Изобретение относится к металлургии и литейному производству, в частности к внепечной обработке чугуна чепосредственно в ковше перед заливкой в литейные формы.
Цель изобретения - уменьшение пи- роэффекта, повышение стабильности и
эффективности процесса модифицироваI
ния путем предотвращения всплывания
модификатора и поддержания избыточного давления под крышкой и снижение отбела в отливках.
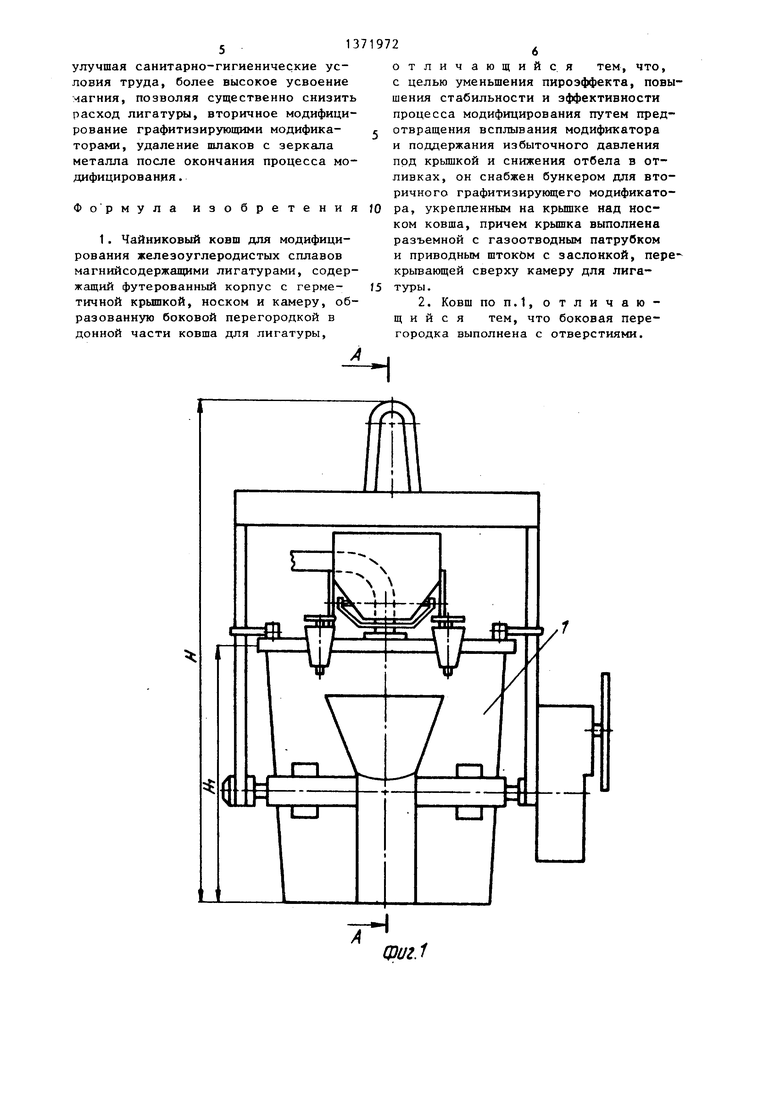
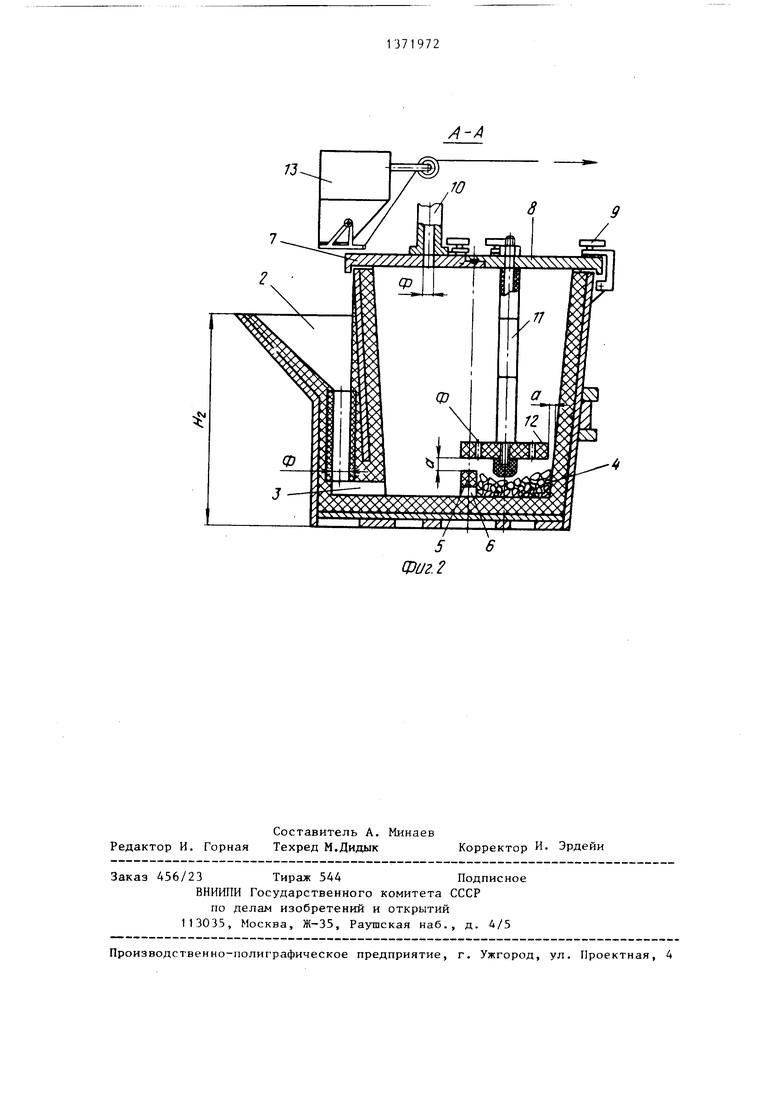
На фиг. 1 показан предлагаемый чай- никовый ковш, общий вид; на фиг.2 - разрез А-А на фиг. 1.
Корпус 1 ковша имеет носок 2, предназначенный для наполнения ковша жидким металлом из печи и разливки металла в литейные формы. Корпус ковша и носок футерованы огнеупорным материалом, причем носок с полостью ковша имеет сообщающийся канал 3. В донной части ковша имеется камера 4 для размещения магнийсодержащей лигатуры, образованная стенкой ковша и перегородкой 5, возводимой на дне ковша, превьш1ающей верхний уровень качала 3 на 50-80 мм. Во избежание закозления модификатора в камере 4 при соприкосновении его с первой порцией металла, понижения температуры и повышения вязкости чугуна перегородка 5 имеет отверстия 6, расположенные напротив сообщающегося канала 3, обеспечивающие по.стоянный приток камеру горячего металла.
