Изобретение относится к области машино- и приборостроения, а именно к метбдам триботехнических испытаний смазочных материалов для узлов трения.
Целью изобретения является повышение точности определения температуры смазочного слоя в контакте трущихся тел путем введения в смазочный материал индикатора в виде ферромагнитного порошка, обладающего температурным гистерезисом фазового превращения из ферромагнитного состояния в парамагнитное.
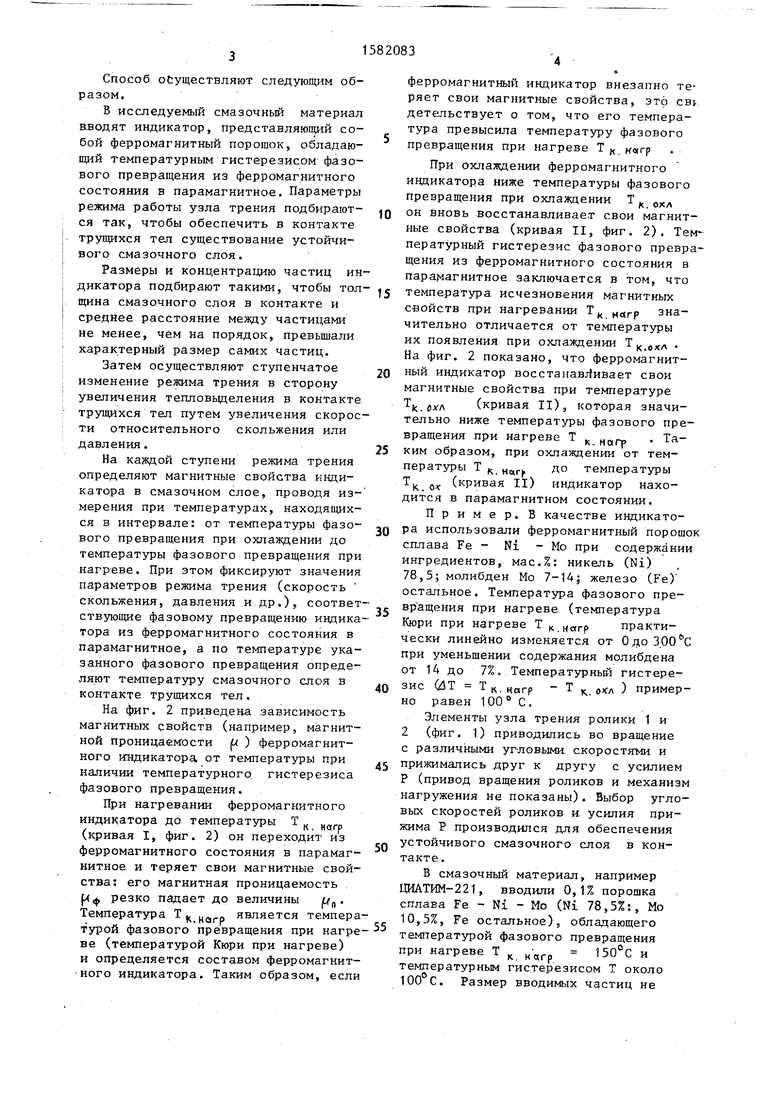
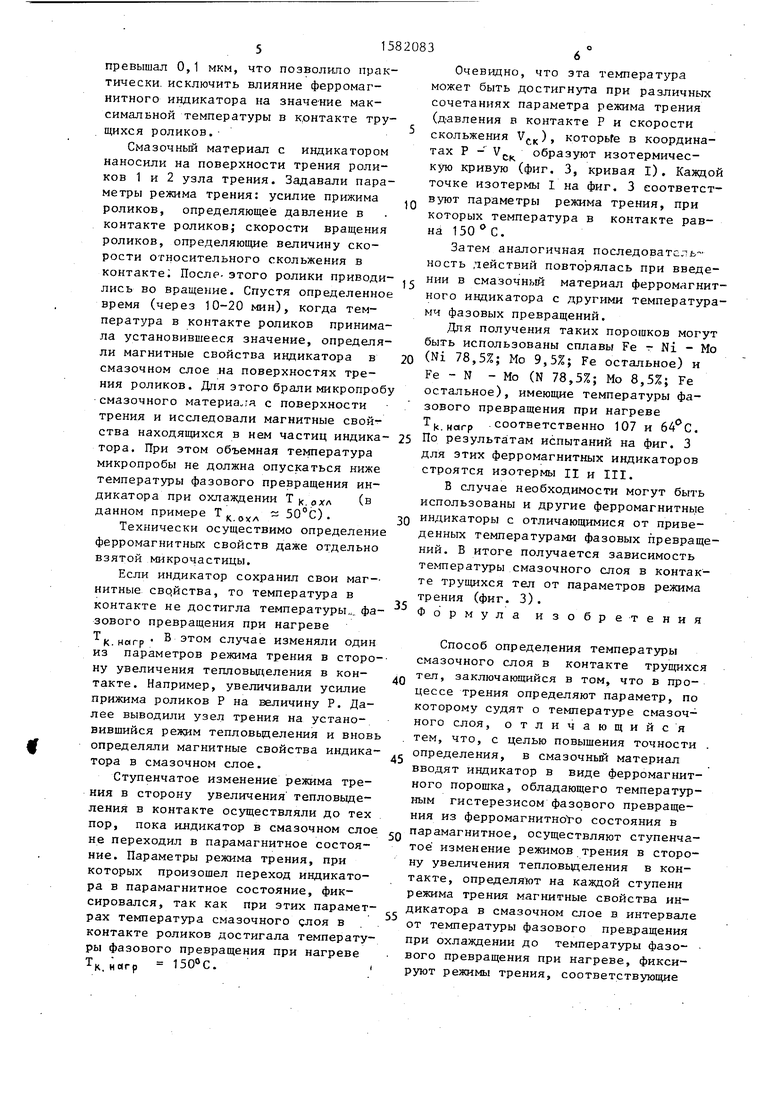
На фиг. 1 изображена упрощенная схема узла трения для осуществления предлагаемого способа; на фиг. 2 - зависимость магнитной проницаемости ферромагнитного индикатора от температуры при наличии температурного гистерезиса фазового превращения из ферромагнитного состояния в парамагнитное; на фиг. 3 - зависимость температуры смазочного слоя в контакте от параметров (скорости скольжения VCK и давления Р) режима работы узла трения, полученная при осуществлении способа.
ел оо го
о
ОС
со
Способ осуществляют следующим образом.
В исследуемый смазочньй материал вводят индикатор, представляющий собой ферромагнитный порошок, обладающий температурным гистерезисом фазового превращения из ферромагнитного состояния в парамагнитное. Параметры режима работы узла трения подбираются так, чтобы обеспечить в контакте трущихся тел существование устойчивого смазочного слоя.
Размеры и концентрацию частиц индикатора подбирают такими, чтобы толщина смазочного слоя в контакте и среднее расстояние между частицами не менее, чем на порядок, превышали характерный размер самих частиц.
Затем осуществляют ступенчатое изменение режима трения в сторону увеличения тепловыделения в контакте трущихся тел путем увеличения скорости относительного скольжения или давления.
На каждой ступени режима трения определяют магнитные свойства индикатора в смазочном слое, проводя измерения при температурах, находящихся в интервале: от температуры фазового превращения при охлаждении до температуры фазового превращения при нагреве. При этом фиксируют значения параметров режима трения (скорость скольжения, давления и др.), соответствующие фазовому превращению индикатора из ферромагнитного состояния в парамагнитное, а по температуре указанного фазового превращения определяют температуру смазочного слоя в контакте трущихся тел.
На фиг. 2 приведена зависимость магнитных свойств (например, магнитной проницаемости р ) ферромагнитного индикатора от температуры при наличии температурного гистерезиса фазового превращения.
