f
(21)4448084/31-02
(22)30.05.88
(46) 07.07.90. Бкш. № 25
(71)Московский институт приборостроения и Московский станкоинструмен- тальный институт
(72)С.Л.Кацман, А.М.Кузьменко, Н.П.Шляхин и И.Н.Лыткин
(53)621.745.66.043 (088.8)
(56)Инструкция по проектированию футеровок промышленных печей из огнеупорных волокнистых материалов ВСН 429-81. - М,: Минмонтажспецстрой, 1981, с.15, рис.2.
Производство и применение волокнистых материалов в конструкциях футеровок тепловых агрегатов: Обзор ЦБНТИ. - М., 1978, с.25, рис.4.
i
(54)ФУТЕРОВКА ПЕЧЕЙ
(57)Изобретение относится к нагревательным устройствам и может быть использовано в футеровках из волокнистых материалов в промышленных печах для термической обработки металлов. Цель изобретения - уменьшение трудозатрат при монтаже, увеличение срока службы и КПД печи. Футеровка печей содержит несколько слоев прямоугольных плит из волокнистого огнеупорного материала, насаженных на заостренные металлические стержни, прикрепленные к наружному кожуху печи. Скержни выполнены с пазами, параллельными одной из диагоналей насаженной плиты. След плоскости скоса на поверхности плиты перпендикулярен указанной диагонали. Угол наклона плоскости скоса к оси стержня выполняется в пределах 15...45°. Стержни расположены относительно друг друга на расстояниях, равных половине параллельной стороны прямоугольной плиты. 5 ил.