Крьш1ка ковша состоит из двух частей - полукрьш1ек 7 и 8, которые прижимаются к корпусу ковша 1 с помощью винтовых зажимов 9. Для герметизации перед накрытием крышки по периметру ковша прокладывается слой огнеупорной вязкой массы.
Полукрьш1ка 7 имеет газоотводной патрубок 10, обеспечивающий выход газов и поддержание избыточного давления под крьшкой 1,5-2,0 атм. в перио процесса модифицирования, что в свою оче1зедь способствует интенсификации
процесса усвоения магния жидким чугуном. Полукрьш1ка 8 имеет жестко закрепленную штангу 11, армированную огнеупорным материалом, на конце которой закреплена графитовая или из другого огнеупорного материала заслонка 12, предназначенная для предотвращения всплывания кусков лигатуры на зеркало металла. Заслонка 12
0 5 0,
Q
с
0
5
имеет форму. Соответствующую форме камеры 4.
Для свободного выхода паров магния из камеры 4 размеры заслонки 12 и длина штока должны обеспечивать при перекрытии камеры зазор между стенкой ковша, перегородкой 5 и заслонкой 12. Для равномерного распределения пацов магния в объеме металла заслонка 12 также имеет отверстия, площадь сечения которых должна обеспечивать необходимую прочность заслонки 12.
Для вторичного модифицирования с целью предупреждения образования структурно-свободных карбидных включений Б отливках при кристаллизации над носком 2 на полукрышке 7 установлен бункер 13 для размещения графи- тизирующего модификатора.
