Изобретение относится к области металлургии и может быть использовано в технологических процессах обработки жидкого металла.
Цель изобретения - повышение точности требуемого соотношения лигатура - жидкий металл, автоматизация подачи лигатуры в ковш и улучшение условий модифицирования.
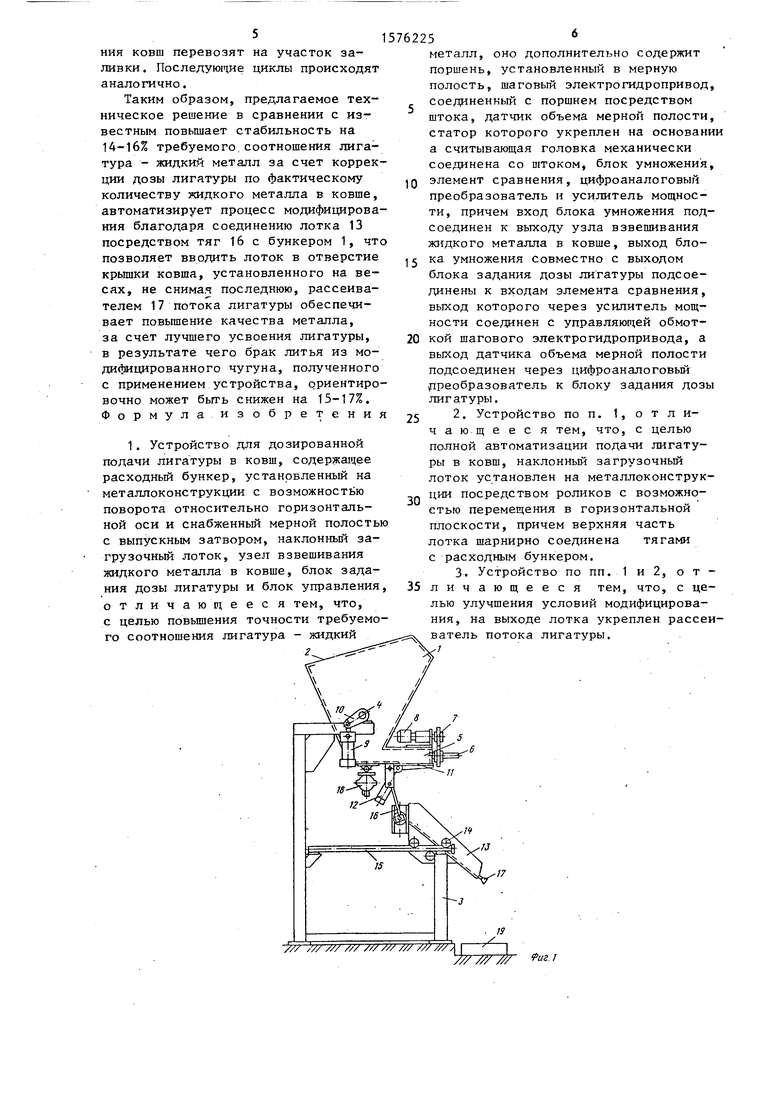
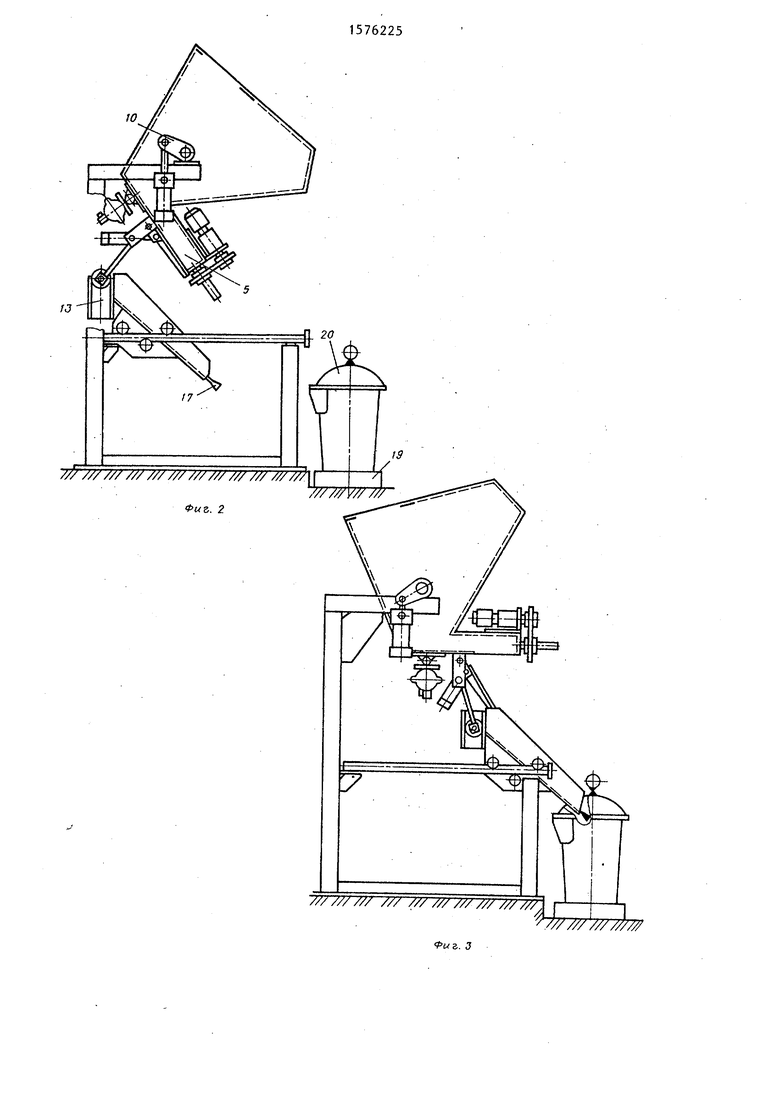
