ел
00
о
4 1
00
Изобретение относится к электро- технике, в частности к технологии электромашиностроения, а более конкретно к обработке контактной поверхности щеток электрических машин.
Цель изобретения - упрощение технологии и повышение производительности.
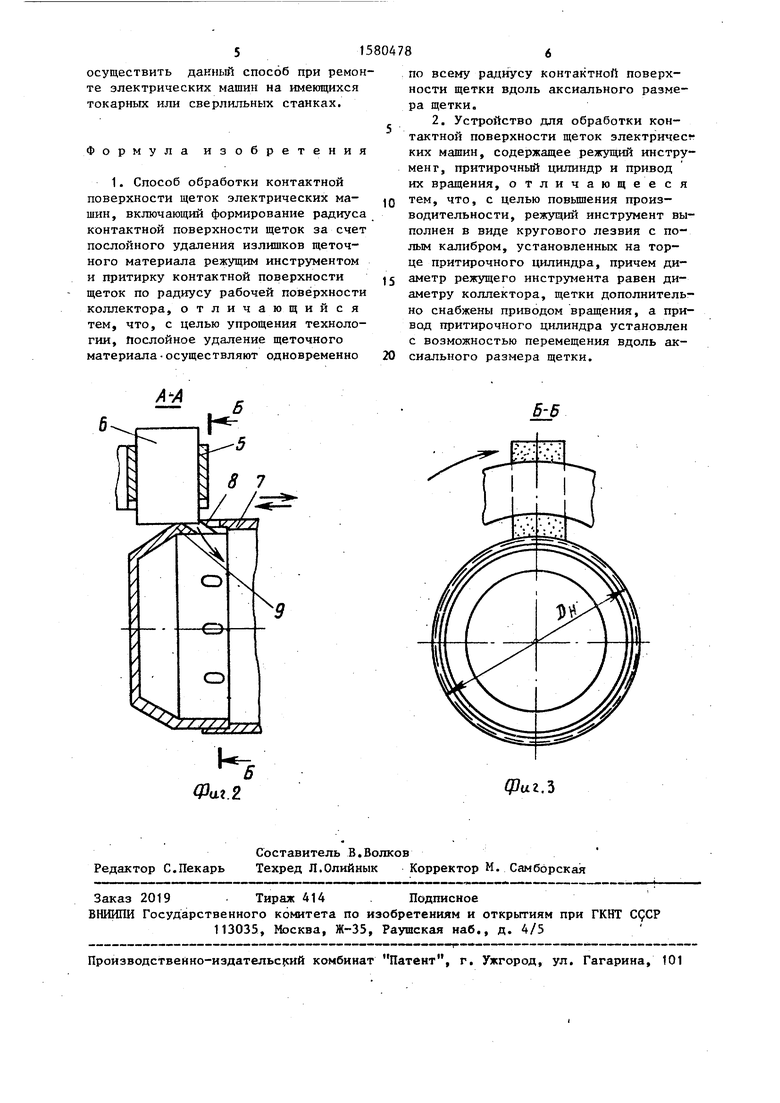
На фиг.1 приведено устройство, реализуюцее предлагаемый способ; на . фиг. 2 - разрез А-А на фиг. 1; на фиг.1 3 - разрез Б-Б на фиг. 2.
На станине 1 установлены привод 2 пртирочного цилиндра и привод 3 щеток. На приводе 3 установлен самоцентрирующийся патрон 4, в который устанавливается траверса 5 со щетками 6.
В привод 2 устанавливается полый 1$ритирочный цилиндр 7, на торце ко- торого находится кольцевое лезвие 8 G полым калибром 9. К полому цилиндру 7 подсоединена система 10 отсоса И утилизации снятого со щеток щеточного материала.