При нагревании ферромагнитного индикатора до температуры Т к н (кривая I, фиг. 2) он переходит из ферромагнитного состояния в парамагнитное и теряет свои магнитные свойства: его магнитная проницаемость fx, резко падает до величины |Uft. Температура Тк нагр является темпера турой фазового превращения при нагре ве (температурой Кюри при нагреве) и определяется составом ферромагнитного индикатора. Таким образом, если
ферромагнитный индикатор внезапно теряет свои магнитные свойства, это СВР детельствует о том, что его температура превысила температуру фазового превращения при нагреве Т к кчгр
При охлаждении ферромагнитного индикатора ниже температуры фазового превращения при охлаждении Т окл
Ю он вновь восстанавливает свои магнитные свойства (кривая II, фиг. 2). Температурный гистерезис фазового превращения из ферромагнитного состояния в парамагнитное заключается в том, что
f5 температура исчезновения магнитных свойств при нагревании Тк ц«гр значительно отличается от температуры их появления при охлаждении . На фиг. 2 показано, что ферромагнит20 ный индикатор восстанавливает свои магнитные свойства при температуре (кривая II), которая значительно ниже температуры фазового превращения при нагреве Т к нагр . Та25 ким образом, при охлаждении от температуры Т к Наг до температуры TR QJC (кривая II) индикатор находится в парамагнитном состоянии.
Пример. В качестве индикато30 РЗ использовали ферромагнитный порошок сплава Fe - Ni - Mo при содержании ингредиентов, мас.%: никель (Ni) 78,5; молибден Мо 7-14; железо (Fe) остальное. Температура фазового пре,е вращения при нагреве (температура Кюри при нагреве Т к нагр практически линейно изменяется от 0 до 300 6С при уменьшении содержания молибдена от 14 до 7%. Температурный гистере40 зис (ДТ Т к нагр - Т к охд ) примерно равен 100° С.
Элементы узла трения ролики 1 и 2 (фиг. 1) приводились во вращение с различными угловыми скоростями и
45 прижимались друг к другу с усилием Р (привод вращения роликов и механизм нагружения не показаны). Выбор угловых скоростей роликов и усилия прижима Р производился для обеспечения
CQ устойчивого смазочного слоя в контакте.
В смазочный материал, например ЦИАТИМ-221, вводили 0,1% порошка сплава Fe - Ni - Mo (Ni 78,5%:, Mo 10,5%, Fe остальное), обладающего
55
температурой фазового превращения при нагреве Т к НС(Г 150°С и температурным гистерезисом Т около 100 С. Размер вводимых частиц не
превышал 0,1 мкм, что позволило практически исключить влияние ферромагнитного индикатора на значение максимальной температуры в контакте трущихся роликов.
Смазочный материал с индикатором наносили на поверхности трения роликов 1 и 2 узла трения. Задавали параметры режима трения: усилие прижима роликов, определяющее давление в контакте роликов; скорости вращения роликов, определяющие величину скорости относительного скольжения в
Очевидно, что эта температура может быть достигнута при различных сочетаниях параметра режима трения (давления в контакте Р и скорости скольжения VtK), которое в координатах Р - VCK образуют изотермическую кривую (фиг. 3, кривая I). Каждой точке изотермы I на фиг. 3 соответствуют параметры режима трения, при которых температура в контакте равна 150°С.