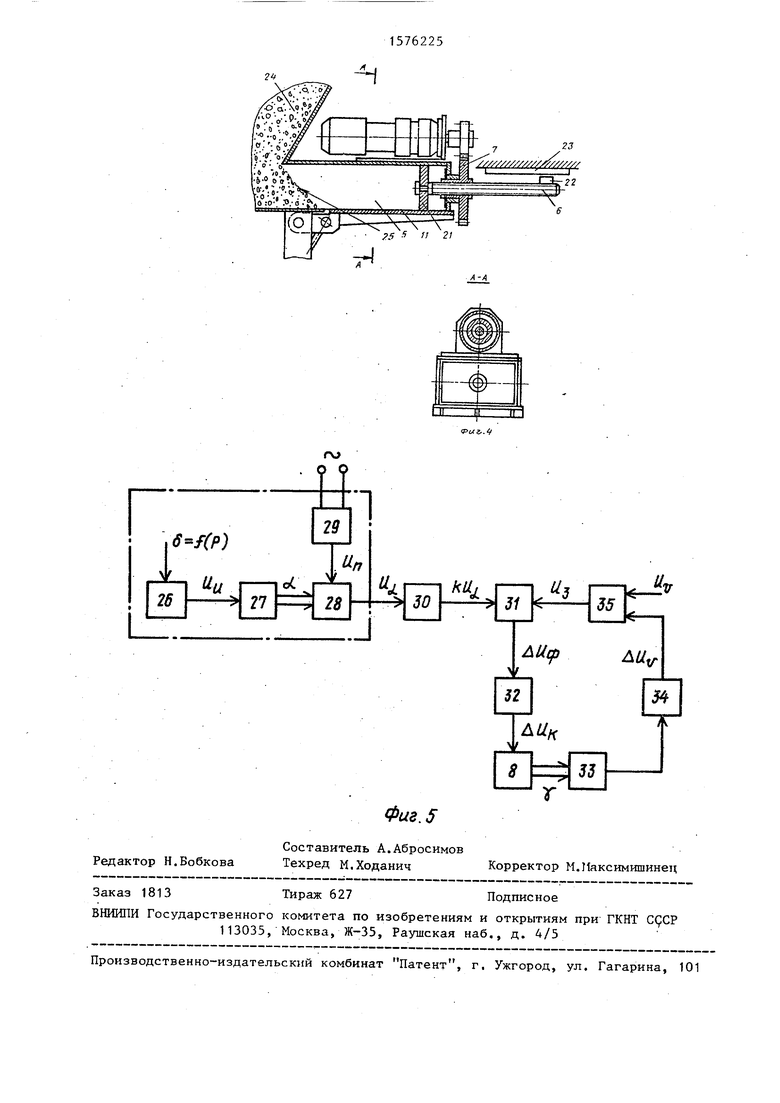
На фиг. 1 изображена схема устройства в положении загрузки лигатуры в расходный бункер; на фиг.2 - то же, в положении заполнения мерной полости лигатурой и установки ковша с жидким металлом; на фиг.З - то же, в положении выдачи дозы лигатуры в ковш; на фиг. 4 - мерная полость, общий вид и разрез А-А; на фиг. 5 - функциональная схема задания дозы лигатуры.
