Изобретение относится к области электротехники, а именно к способам заделки кабеля в электросоединитель.
Известен способ заделки экранированного кабеля в электросоединитель, при котором на корпус соединителя устанавливают, например, посредством резьбового соединения переходную монтажную втулку, хвостовик которой, а также экранирующую оболочку жгута охватывают экранирующей плетенкой и закрепляют в местах охвата проволочным бандажом, который с внешней стороны опаивают мягким припоем [1].
Недостатком указанного способа является недостаточная надежность экранирующей плетенки, обусловленная большим перепадом размеров хвостовика корпуса соединителя и экранирующей оболочки кабеля, а также большим переходным сопротивлением в местах контакта экранирующей плетенки с корпусом соединителя и экранирующей оболочкой жгута.
Наиболее близким из известных технических решений является выбранный в качестве прототипа способ заделки экранированного кабеля в электросоединитель, при котором экранирующую оболочку кабеля и хвостовик корпуса соединителя охватывают электроприводным кожухом [2].
Недостатком известного технического решения является высокая стоимость изготовления кожуха и также высокое переходное сопротивление в месте контакта кожуха с хвостовиком корпуса соединителя и экранирующей оболочкой жгута.
Задачей, на выполнение которой направлено данное изобретение, является упрощение конструкции, повышение надежности, снижение веса и стоимости, а также уменьшение сопротивления в местах стыка экранирующих элементов кабеля.