О S
(Л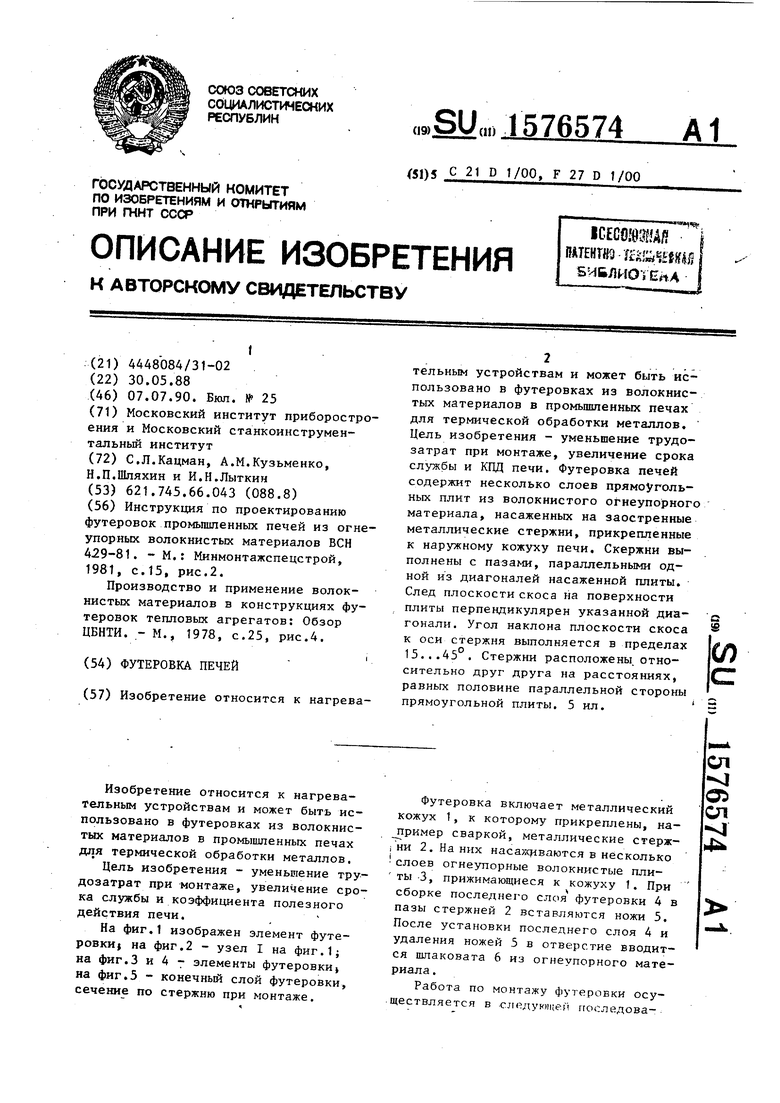
| название | год | авторы | номер документа |
|---|---|---|---|
| Панель футеровки наклонного свода теплового агрегата | 1981 |
|
SU1015224A1 |
| Охлаждаемая футеровка металлургической печи | 1979 |
|
SU1086017A1 |
| Устройство для крепления футеровки | 1980 |
|
SU903676A1 |
| Устройство для крепления многослойной футеровки к кожуху печи | 1980 |
|
SU916945A1 |
| СПОСОБ ФУТЕРОВКИ ШАХТЫ ДОМЕННОЙ ПЕЧИ, ХОЛОДИЛЬНЫЙ БЛОК ШАХТЫ ДОМЕННОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2682499C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ ПЕРВИЧНОГО АЛЮМИНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2614357C2 |
| ЭЛЕКТРОПЕЧЬ СОПРОТИВЛЕНИЯ | 2005 |
|
RU2300720C2 |
| Способ изготовления футеровки | 1980 |
|
SU918686A1 |
| Плитовый холодильник доменной печи | 1981 |
|
SU949003A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ КОНИЧЕСКОЙ ФОРМЫ | 1990 |
|
RU2030700C1 |