Способ осуществляется следующим образом
Собранную со щетками траверсу 5 электрической машины устанавливают В самоцентрирующийся патрон 4 и за- крепляют. Полый притирочный цилиндр 7, собранный с круговым лезвием 8 и полым калибром 9, устанавливают соос- Но траверсе 5 и закрепляют на приводе 2S
Перемещая привод 2 вдоль .продольной оси полого цилиндра 7 в направлении аксиального размера щеток 6 Последовательно, конической частью йолого калибра 9 раздвигают щетки 6, увеличивая радиус их расположения, $атем цилиндрической частью калибра 9, радиус которого меньше радиуса коллектора на величину, достаточную для наименьшего снятия со щеток из- лишков щеточного материала, фикси- .руют щетки 6 в исходном положении. Включаются приводы 2 и 3. Привод 3 приводит во вращательное движение вокруг продольной оси цилиндра 7 траверсу со щетками, а привод 2 переме щает вдоль той же оси полый цилиндр 7 с кольцевым лезвием 8.
Кольцевое лезвие 8 послойно срезает со щеток 6 излишки щеточного материала в осевом направлении на уровне радиуса, равного номинальному радиусу коллектора, а полый цилиндр своей наружной поверхностью произво,
5
Q ,.
0
5
дит выглаживание обработанной поверхности цеток 6 до зеркального блеска.
После прохождения кольцевым лезвием 8 щетки по всей ее длине и достижения зеркального блеска на контактной поверхности щеток привод 3 отключается, а привод 2 возвращается в исходное положение.
Траверсу 5 с обработанной контактной поверхностью щеток 6 снимают с самоцентрирующегося патрона 4. Цикл повторяется.
Устройство снабжено покупной системой 10 отсоса и утилизации щеточного материала.
Возможен также вариант, когда траверса 5 с расположенными на ней щетками 6 неподвижна, а полый цилиндр 7 с кольцевым лезвием 8 вращается и одновременно перемещается вдоль своей продольной оси.
Предлагаемый способ для обработки контактной поверхности щеток электрических машин и устройство для его осуществления позволяют обработать контактную поверхность щеток по радиусу, равному номинальному радиусу коллектора, что по сравнению с существующим способом уменьшает затраты на получение зеркального блеска рабочей поверхности щеток.
Предлагаемый способ и устройство для его осуществления позволяют удалять последовательно излишки щеточного материала всех щеток, расположенных по длине траверсы, а также производить притирку щеток до зеркального блеска, что уменьшает трудоемкость и продолжительность технологического процесса изготовления электрической машины.
Кроме того, при удалении излишков щеточного материала круговым лезвием исключается возможность образования сколов и скосов рабочей поверхности щеток, что уменьшает время притирки щеток, что также повышает технологичность предлагаемого спо- .соба по сравнению с известным.
При осуществлении данного способа возможно либо вращение траверсы с расположенными на ней щетками, при этом полый цилиндр с кольцевым лезвием перемещается по высоте траверсы, либо траверса с расположенными на ней щетками неподвижна, а полый цилиндр вращается и одновременно перемещается по высоте траверсы. Это позволяет
осуществить данный способ при ремонте электрических машин на имеющихся токарных или сверлильных станках.
Формула изобретения
1. Способ обработки контактной поверхности щеток электрических машин, включающий формирование радиуса контактной поверхности щеток за счет послойного удаления излишков щеточного материала режущим инструментом и притирку контактной поверхности щеток по радиусу рабочей поверхности коллектора, отличающийся тем, что, с целью упрощения технологии, Послойное удаление щеточного материалаосуществляют одновременно
по всему радиусу контактной поверхности щетки вдоль аксиального размера щетки.