Указанная задача достигается тем, что при способе заделки экранированного кабеля в электросоединитель экранирующую оболочку кабеля и хвостовик корпуса соединителя охватывают электропроводным кожухом, который изготавливают свертыванием заготовки из металлической фольги в виде патрубка, последующей раздачей ее во внешнюю оснастку с одновременным скреплением кромок заготовки по образующей, затем после установки упомянутого кожуха на хвостовик корпуса соединителя и экранирующую оболочку кабеля его обжимают в местах охвата до обеспечения заданной величины проводимости экрана, причем как раздачу заготовки, так и обжим изготовленного кожуха производят с помощью направленного воздействия импульса магнитного поля.
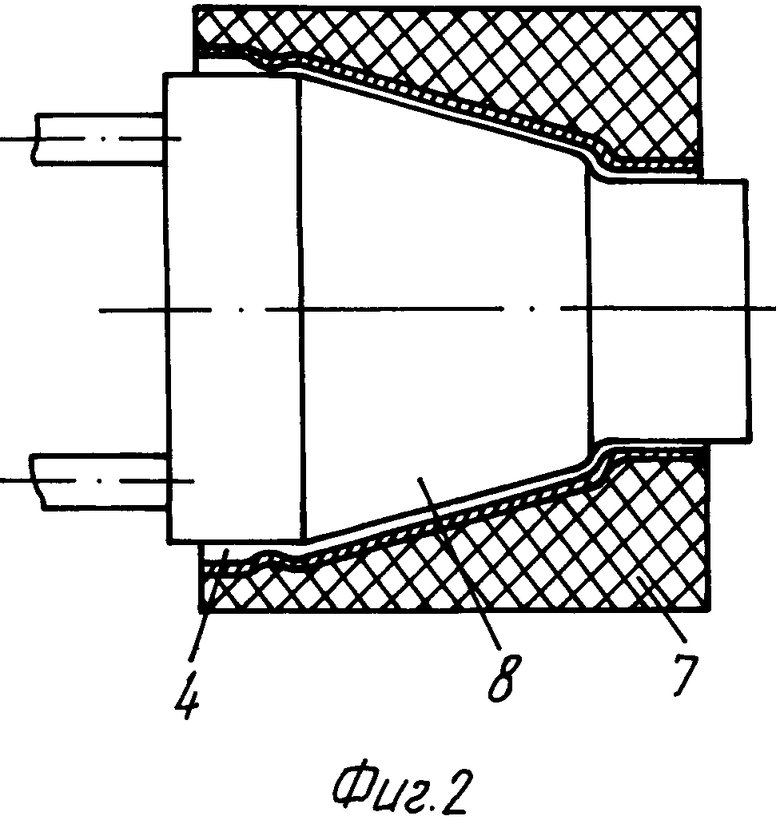
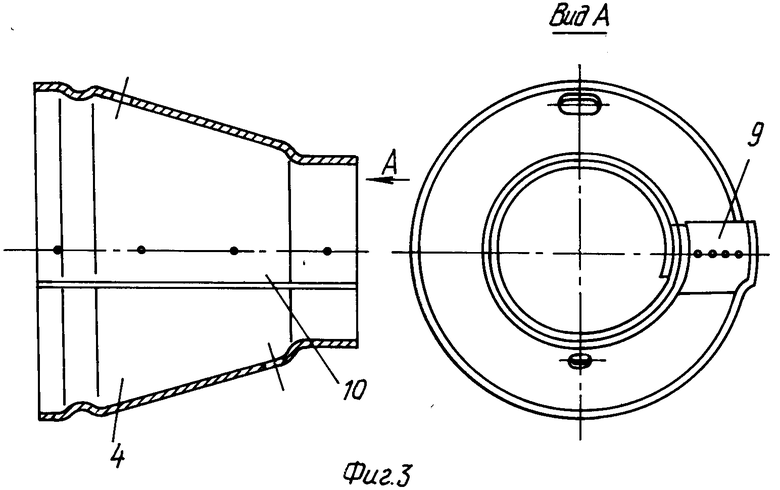
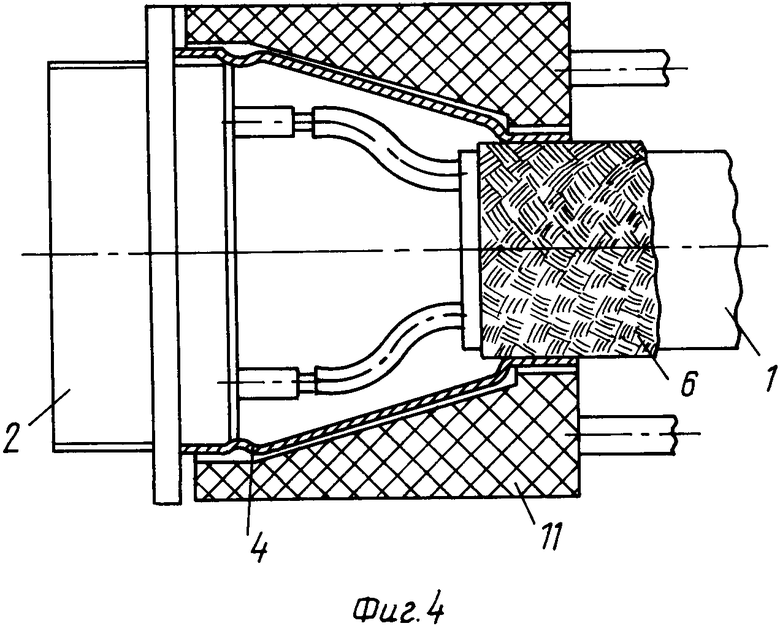
На фиг. 1 - 5 показаны этапы последовательной заделки экранированного кабеля в электросоединитель.
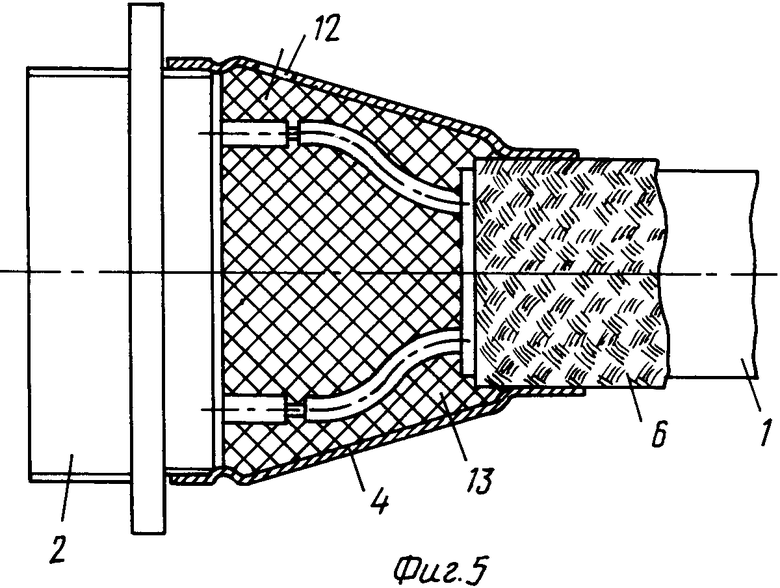
Способ заделки экранированного кабеля 1 в электросоединитель 2 (фиг. 5) состоит в том, что вначале изготавливают свертыванием из металлической фольги заготовку 3 (фиг. 1) в виде патрубка. Затем путем раздачи заготовки во внешнюю оснастку (фиг. 2) с одновременным скреплением кромок заготовки по образующей получают экранирующий кожух 4 (фиг. 3). После установки упомянутого кожуха 4 на хвостовик 5 корпуса соединителя 2 и экранирующую оболочку 6 кабеля 1 его (кожух) обжимают в местах охвата до обеспечения заданной величины проводимости экрана, при этом раздачу заготовки 3 и обжим кожуха 4 производят с помощью направленного воздействия импульса магнитного поля (фиг. 2, 4).