Модифицирование чугуна магнийсо- держащими лигатурами в предлагаемом чайниковом ковше обеспечивает высокую стабильность модифицирования, достижение более высокого усвоения чугуном магния (55-75%), что позволяет существенно сократить расход магнийсодержащей лигатуры, отсутствие свечения и дымовьщеления в атмосферу цеха, что существенно улучшает санитарно-гигиенические условия труда, вторичное графитизирующее модифицирование, позволяющее получать стабильно без структурно-свободных включений цементита отливки сечением более 5 мм с механическими свойствами ((R 620-752 МПа; (1.400-560 МПа; 2,0-4,0%; НВ 187-229), соответствующими маркам Вг 50-2, Вг 60-2, возможность удаления шлаков с зеркала металла после окончания процесса модифицирования, что позволяет использовать ковш многократно при поточном производстве.
Ковш работает следующим образом.
Перед модифицированием полукрьш - ка 8 со штангой 11 и заслонкой 12 снимается, в камеру 4 загружают лигатуру, флюсующие и другие добавки, затем полукрышку 8 устанавливают на ковш и закрепляют винтовыми зажимами 9, в бункер 13 загружают вторичный модификатор (например 75%-ный ферросилиций в количестве 0,4-0,8 мас.% от массы обрабатываемого жидкого металла в ковше), затем ковш подают носком 2 под желоб печи. Металл из печи по желобу поступает в носок 2 и через канал 3 в полость ковша. При
соприкосновении металла с лигатурой происходит прЬцесс модифицирования. Уровень металла в ковше увеличивается, а заслонка 12 удерживает куски лигатуры в камере 4, предохраняя от всштьшания на зеркало металла. Пары магния, устремляясь в зазоры между заслонкой 12, перегородкой 5, стенко корпуса и в отверстия в заслонке, обеспечивают борботацию всего объема меташга.
После наполнения 2/3 объема ковша металлов в момент прекращения реакции взаимодействия магнийсодержащей лигатуры оператор дистанционно от
крывает заслонку бункера 13, вторичный модификатор поступает в носок 2 и струей металла вводится в полость ковша.
После наполнения ковша металлом до уровня среза носка 2 подачу металла прекращают, ковш подают на площадку, снимают полукрьш1ку 8 со штангой 11 и заслонкой 12, счищают шлак и подают на заливочный участок.
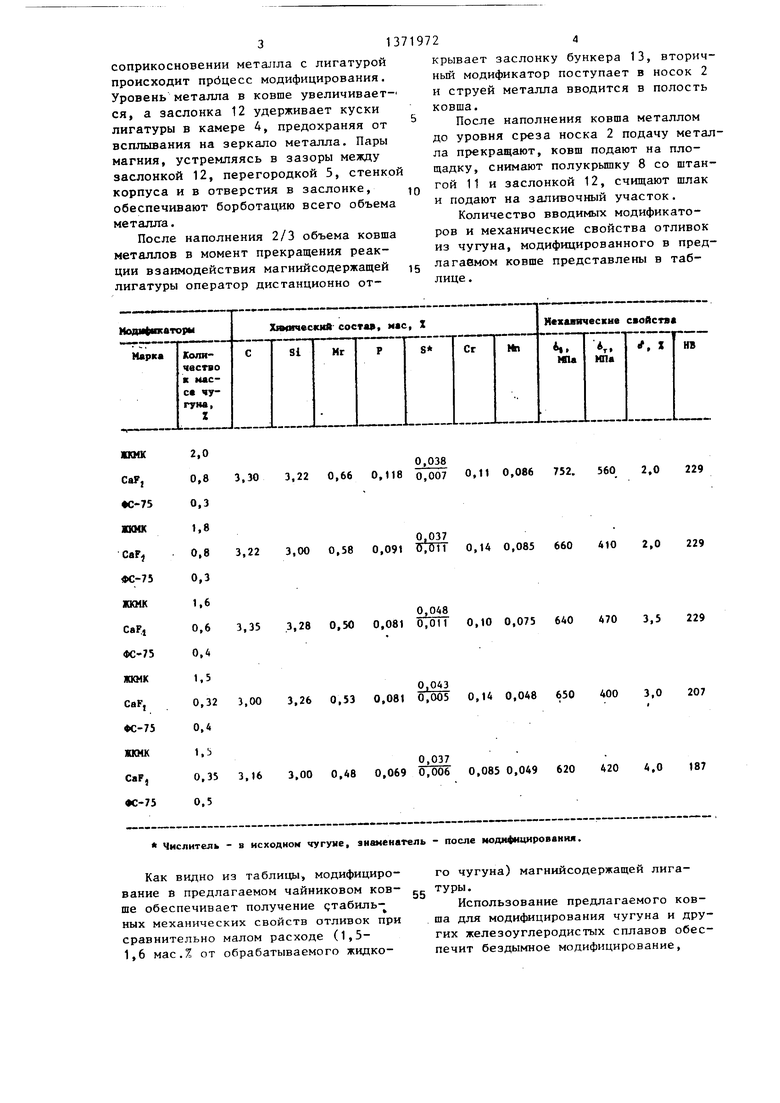
Количество вводимых модификаторов и механические свойства отливок из чугуна, модифицированного в предлагаемом ковше представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения чугуна с шаровидным графитом | 1983 |
|
SU1089136A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2009 |
|
RU2422546C2 |
| Ковш для модифицирования железоуглеродистых сплавов | 1981 |
|
SU971574A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ сфероидизирующего модифицирования высокопрочных чугунов в барабанном ковше | 2024 |
