2.Устройство по п. 1, отличающееся тем, что, с целью повышения надежности в рабо- те,датчик уровня жидкого металла в изложнице выполнен в виде установленного на приводном домкрате, подсоединенном к командному блоку, уравновешенного неравноплечего рычага, один конец которого шар- нирно соединен с тягой, снабженной поплавком из несмачиваемого жидким металлом огнеупорного материала, а к другому концу рычага подсоединен преобразователь перемещений, выход которого подсоединен к вторичному прибору с встроенным аналоговым преобразователем.
3.Устройство но п. 1, отличающееся тем, что датчик уровня жидкого металла в промежуточной емкости выполнен в виде замкнутого рычажно-унругого грузоприем- ного механизма, на котором установлена промежуточная емкость, снабженного преоб1
Изобретение относится к черной металлургии и может быть использовано для заливки жидкого металла в различные формы, преимущественно в изложницы.
Цель изобретения - повышение точности дозирования, а также повышение надежности в работе.
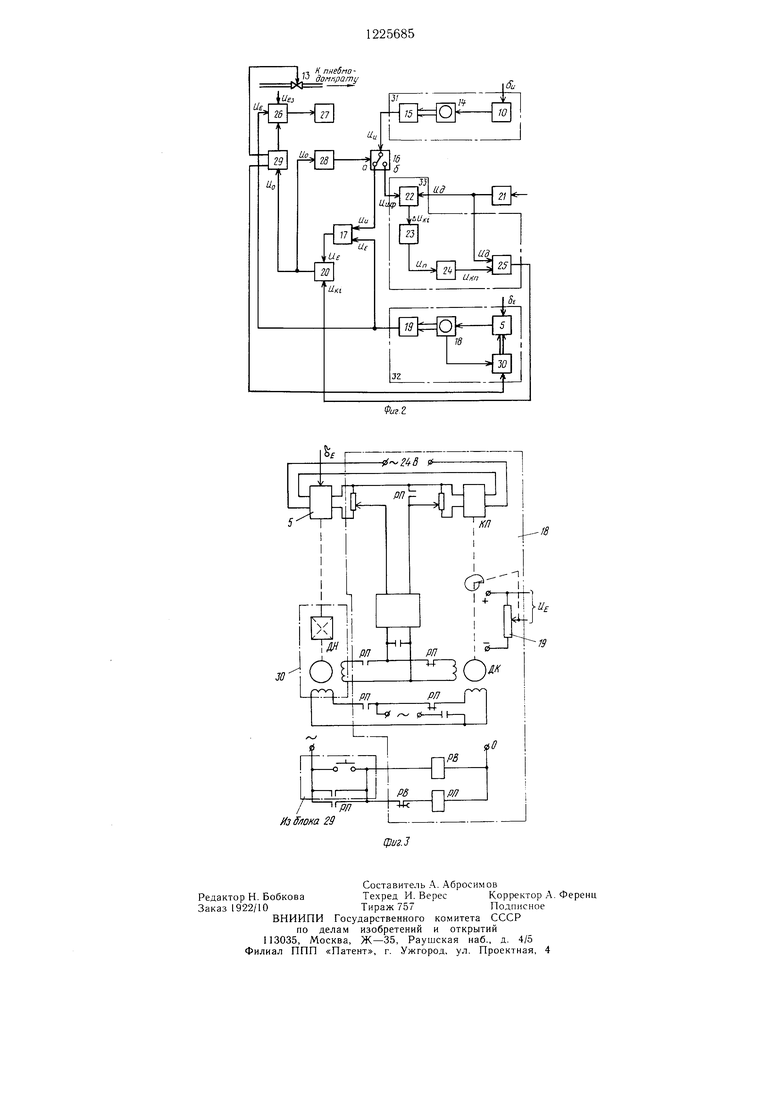
На фиг. 1 представлена схема усройст- ва, общий вид; на фиг. 2 - функциональная блок-схема управления; на фиг. 3 - принципиальная электрическая схема датчика уровня жидкого металла в промежуточной емкости.