Затем аналогичная последовательность действий повторялась при введе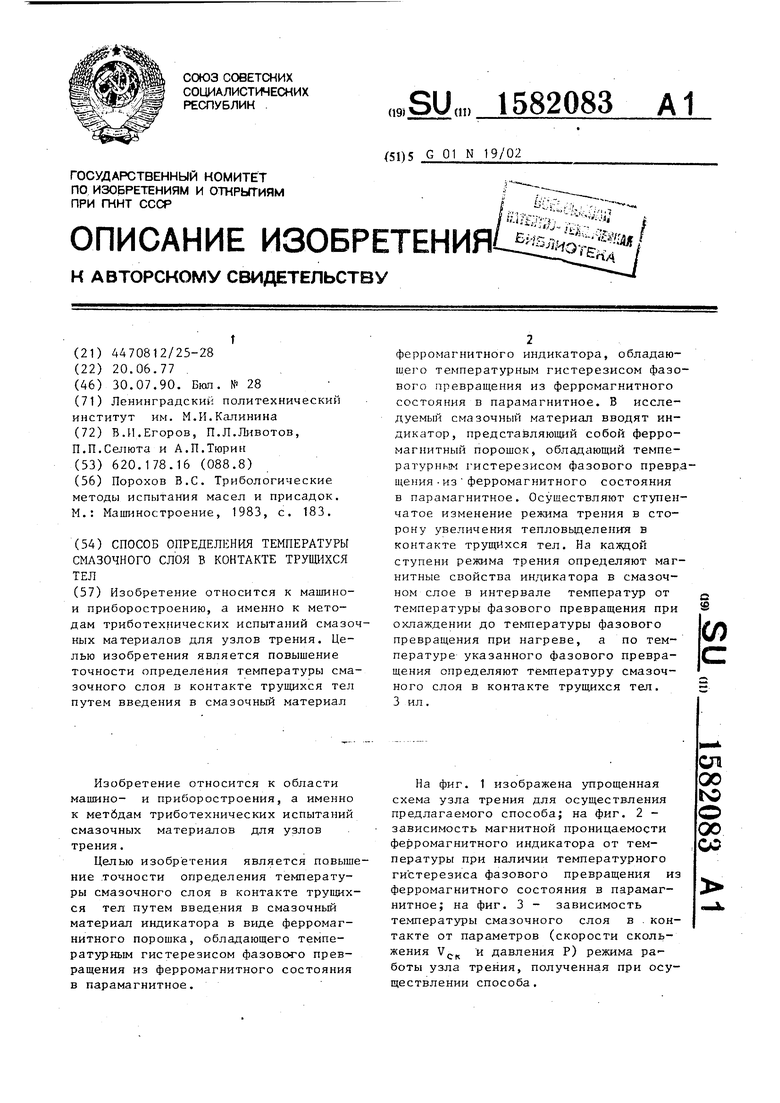
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕГО ПРОКАТА ИЗ МИКРОЛЕГИРОВАННЫХ СТАЛЕЙ | 2012 |
|
RU2519719C1 |
| СОСТАВ ДЛЯ БЕЗРАЗБОРНОГО УЛУЧШЕНИЯ ТРИБОТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК УЗЛОВ ТРЕНИЯ "ГЕОМОДИФИКАТОР ТРЕНИЯ" | 1999 |
|
RU2169172C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОГО ЖЕЛЕЗА | 2022 |
|
RU2815808C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА (ВАРИАНТЫ) | 2010 |
|
RU2447163C1 |
| Планетарная передача | 1987 |
|
SU1442773A1 |
| СПОСОБ НЕЧАЕВА Е.П. ПО ЛЕГИРОВАНИЮ ДЕТАЛЕЙ ТРЕНИЯ И СМАЗОЧНЫХ МАСЕЛ В ПРОЦЕССЕ РАБОТЫ МЕХАНИЗМА | 1996 |
|
RU2109146C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ГРАДИЕНТНОГО МАТЕРИАЛА | 2013 |
|
RU2513507C1 |
| МНОГОСЛОЙНЫЙ СУСЦЕПТОР В СБОРЕ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА СУБСТРАТА, ОБРАЗУЮЩЕГО АЭРОЗОЛЬ | 2018 |
|
RU2767234C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ТРУЩИХСЯ ПОВЕРХНОСТЯХ | 1994 |
|
RU2057257C1 |
| МНОГОСЛОЙНЫЙ СУСЦЕПТОР В СБОРЕ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА СУБСТРАТА, ОБРАЗУЮЩЕГО АЭРОЗОЛЬ | 2018 |
|
RU2766213C2 |
Изобретение относится к машино-и приборостроению, а именно к методам триботехнических испытаний смазочных материалов для узлов трения. Целью изобретения является повышение точности определения температуры смазочного слоя в контакте трущихся тел путем введения в смазочный материал ферромагнитного индикатора, обладающего температурным гистерезисом фазового превращения из ферромагнитного состояния в парамагнитное. В исследуемый смазочный материал вводят индикатор, представляющий собой ферромагнитный порошок, обладающий температурным гистерезисом фазового превращения из ферромагнитного состояния в парамагнитное. Осуществляют ступенчатое изменение режима трения в сторону увеличения тепловыделения в контакте трущихся тел. На каждой ступени режима трения определяют магнитные свойства индикатора в смазочном слое в интервале температур от температуры фазового превращенияпри охлаждении до температуры фазового превращения при нагреве, а по температуре указанного фазового превращения определяют температуру смазочного слоя в контакте трущихся тел. 3 ил.