|
RU2834662C1 |
| Установка для модифицирования сплавов | 1975 |
|
SU539949A1 |
| Способ модифицирования чугуна и устройство для его осуществления | 1989 |
|
SU1632980A1 |
| Способ получения высокопрочного чугуна | 1984 |
|
SU1194892A1 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1981 |
|
SU996455A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
Изобретение относится к области металлургии и литейного производства, в частности к внепечной обработке чугуна непосредственно в ковше перед заливкой в литейные формы. Цель изобретения - уменьшение пиро- эффекта, повьшение стабильности и эффективности процесса модифицирования путём предотвращения всгшьгоания модификатора и поддержания избыточного давления под крьшкой и снижение отбела Б отливках. Чайниковый ковш для модифицирования железоуглеродистых сплавов магнийсодержащими лигатурами включает футерованный корпус с герметичной крышкой и носком и камеру, образованную боковой перегородкой в донной части ковша для лигатуры. Ковш снабжен бункером для вторичного графитизирующего модификатора, укрепленным на крышке над носком ковша, причем крышка выполнена разъемной с газоотводным патруб ком и штоком с заслонкой, перекрывающей сверху камеру для лигатуры. Боковая перегородка вьтолнена с отверстиями. Конструкция ковша позволяет обеспечить более высокое усвоение магния и существенно снизить расход лигатуры. 1 з.п. ф-лы, 2 ил., 1 табл. (Л
Числитель - в исходном чугуме, знаменатель - после модифицирования.
Как видно из таблицы, модифицирование в предлагаемом чайниковом ков- ше обеспечивает получение дтабиль- ных механических свойств отливок при сравнительно малом расходе (1,5- 1,6 мас.% от обрабатываемого жидкого чугуна) магнийсодержащей лигатуры .
Использование предлагаемого ковша для модифицирования чугуна и других железоуглеродистых сплавов обеспечит бездымное модифицирование.
улучшая санитарно-гигиенические условия труда, более высокое усвоение магния, позволяя существенно снизить расход лигатуры, вторичное модифицирование графитиэирующими модифика- торами, удаление шлаков с зеркала металла после окончания процесса модифицирования .
Формула изобретения
отличающийся тем, что, с целью уменьшения пироэффекта, повышения стабильности и зффективности процесса модифицирования путем предотвращения всплывания модификатора и поддержания избыточного давления под крьшкой и снижения отбела в отливках, он снабжен бункером для вторичного графитизирукмцего модификатора, укрепленным на крышке над носком ковша, причем крьшхка выполнена разъемной с газоотводным патрубком и приводным штокйм с заслонкой, перекрывающей сверху камеру для лигатуры.
ф{/г.
7J