Устройство (фиг. 1) содержит поворотный ковш 1, промежуточную проточную емкость 2, состоящую из двух полостей (приемной и рабочей) и установленную на рычажно-упругом механизме 3 с пружинами 4 и преобразователем 5 линейных перемещений. В рабочей (выпускной) полости промежуточной емкости 2 зафутерована труба, через которую пропущена тяга 6, снабженная поплавком 7 из огнеупорного материала и шарнирно соединенная с неравноплечим рычагом 8, на котором установлен с возможностью перемещения уравно- вещивающий груз 9. К второму концу рычага 8 подсоединен преобразователь 10 перемещений. Под рычагом 8 расположен механический упор 11. Опора рычага 8, преобразователь 10 и упор 11 установлены на основании, укрепленном на штоке пневмо- домкрата 12, сжатый воздух в цилиндр которого подается через клапан 13.
разователем линейных перемещений с механизмом автоматической установки нуля, соединенным с командным блоком и подсоединенным к входу вторичного прибора со встроенным аналоговым преобразователем.
4. Устройство по п. 1, отличающееся тем, что узел коррекции, содержит блок определения погрешности дозирования, первый вход которого, являющийся первым входом узла, соединен с вторым выходом переключателя, второй вход, являющийся вторым входом узла, соединен с блоком задания дозы, а выход подсоединен через накопительный блок и блок определения среднего значения погрешности дозирования за несколько циклов к первому входу блока формирования скорректированного сигнала,а второй вход которого, являющийся третьим входом узла, соединен с блоком задания дозы, а выход является выходом узла.
Выход преобразователя 10 (фиг. 2) подключен к вторичному прибору 14 со встроенным аналоговым преобразователем 15 угла поворота стрелки в электрический сигнал.
Выход преобразователя 15 подключен к переключателю 16, один из выходов которого соединен с первым входом сумматора 17. Выход преобразователя 5 подключен к вторичному прибору 18 со встроенным аналоговым ГЕреО бразователем 19 угла поворота стрелки в электрический сигнал. Выход преобразователя 19 подключен к второму входу сумматора 17, выход которого соединен с нуль-органом 20.
Блок 21 задания дозы дополнительно
снабжен узлом коррекции, содержащим блок 22 определения погрещности в каждом цикле дозирования, первый вход которого соединен через переключатель 16 с выходом датчика уровня жидкого металла в изложнице второй вход соединен с блоком 21 задания
дозы, а выход подключен через накопительный блок 23 и блок 24 определения среднего значения погрешности дозирования за п циклов к входу блока 25 формирования скорректированного сигнала. Второй вход
блока 25 связан с блоком 21 задания дозы, а выход подключен к нуль-органу 20. Выход аналогового преобразователя 19 подключен к входу регулятора 26, связанного с приводом 27 поворота разливочного ковша. Выход нуль-органа 20 подключен
через элемент 28 задержки к переключателю 16 и через командный блок 29 к исполни
тельному элементу регулятора 26. Кроме того, командный блок 29 связан с механизмом 30 автоматической установки нуля, входящим в состав датчика уровня жидкого металла в промежуточной емкости и с кла- паном 13 пневмодомкрата 12.
Кроме того, на фиг. 2 обозначены: блок- схема 31 датчика уровня жидкого металла в изложнице; блок-схема 32 датчика уровня жидкого металла в промежуточной емкости 2 блок-схема 33 узла коррекции; 5„-пере- мещение рычага 8, пропорциональное уровню жидкого металла в изложнице; линейное перемещение рычажно-упругого -механизма 3 под действием нагрузки, пропорциональное уровню жидкого металла в проме жуточной емкости; U - напряжение, пропорциональное уровню жидкого металла в изложнице, в процессе заполнения прибыльной части; напряжение, пропорциональное фактическому уровню жидкого металла в из:1ожнице после ее заполнения; IJa - напряжение, пропорциональное заданному уровню жидкого металла в изложнице; UE - напряжение, пропорциональное мгновенному значению уровня жидкого металла в промежуточной емкости; -напряжение, пропорциональное заданному значению уровня жидкого металла в промежуточной емкости; AU, напряжение, пропорциональное погрешности г-го цикла дозирования; Uo - вьгеодное напряжение нуль-органа; причем
и., и« Ua +Sign
Ь
+-и,„; Uy U«-+-Ut; - ЬЧ.
