с компаратора 44, Ui - управляюший импульс с элемента 42, и - запрещающий сигнал с блока 65 сравнения).
При окончании сварки уровень логичес- 5 кого «О снимается с базы транзистора 48, так как на выходах инверторов 10 и I меняется сигнал на противоположный, что приводит к переключению триггера 12 и на его
шнверсном выходе появляется уровень логи- зеской «1. Транзистор 48 отпирается и про- Шсходит заряд конденсатора 45 через резис- top 49. При этом время заряда меньше или ({оответствует времени подготовки к второму | 1иклу сварки.
Обратная связь работает следующим образом.
При прохождении сварочного тока во вторичной обмотке сварочного трансформа- ора 57 трансформатор 58 тока вырабатыва- т на вторичной обмотке напряжение, про- орциональное сварочному току, которое ыпрямляется выпрямителем 59 и поступает блок 60 умножителя с выхода которого нимается напряжение, величина которого |11авна квадрату входного напряжения, и по- атупает на вход интегратора 6, чье напряжение возрастает на каждом полупериоде пропорционально квадрату тока. При этом данное напряжение поступает на блок 65 сравнения, где сравнивается с напряжением, поступающим с блока 66 эталонных значений энергии сварки. При это.м данный блок собран так, что энергия сварки первых трех- четырех ламелей ниже номинальной. При каждом импульсе, поступающем с блока 1 формирования команд управления исполнительными механизмами, соответствующем первым трем-четырем ламелям, она ступенчато достигает эталонного значения, причем уровни этих значений энергии регулируются (фиг. 2).
I При сравнении текущего уровня напряжения с установленным, т.е. текущего уровня энергии и эталонной, блок 65 сравнения подает сигнал запрета на .модулятор 43 и |:варка прекращается (фиг. 3). I На каждом полупериоде выход интегратора 61 возрастает пропорционально входно- iiy напряжению (а значит квадрату тока) и |Ьбратно пропорционально постоянной интегрирования RC. Чем больше RC, тем мень- ще увеличение и, следовательно, больше время, требуемое для достижения установленного блоком 66 напряжения. Постоянная интегрирования регулируется конденсатором 63 и потенциометром 62. Причем потенциометр может быть связан с переменным резистором 8 регулировки длительности процесса сварки. Следовательно, между током
сварки и длительностью процесса сварки обратно пропорциональная зависимость, а значит величина PRt остается постоянной.
Применением устройства достигается постоянство уровня энергии, выделяемой на электродах, что существенно улучшает качество сварочного соединения за счет введения обратной связи, обеспечивает любой требуемый режи.м сварочного процесса и дает возможность установить оптимальный технологический режим сварки для различных типоразмеров изделий.
Формула изобретения
Устройство управления напряжением при контактной сварке по авт. св. № 1252102, отличающееся тем, что, с целью повышения качества сварного соединения за счет стабилизации уровня энергии, выделяемой на электродах, в него дополнительно введены блок эталонных значений энергии сварки и
последовательно соединенные трансформатор тока, выпрямительный мост, блок умножения, интегратор и блок сравнения, выход которого соединен с входом блока фазового управления сварочным током и стабилизации его действующего значения, второй вход
блока сравнения соединен через блок эталонных значений энергии сварки с выходом блока формирования команд управления исполнительными механизмами, а трансформатор тока включен во вторичную обмотку сварочного трансформатора.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления напряжением при контактной сварке | 1984 |
|
SU1252102A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для управления процессом контактной сварки | 1983 |
|
SU1113226A1 |
| Устройство для контроля электрической прочности изоляции электротехнических изделий | 1987 |
|
SU1525634A1 |
| Стабилизированный источник питания | 1981 |
|
SU993228A1 |
| УСТРОЙСТВО ЗАЩИТЫ СВЕТОДИОДОВ ОТ ПЕРЕГРУЗОК | 2013 |
|
RU2572378C2 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2239526C1 |

Изобретение относится к машиностроению, а именно к устройствам для автоматизации контактной сварки, и может быть использовано, например, при точечной сварке обмоточных проводов к ламелям коллектора. Цель изобретения - повышение качества сварного соединения за счет стабилизации уровня энергии, выделяемой на электродах. Устройство управления напряжением при контактной сварке содержит блок формирования команд управления исполнительными механизмами, блок питания, блок суммирующего счетчика и блок фазового управления сварочным током и стабилизации его действующего значения, блок плавного настраивания управляющего импульса и блок коммутации сварочного трансформатора. В устройство введены трансформатор тока, выпрямительный мост, блок умножителя, интегратор, блок сравнения, блок эталонного значения энергии сварки. Устройство позволяет стабилизировать уровень энергии, выделяемой на электродах, путем сравнения измеренной энергии с эталонной. Обеспечиваются любой требуемый режим сварочного процесса и возможность установки оптимального технологического режима сварки для различных типоразмеров изделий. 3 ил.
Я
«
« |с
Ь-СЦ о-{ин
сГ
« р
- См t ,. «о «л ь t/
)VO
Си
«о
« с л л
tl.
ч- ««а v CS СЗ СЗ СЭГ
ь- CJ
ъ Сч. I « V4 f
vj о « «/
-Ь О
СЧ|
oS
5J
щ
(/2 3 4
гг.5
| Устройство управления напряжением при контактной сварке | 1984 |
|
SU1252102A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