Расходный бункер 1 с отверстием 2 для загрузки лигатуры установлен на
металлоконструкции 3, смонтированной на бетонном основании. Бункер 1 укреплен в опорах 4 и снабжен горизонтальной мерной полостью 5, шток 6 которой соединен с зубчатой передачей 7 с шаговым электрогидроприво- дом 8, укрепленным на мерной полости 5. Шток гидроцилиндра 9, предназначенного для поворота бункера 1, шарнирно связан с тягой Ю. Мерная полость 5 снабжена затвором 11 с гидроцилиндром 12. Наклонны загрузочный лоток 13 посредством роликов 14 установлен в направляющих 15 с возможностью перемещения в горизонтальной плоскости. Верхняя часть лотка 13 соединена тягами 16 с бункером 1. На выходе лотка 13 установлен рассеиватель 17 потока лигатуры. Под мерной полостью 5 установлен вибровозбудитель 18. Платформенные весы 19 укреплены на основании под
сд 1
(ЗЭ 1чЭ Ю СП
лотком 13 и предназначены для определения количества жидкого металла в ковше 20,
Мерная полость 5 (фиг. 4) снабжена поршнем 21, связанным посредством штока 6 и зубчатой передачи 7 с шаговым электрогидроприводом 8. В качестве датчика объема мерной полости 5 применен датчик линейных перемещений, считывающая головка 22 которого укреплена на штоке 6, а линейка 23 (статор) установлена на основании. Бункер 1 заполнен лигатурой 24, причем в незаполненной мерно полости 5 фронт 25 лигатуры 24 соответствует углу естественного откоса.
На функциональной схеме задания дозы лигатуры (фиг. 5) показаны узел взвешивания жидкого металла в ковше 20, включающий силоизмеритель- ный датчик 26, вторичный прибор 27, аналоговый преобразователь 28, запи- танный от стабилизированного источ- ника 29, блок 30 умножения, элемент 31 сравнения, усилитель 32 мощности, датчик 33 объема мерной полости 5, цифроаналоговый преобразователь 34 и блок 35 задания дозы лигатуры.
Блок управления (не показан) служит для последовательного включения приводов механизма устройства.
Устройство для дозированной подачи лигатуры в ковш работает следующим образом.
В исходном положении (фиг. 1) расходный бункер 1 с лигатурой находится в вертикальном положении, мерная полость 5 пуста, ковш 20 за- поляется жидким металлом. По сигналу оператора включается гидроци-j линдр 9 и бункер 1 поворачивается на некоторый угол, увлекая за собой лоток 13 через тягу 16. Лоток 13 перемещается на роликах 14 по направляющим 15. Угол поворота бункера 1 а следовательно, и перемещение лотка 13 должен быть достаточным и для беспрепятственной установки ковша 20 на платформу весов 19.После установки ковша 20 с жидким металлом на платформу весов 19 силоизмерительный датчик 26 деформируется на величину $ f(P) и их выходной сигнал ии пропорционален фактической массе Р жидкого металла в ковше (фиг. 5). Схема компенсации массы тары не показана. Сигнал UM поступает на вто
Q 5
0 5
5
0
5
0
5
0
ричный прибор 27 с встроенным ана- лотовым преобразователем 28 угла бЈ поворота стрелки в напряжение IV,. В блоке 30 сигнал U умножается на коэффициент k, равный заданному процентному содержанию лигатуры. В блоке 35 задания дозы лигатуры сформирован сигнал Uv, пропорциональный дозе лигатуры при расчетном количестве жидкого металла ковша 20.
Выходы блоков 30 и 35 подключены к входам элемента 31 сравнения, на выходе которого
ди9 иэ,
где U} - выходной сигнал блока 35.
Сигнал uUm усиливается в усилителе 32 мощности и в виде управляющего сигнала UUK подается на.шаговый электрогидропривод 8, который через передачу 7 перемещает поршень 21 в мерной полости 5. Одновременно перемещается головка 22 относительно линейки 23. Привод 8 останавливается в момент, когда
(Uv AUV) 0. При этом поршень 21 занимает такое положение, при котором объем U мерной полости 5 соответствует количеству лигатуры, необходимому для фактической массы жидкого металла в ковше 20.
После установки дозы лигатуры снова включается гидроцилиндр 9 и бункер 1 с лотком 13 занимает определенное положение (фиг. 2), В этом положении мерная полость 5 заполняется лигатурой в количестве, необходимом для фактической массы жидкого металла в ковше 20. Затем гидроцилиндром 9 бункер 1 возвращается в вертикальное положение, а лоток 13 входит в отверстие крышки ковша 20 (фиг. 2), причем крышку ковша 20 снимать не нужно. По команде срабатывает гидроцилиндр 12, открывается затвор 11 и доза лигатуры по лотку 13 ссыпается в ковш 20. Рас- сеиватель 17 рассредотачивает лигатуру по поверхности жидкого металла в ковше 20f что улучшает условия модифицирования, а следовательно, повышает качество металла. После этого затвор 11 закрывается, срабатывает гидроцилиндр 9 и бункер 1 поворачивается, как было указано 1 на некоторый угол, а лоток 13 перемещается влево, освобождая ковш 20. По окончании процесса модифицирова51
ния ковш перевозят на участок заливки . Последующие циклы происходят аналогично.