Изобретение относится к нагревательным устройствам и может быть использовано в футеровках из волокнистых материалов в промышленных печах для термической обработки металлов. Цель изобретения - уменьшение трудозатрат при монтаже, увеличение срока службы и КПД печи. Футеровка печей содержит несколько слоев прямоугольных плит из волокнистого огнеупорного материала, насаженных на заостренные металлические стержни, прикрепленные к наружному кожуху печи. Стержни выполнены с пазами, параллельными одной из диагоналей насаженной плиты. След плоскости скоса на поверхности плиты перпендикулярен указанной диагонали. Угол наклона плоскости скоса к оси стержня выполняется в пределах 15...45°. Стержни расположены относительно друг друга на расстояниях, равных половине параллельной стороны прямоугольной плиты. 5 ил.
Изобретение относится к нагревательным устройствам и может быть использовано в футеровках из волокнистых материалов в промышленных печах для термической обработки металлов.
Цель изобретения - уменьшение трудозатрат при монтаже, увеличение срока службы и коэффициента полезного действия печи.
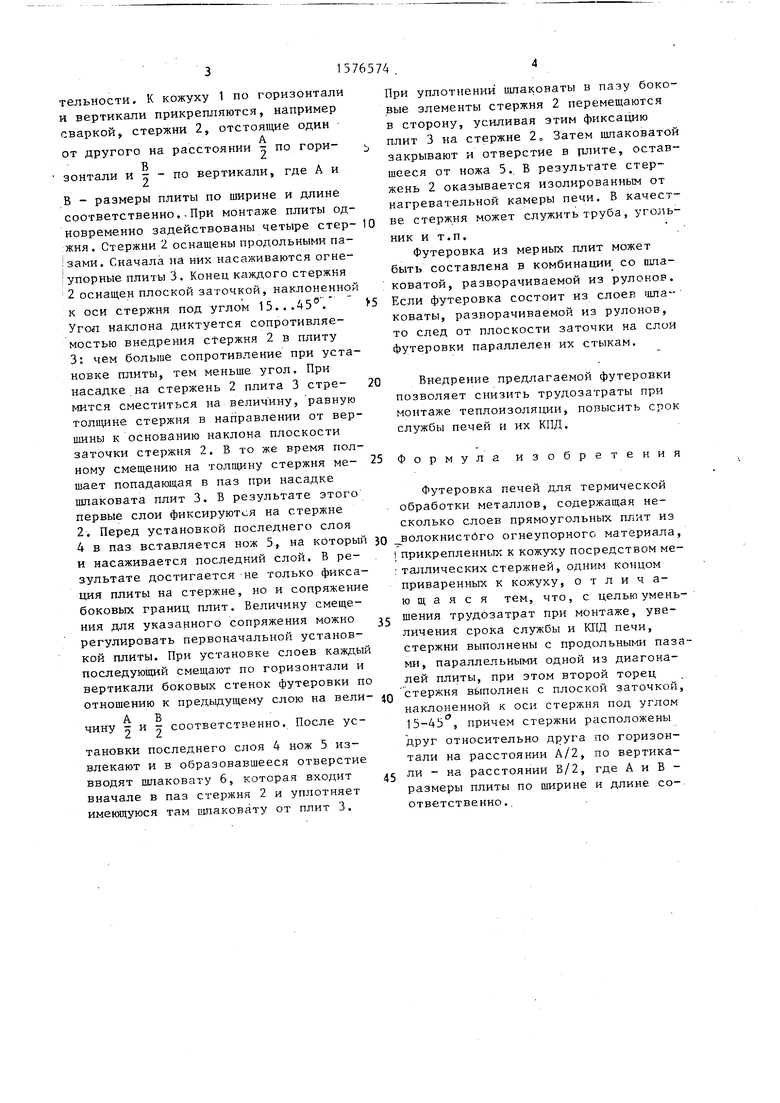
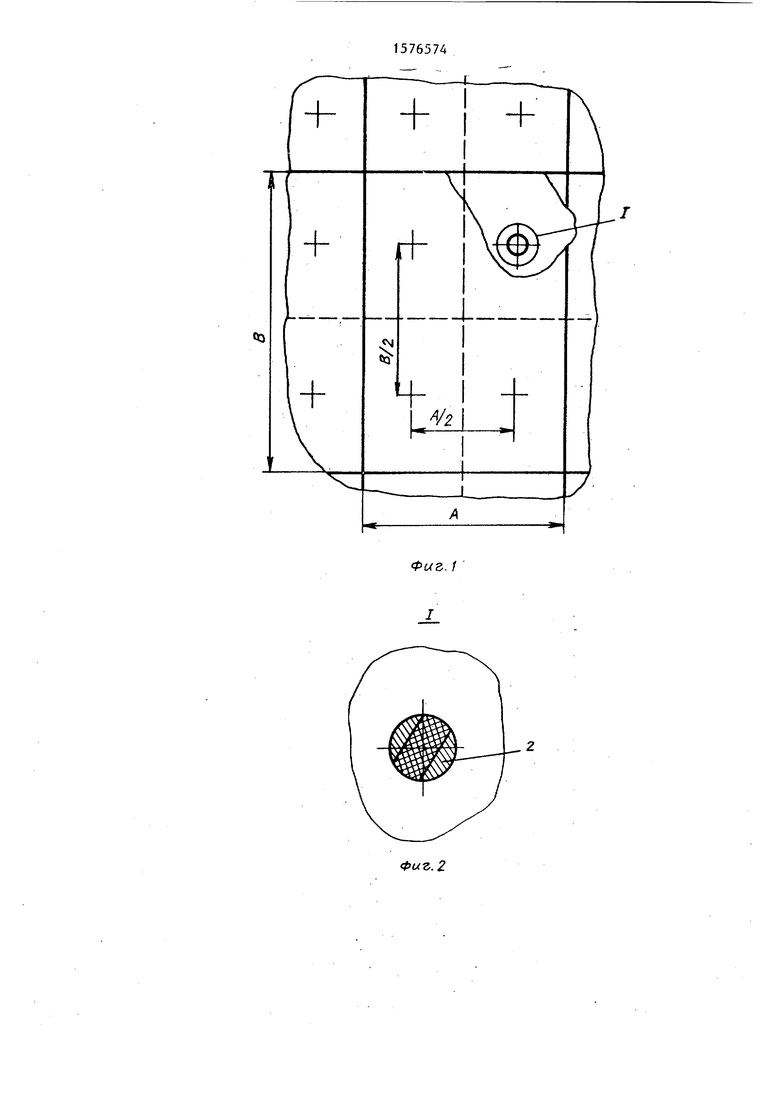
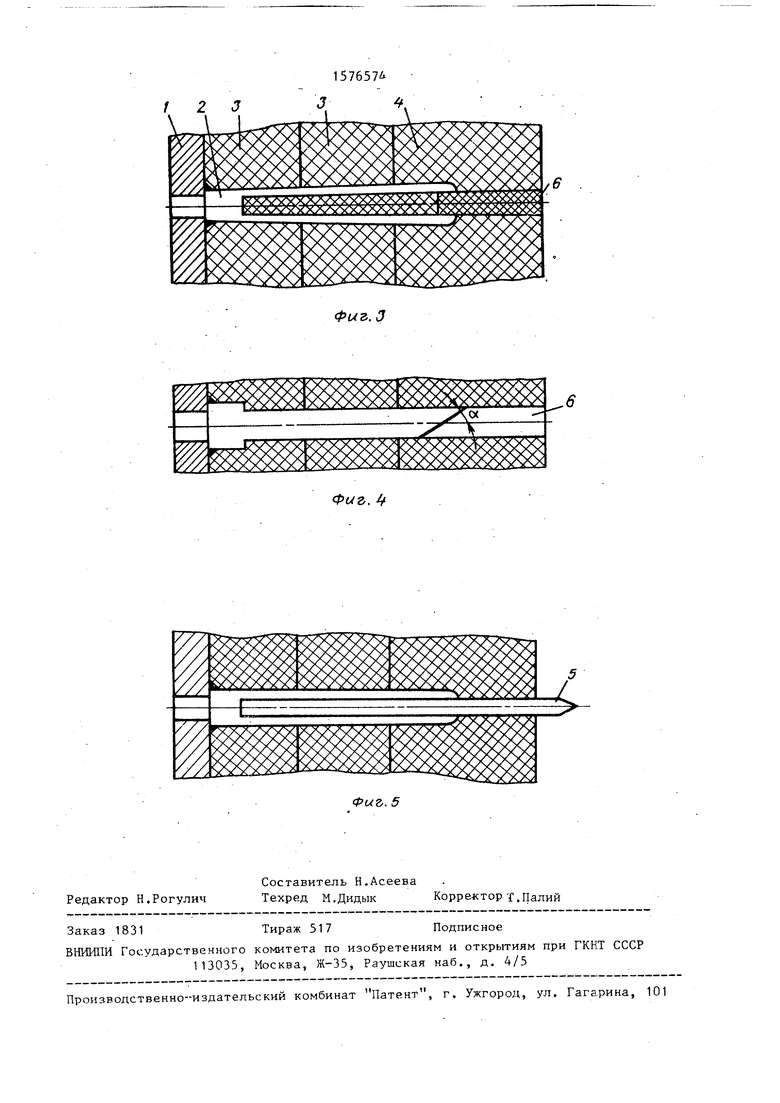
На фиг.1 изображен элемент футе- ровки) на фиг.2 - узел I на фиг.1; на фиг.З и 4 - элементы футеровки на фиг.5 - конечный слой футеровки, сечение по стержню при монтаже.