контакте: После-этого ролики приводи- .,- нии в смазочный материал ферромагнит- лись во вращение. Спустя определенное ного индикатора с другими температура- время (через 10-20 мин), когда тем-ми фазовых превращений.
Для получения таких порошков могут быть использованы сплавы Fe - Ni - Mo 20 (Ni 78,5%; Mo 9,5%; Fe остальное) и Fe - N - Mo (N 78,5%; Mo 8,5%; Fe остальное), имеющие температуры фапература в контакте роликов принимала установившееся значение, определяли магнитные свойства индикатора в смазочном слое на поверхностях трения роликов. Для этого брали микропробу
зового превращения при нагреве
смазочного материа„;я с поверхности
трения и исследовали магнитные свой-Tk нагп
ства находящихся в нем частиц индика- 25 По результатам испытаний на фиг. 3
соответственно 107 и 64 С.
тора. При этом объемная температура микропробы не должна опускаться ниже температуры фазового превращения индикатора при охлаждении Т « OXf. (в данном примере Т к оул 50°С).
Технически осуществимо определение ферромагнитных свойств даже отдельно взятой микрочастицы.
Если индикатор сохранил свои магнитные сврйства, то температура в контакте не достигла температуры,, фазового превращения при нагреве Т К НОГР В этом случае изменяли один из параметров режима трения в сторону увеличения тепловыделения в контакте. Например, увеличивали усилие прижима роликов Р на величину Р. Далее выводили узел трения на установившийся режим тепловыделения и вновь определяли магнитные свойства индикатора в смазочном слое.
Ступенчатое изменение режима трения в сторону увеличения тепловыделения в контакте осуществляли до тех пор, пока илдикатор в смазочном слое не переходил в парамагнитное состояние. Параметры режима трения, при которых произошел переход индикатора в парамагнитное состояние, фиксировался, так как при этих параметрах температура смазочного слоя в контакте роликов достигала температуры фазового превращения при нагреве
К, нагр
150°С.
зового превращения при нагреве
соответственно 107 и 64 С.
для этих ферромагнитных индикаторов строятся изотермы II и III.
В случае необходимости могут быть использованы и другие ферромагнитные индикаторы с отличающимися от приведенных температурами фазовых превращений. Б итоге получается зависимость температуры смазочного слоя в контакте трущихся тел от параметров режима трения (фиг. 3). Формула изобретения
0
5
0
5
Способ определения температуры смазочного слоя в контакте трущихся тел, заключающийся в том, что в процессе трения определяют параметр, по которому судят о температуре смазочного слоя, отличающийся тем, что, с целью повышения точности . определения, в смазочный материал вводят индикатор в виде ферромагнитного порошка, обладающего температурным гистерезисом фазового превращения из ферромагнитного состояния в парамагнитное, осуществляют ступенчатое изменение режимов трения в сторону увеличения тепловыделения в контакте, определяют на каждой ступени режима трения магнитные свойства индикатора в смазочном слое в интервале от температуры фазового превращения при охлаждении до температуры фазового превращения при нагреве, фиксируют режимы трения, соответствующие
фазовому превращению индикатора в па- параметра определяют температуру рамагнитное состояние, а в качестве указанного фазового превращения,
J
&Ф fin
,р
id
Фиг.1
Ч
/
id
I
J.
Тк.ом. Тк,нагр. Т К Фиг. 2
| Порохов B.C | |||
| Трибологические методы испытания масел и присадок | |||
| М.: Машиностроение, 1983, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