Таким образом, предлагаемое техническое решение в сравнении с известным повышает стабильность на 14-16% требуемого соотношения лигатура - жидкий металл за счет коррекции дозы лигатуры по фактическому количеству жидкого металла в ковше, автоматизирует процесс модифицирования благодаря соединению лотка 13 посредством тяг 16 с бункером 1, что позволяет вводить лоток в отверстие крышки ковша, установленного на весах, не снимав последнюю, рассеива- телем 17 потока лигатуры обеспечивает повышение качества металла, за счет лучшего усвоения лигатуры, в результате чего брак литья из модифицированного чугуна, полученного с применением устройства, ориентировочно может быть снижен на 15-17%. Формула изобретения
1. Устройство для дозированной подачи лигатуры в ковш, содержащее расходный бункер, установленный на металлоконструкции с возможностью поворота относительно горизонтальной оси и снабженный мерной полостью с выпускным затвором, наклонный загрузочный лоток, узел взвешивания жидкого металла в ковше, блок задания дозы лигатуры и блок управления, отличающеес я тем, что, с целью повышения точности требуемого соотношения лигатура - жидкий
г
/// /// /// /// /// //////////// л
762256
металл, оно дополнительно содержит поршень, установленный в мерную полость, шаговый электрогидропривод, соединенный с поршнем посредством штока, датчик объема мерной полости, статор которого укреплен на основании а считывающая головка механически соединена со штоком, блок умножения,
Ю элемент сравнения, цифроаналоговый преобразователь и усилитель мощности, причем вход блока умножения подсоединен к выходу узла взвешивания жидкого металла в ковше, выход бло15 ка умножения совместно с выходом блока задания дозы лигатуры подсоединены к входам элемента сравнения, выход которого через усилитель мощности соединен с управляющей обмот20 кой шагового электрогидропривода, а выход датчика объема мерной полости подсоединен через цифроаналоговый преобразователь к блоку задания дозы лигатуры.
25 2. Устройство по п. отличающееся тем, что, с целью полной автоматизации подачи лигатуры в ковш, наклонный загрузочный лоток установлен на металлоконструкции посредством роликов с возможностью перемещения в горизонтальной плоскости, причем верхняя часть лотка шарнирно соединена тягами с расходным бункером.
3. Устройство по пп. 1 и 2, о т 35личающееся тем, что, с целью улучшения условий модифицирования, на выходе лотка укреплен рассеи- ватель потока лигатуры.
30
W
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ | 2011 |
|
RU2474731C1 |
| ОДНОКОВШОВЫЙ ЭКСКАВАТОР | 2018 |
|
RU2709270C1 |
| Чайниковый ковш для модифицирования железоуглеродистых сплавов | 1986 |
|
SU1371972A1 |
| Автоматический объемно-весовой дозатор | 1970 |
|
SU1841250A1 |
| Штукатурная станция | 1990 |
|
SU1788179A1 |
| КОВШ-ВОЛОКУША ДЛЯ КОПАНИЯ ТРАНШЕЙ НА БОЛОТАХ | 1972 |
|
SU357328A1 |
| Самозагружающаяся смесительно-зарядная машина для заряжания скважин в процессе изготовления взрывчатых веществ | 2019 |
|
RU2752067C2 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
Изобретение относится к металлургии и может быть использовано в технологических процессах модифицирования жидкого металла. Цель изобретения - повышение точности требуемого соотношения лигатура-жидкий металл, полная автоматизация подачи лигатуры в ковш и улучшение условий модифицирования. Устанавливают дозу лигатуры в зависимости от веса жидкого металла в ковше, причем доза лигатуры устанавливается в мерной емкости за счет соответствующего перемещения поршня. 2 з.п. ф-лы, 5 ил.
Фиг,. 2
/// /// /// /// /// /// /// /// //////
Редактор Н.Бобкова
Фиг. 5
Составитель А.Абросимов
Техред М.Ходанич Корректор М.Наксимишинец
Заказ 1813
Тираж 627
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г, Ужгород, ул. Гагарина, 101
Подписное
| Патент США № 3351237, кл.222-23, 1975. |