Преобразователь 5 электрически соединен с компенсационным преобразователем КП вторичного прибора 18 по дифференциально-трансформаторной схеме и меха- нически связан с механизмом 30 автоматической установки нуля.
Аналоговый преобразователь 19 кинема- тически связан с компенсационным двигателем ДК вторичного прибора 18.
Процесс заливки стали в изложницу с помощью предлагаемого устройства происходит следующим образом.
В исходном состоянии стрелки прибо ров 14 и 18 находятся на нулевой отметке щкалы, напряжения Ь ц и UE равны нулю, переключатель 16 находится в положении а, напряжение , а напряжение Uw иэ.
По сигналу от командного блока 29 через регулятор 26 включается привод 27 поворота разливочного . ковша 1 и сталь начинает поступать в промежуточную емкость 2, а из нее в изложницу. По достижении уровня жидкого металла в промежу- точной емкости 2 заданного значения расход металла, сливаемого из ковща 1, стабилизируется регулятором 26. При этом
5
.
0 0
0
Q
5
5
Ue UES. Измерение и регулирование уровня жидкого металла в промежуточной емкости 2 осуществляется непрерывно по цепочке: рычажный механизм 3, упругие элементы 4, преобразователь 5, вторичный прибор 18, преобразователь 19, регулятор 26, привод 27 поворота разливочного ковща 1.
В предлагаемом устройстве применен весовой метод измерения количества жидкого металла в промежуточной емкости. Это достигается тем, что под воздействием мгновенного значения массы жидкого металла в промежуточной емкости 2 деформируются упругие элементы (пружины) 4, поворачиваются на соответствующий угол полурамы рычажного механизма 3, на выходе преобразователя 5 появляется сигнал, пропорциональный мгновенному значению массы жидкого металла в промежуточной емкости 2, который, при прочих равных условиях, пропорционален расходу жидкого металла из ковща. Этот сигнал отрабатывается прибором 18, на оси стрелки которого установлен преобразователь 19 угла поворота стрелки в электрическое напряжение UE , используемое в качестве управляющего воздействия в системе стабилизации уровня жидкого металла в промежуточной емкости 2.
По достижении уровня жидкого металла в изложнице верхнего предела (например, прибыльной надставки при разливке спокойной стали) металл соприкасается с поплавком 7 и начинается выходная фаза дозирования. С этого момента поплавок 7 поднимается вместе с металлом, увлекая за собой посредством тяги 6 рычаг 8, который поворачивается. Угол поворота рычага 8 измеряется преобразователем 10, выходной сигнал которого отрабатывается прибором 14. На оси стрелки прибора 14 укреплен аналоговый преобразователь 15 угла поворота стрелки в напряжении U,,, пропорциональном уровню жидкого металла в изложнице. Напряжение Uj, через переключатель 16 подается на сумматор 17, где суммируется с напряжением UE . Выходное напряжение сумматора LJy подается на нуль-орган 20. При , нуль-орган 20 выдает сигнал Uo в командный блок 29, в котором, в свою очередь, вырабатывается сигнал на реверс привода 27 поворота разливочного ковща 1. Этот сигнал поступает на исполнительный элемент регулятора 26- В результате реверса разливочного ковша 1 происходит отсечка струи жидкого металла.
Одновременно сигнал Uo поступает на элемент 28 задержки, подключенный к переключателю 16. Спустя выдержку времени, необходимую для стекания металла из промежуточной емкости в изложницу после отсечки струи из ковща 1, из блока 28 подается сигнал на переключатель 16 и он переключается в положение б. При этом выход преобразователя 15 подключается к входу блока 22 определения погрешности. В блоке 22 выделяется напряжение, пропорциональное погрешности данного цикла дозирования:
ди, Ua.