Футеровка включает металлический кожух 1, к которому прикреплены, на- пример сваркой, металлические стерж- , ни 2. На них насаживаются в несколько 1 слоев огнеупорные волокнистые плиты 3, прижимающиеся к кожуху 1. При сборке последнего слоя футеровки 4 в пазы стержней 2 вставляются ножи 5. После установки последнего слоя 4 и удаления ножей 5 в отверстие вводится шлаковата 6 из огнеупорного материала .
Работа по монтажу футеровки осуществляется в слрдукицеи погледоваСПsj
О5 СП 1 4Ь
телъности. К кожуху 1 по горизонтали и вертикали прикрепляются, например сваркой, стержни 2, отстоящие один
А от другого на расстоянии j по гори-
В.
зонтали и г - по вертикали, где А и
В - размеры плиты по ширине и длине соответственно..При монтаже плиты одновременно задействованы четыре стер- жня. Стержни 2 оснащены продольными пазами. Сначала на них насаживаются огнеупорные плиты 3. Конец каждого стержня 2 оснащен плоской заточкой, наклоненной к оси стержня под углом 15...45°. Угол наклона диктуется сопротивляемостью внедрения стержня 2 в плиту 3: чем больше сопротивление при установке плиты, тем меньше угол. При насадке на стержень 2 плита 3 стре- мится сместиться на величину, равную толщине стержня в направлении от вершины к основанию наклона плоскости заточки стержня 2. В то же время полному смещению на толщину стержня ме- шает попадающая в паз при насадке шлаковата плит 3. В результате этого первые слои фиксируются на стержне 2. Перед установкой последнего слоя 4 в паз вставляется нож 5, на который и насаживается последний слой. В результате достигается не только фиксация плиты на стержне, но и сопряжение боковых границ плит. Величину смещения для указанного сопряжения можно регулировать первоначальной установкой плиты. При установке слоев каждый последующий смещают по горизонтали и вертикали боковых стенок футеровки по отношению к предыдущему слою на вели-
А В
чину 5й соответственно. После установки последнего слоя 4 нож 5 извлекают и в образовавшееся отверстие вводят шлаковату 6, которая входит вначале в паз стержня 2 и уплотняет имеющуюся там шлаковату от плит 3.
При уплотнений шлаковаты в пазу боковые элементы стержня 2 перемещаются в сторону, усиливая этим фиксацию плит 3 на стержне 2„ Затем шлаковато закрывают и отверстие в плите, оставшееся от ножа 5. В результате стержень 2 оказывается изолированным от нагревательной камеры печи. В качестве стержня может служить труба, угольник и т.п.
Футеровка из мерных плит может быть составлена в комбинации со шлаковатой, разворачиваемой из рулонов. Если футеровка состоит из слоев шлаковаты, разворачиваемой из рулонов, то след от плоскости заточки на слои футеровки параллелен их стыкам.
Внедрение предлагаемой футеровки позволяет снизить трудозатраты при монтаже теплоизоляции, повысить срок службы печей и их КПД.
Формула изобретения
Футеровка печей для термической обработки металлов, содержащая несколько слоев прямоугольных плит из волокнистого огнеупорного материала, прикрепленных к кожуху посредством ме- таллических стержней, одним концом приваренных к кожуху, отличающаяся тем, что, с целью уменьшения трудозатрат при монтаже, увеличения срока службы и КПД печи, стержни выполнены с продольными пазами, параллельными одной из диагоналей плиты, при этом второй торец стержня выполнен с плоской заточкой, наклоненной к оси стержня под углом 15-45 , причем стержни расположены друг относительно друга ао горизонтали на расстоянии А/2, по вертикали - на расстоянии В/2, где А и В - размеры плиты по ширине и длине соответственно .
Фиг.
Фиг. 2
/ 2 J
Фиг.Э
Фиг. 4