2. Устройство для обработки контактной поверхности щеток электрических машин, содержащее режущий инструмент, притирочный цилиндр и привод их вращения, отличающееся
тем, что, с целью повышения производительности, режущий инструмент выполнен в виде кругового лезвия с полым калибром, установленных на торце притирочного цилиндра, причем диаметр режущего инструмента равен диаметру коллектора, щетки дополнительно снабжены приводом вращения, а привод притирочного цилиндра установлен с возможностью перемещения вдоль акспального размера щетки.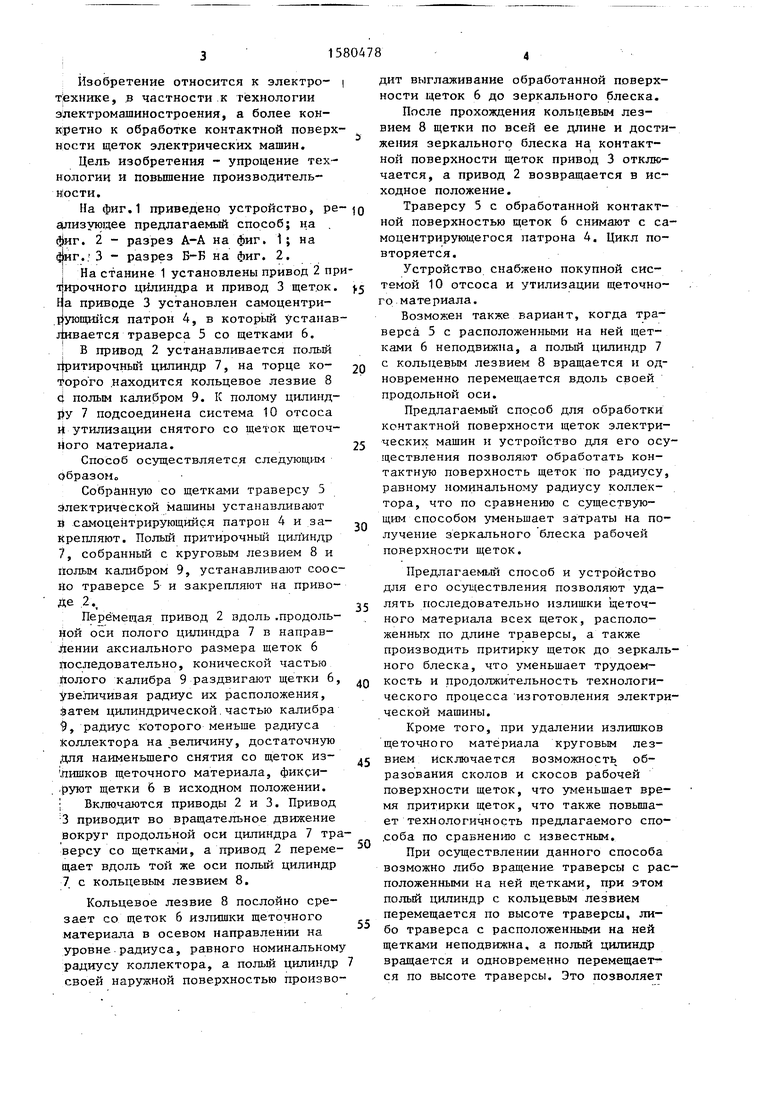
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для предварительной обработки контактной поверхности щеток электрических машин | 1981 |
|
SU1020900A1 |
| Устройство для притирки щеток коллекторных электродвигателей | 1978 |
|
SU698090A1 |
| Щеточно-коллекторный узел электрической машины | 1980 |
|
SU964810A1 |
| УСТРОЙСТВО ДЛЯ ТОКОСЪЕМА | 1980 |
|
SU931069A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН ПОСТОЯННОГО ТОКА | 2014 |
|
RU2569683C2 |
| Щеточно-контактный узел для униполярной электрической машины | 1977 |
|
SU705574A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ЩЕТОК КОЛЛЕКТОРНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2001 |
|
RU2212741C2 |
| Щеточно-коллекторный узел электрической машины | 1988 |
|
SU1597998A1 |
| Устройство для притирки щеток коллекторных электродвигателей | 1982 |
|
SU1056331A1 |
| Щеточно-коллекторный узел электрической машины | 1988 |
|
SU1601677A1 |
Изобретение относится к электротехнике, в частности к технологии электромашиностроения. Цель изобретения - упрощение технологии и повышение производительности. В привод 2 устанавливается полый притирочный цилиндр 7, на торце которого находится кольцевое лезвие 8 с полымкалибром 9. Траверсу 5 со щетками устанавливают в патрон 3. Перемещением привода 2 осуществляют обработку контактной поверхности щеток вдоль их аксиального размера. 2 с.п.ф-лы, 3 ил.
А-А с
г8 7
V ,
Фаг.2
6-6
фиг.Ъ
| УСТРОЙСТВО для ОБРАБОТКИ КОНТАКТНОЙ ПОВЕРХНОСТИ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 0 |
|
SU304653A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