Напряжение ALJ, подается в накопительный блок 23, где запоминается и суммиру- ется с напряжениями , выделяемыми блоком 22 в последующих циклах дозирования. Число суммируемых погрешностей устанавливают в блоке 23. Например, если п выбрано равным 3, то после каждых трех циклов дозирования в блок 24 вводится на-
пряжение U3 5rALift,. В блоке 24 выполни- t-i
ется операции определения среднего значении погрешности дозирования и напряжение на его выходе равно
lik,:
,
у
В результате этого на выходе блока 25 формируется скорректированное задающее напряжение на следующий цикл дозирования
U/ Ud+AUnn
Таким образом, при заливке последующим изложниц учитываются случайные погрешности предыдущих циклов, что снижает погрешность дозирования каждого следующего цикла.
В процессе работы промежуточная емкость 2 изменяет свой объем в результате образования настылей. Существующие датчики уровня на учитывают указанное изменение, в результате чего появляется дополнительная ногрещность, увеличивающаяся от изложницы к изложнице. В предлага
„ 5
0
емом устройстве изменение .ем& промежуточной емкости практически не влияет на достоверность информации, а масса образовавшихся настылей компенсируется при по.мощи механизма 30 автоматической установки нули преобразователя 5. Для этого из командного блока 29 перед началом каждого цикла дозирования выдается сигнал на включение механизма 30. При этом (фиг. 3) замыкается контакт в цепи реле РП, последнее срабатывается, самоблокируется и своими контактами ;1 у; тируст выход преобразователя КП, отключает компенсационный двигатель ДК вторич1-;ого прибора 18 и подключает двигатель ДН механизма 30 к выходу усилителя. ,Ц и-1га7ч :, 1ь ДН работает до тех пор, пока во1ходиое ка пряжение преобразователя 5 не стапег рапным нулю. Спустя выдержку времени, реле РВ своим.контактом снимает с самоблокировки реле РП, ;|,вигатсль отк.помается, включается двигатель ДК, стрелка т:|)ибо- ра 18 устанавливается на )г,мевоГ| отметке шкалы и, тем самым, компенсируется массой настылей в промежуточной емкости 2. этом IJeстановится равным . По чании процесса заливки изл(;Ж1 И111)1 от блока 29 подается сигнал на клапан 13 и ниев- модомкрат 12 поднимает датчик уровня жидкого металла в изложнице в крайнее жение до упора. При этом поплавок 7 выходит из изложницы и цикл згливкн заканчивается. Последую1цие излож1П1ц.ы заливаются аналогично. Перед заливкой каждой изложницы домкрат спускает поплавок 7 на заранее установленную высоту.
Благодаря непрерывному из.мере1 ию vpoB- ня жидкого металла имеется во. 5Л10жно :ть управлять простыми средствами 1:роцессо.м заливки изложниц в выходной ({зазе дозирования, что позволяет уме1 ЬН1ить norpeiu- ность дозирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля расхода жидкого расплава | 1979 |
|
SU1115850A1 |
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
| Способ дозирования стали в изложницу | 1976 |
|
SU730467A1 |
| Устройство для дозирования металла в изложницы | 1979 |
|
SU900976A1 |
| Устройство для ввода металлическойдРОби B СТРую жидКОгО МЕТАллА | 1979 |
|
SU812419A1 |
| Весовой дозатор для разливки металла в изложницы | 1981 |
|
SU996096A1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ МЕТАЛЛА | 1972 |
|
SU420392A1 |
| Способ управления дегазацией жидкой стали в струе | 1988 |
|
SU1557175A1 |
| Устройство для ввода дисперсных материалов в струю жидкого металла | 1988 |
|
SU1629150A1 |
| Устройство для дозирования жидкого металла | 1975 |
|
SU554947A1 |

Из ff/iOHu 29
Составитель А. Абросимов
Редактор Н. БобковаТехред И. ВересКорректор А. Ференц
Заказ 1922/10Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Дубров Н | |||
| Ф | |||
| и др | |||
| Разливка стали- М.: Металлургия, 1975, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Способ дозирования стали в изложницу | 1976 |
|
SU730467A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