Пример. Берем, например, металлическую фольгу толщиной 0,15 мм, сворачиваем ее в виде усеченного конуса (фиг. 1), вставляем в оснастку 7, внутрь вводим магнитный индуктор 8, подключаем его к генератору импульсов тока и раздаем заготовку до ее соприкосновения с оснасткой (фиг. 2). Одновременно с раздачей производим скрепление кромок 9, 10 (фиг. 3) заготовки по образующей. Полученный в виде тонкостенного патрубка экранирующий кожух 4 (фиг. 3) устанавливаем на хвостовик 5 корпуса соединителя 2 и экранирующую оболочку 6 кабеля 1. Далее с помощью внешнего магнитного индуктора 11 включением генератора импульсов тока обжимаем его в местах охвата до обеспечения заданной величины проводимости экрана (фиг. 4). Затем как всегда монтажное пространство через отверстия 12 в кожухе 4 заливаем герметизирующим компаундом 13 (фиг. 5).
Благодаря такому выполнению кожуха упрощается его конструкция, повышается надежность кабеля и в итоге снижаются вес и стоимость работ, например в космических аппаратах, где вес играет огромную роль. Кроме этого, при такой заделке уменьшается переходное сопротивление в местах стыка экранирующих элементов кабеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАДЕЛКИ ЭКРАНИРОВАННОГО КАБЕЛЯ В ЭЛЕКТРОСОЕДИНИТЕЛЬ | 2005 |
|
RU2305880C2 |
| УЗЕЛ ЗАДЕЛКИ ЭКРАНИРОВАННОГО КАБЕЛЯ В ЭЛЕКТРОСОЕДИНИТЕЛЬ | 2022 |
|
RU2788954C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ | 2009 |
|
RU2438813C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2403659C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2516233C2 |
| УГЛОВОЙ ПАТРУБОК ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2360340C1 |
| УЗЕЛ ЗАДЕЛКИ ЭКРАНИРОВАННОГО НАБОРНОГО КАБЕЛЯ В СОЕДИНИТЕЛЬ | 1989 |
|
RU2093937C1 |
| УГЛОВОЙ ПАТРУБОК (КОЖУХ) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2519837C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1997 |
|
RU2110381C1 |
| Устройство и способ концевой заделки кабеля с угловым вводом в электрический соединитель | 2018 |
|
RU2677850C1 |
Способ заделки экранированного кабеля в электросоединитель включает в себя изготовление электропроводного кожуха свертыванием заготовки из металлической фольги в вице патрубка, последующей раздачей ее во внешнюю оснастку с одновременным скреплением кромок заготовки по образующей, затем после установки упомянутого кожуха на хвостовик корпуса соединителя и экранирующую оболочку кабеля его обжимают в местах охвата до обеспечения заданной величины проводимости кожуха, причем как раздачу заготовки, так и обжим кожуха производят с помощью направленного воздействия импульса магнитного поля. Техническим результатом является упрощение конструкции, повышение надежности, снижение веса и стоимости, а также уменьшение сопротивления в местах стыка экранирующих элементов кабеля. 5 ил.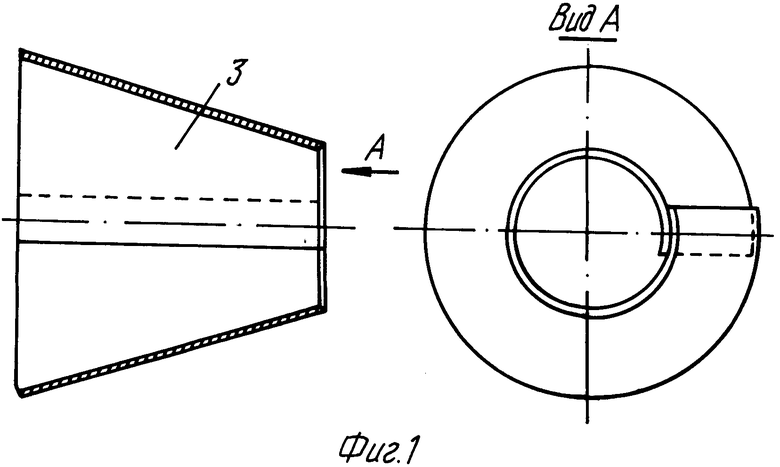
Способ заделки экранированного кабеля в электросоединитель, в котором экранирующую оболочку кабеля и хвостовик корпуса соединителя охватывают электропроводным кожухом, отличающийся тем, что электропроводный кожух изготавливают свертыванием заготовки из металлической фольги в виде патрубка, последующей раздачей ее во внешнюю оснастку с одновременным скреплением кромок заготовки по образующей, затем после установки упомянутого кожуха на хвостовик корпуса соединителя и экранирующую оболочку кабеля его обжимают в местах охвата до обеспечения заданной величины проводимости экрана, причем как раздачу заготовки, так и обжим кожуха производят с помощью направленного воздействия импульса магнитного поля.
